Сварочное оборудование Telwin TECHNOLOGY TIG 222 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





































































































kibocsátására.
A ciklus végén az áram megszűnik a lefutósínen
.
fröccsenésektől mentes, finomabb ívet eredményeznek.
Ezenkívül a hegesztőgép
HOT START és
ANTI STICK
funkciókkal is el van látva, amelyek könnyű indításokat
6.1.2 TIG DC hegesztés
és az elektróda
darabra tapadásának elmaradását garantálják.
A TIG DC hegesztés alkalmas minden
alacsony ötvözetű és magas ötvözetű
szénacélokra valamint olyan nehézfémekre, mint a ré
z, nikkel, titánium és azok
6.2.1 Eljárás
ötvözeteire.
-
A hegesztőmaszkot az ARC ELŐTT tarava dörzsölje az elektród hegyét a
A TIG DC elektródás hegesztésnél a (-) pólusnál általában 2%-ban tóriumtartalmú
hegesztendő anyagon, olyan mozdulatokat végezve, minta gyufát gyújtana; ez az ív
elektróda (piros színű sáv) vagy 2%-ban cériumtartalmú elektróda (szürke színű sáv)
begyújtásának legmegfelelőbb módja.
használatos.
FIGYELEM: NE ÜTÖGESSE az elektródot az anyaghoz; ez a
burkolat
Tengelyirányban csiszolókoronggal ki kell hegyezni a volfrámelektródát az L ÁBRA
megkárosítását idézheti elő, nehezebbé téve ezáltal az ív begyújtását.
szerint, ügyelve arra, hogy a hegye tökéletesen koncentrikus legyen az ív elhajlásának
-
Amint meggyulladt az ív, tartsa azt a hegesztendő felülettől akkora távolságra,
elkerülése érdekében.
Fontos a csiszolás elvégzése az elektróda hosszának
amekkora a felhasznált elektród átmérője és ezt a távolságot a lehető
irányában. Ezt a műveletet periódikusan el kell végezni az elektróda alkalmazásának
legpontosabban tartsa b
e a hegesztés végzése alatt; ne feledje, hogy az elektród
és elhasználódásának függvényében, vagy amikor az esetleg beszennyeződött,
haladási irányban való megdöntése kb. 20-30 fokos kell, hogy legyen.
megrozsdásodott vagy azt nem helyesen alkalmazták. A TIG DC üzemmódban 2
-
A hegesztőhuzal végén vigye
vissza az elektród végét a haladás irányával
ütemű (2T) és 4 ütemű (4T) működés lehetséges.
ellentétesen, a mélyedés felett a feltöltés érdekében, majd emelje ki hirtelen az
elektródot az olvadékból, s így kialszik a fáklya
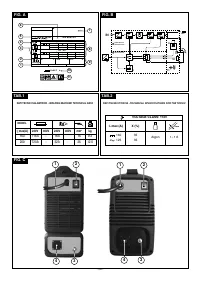
A
(
HEGESZTŐHUZAL
6.1.3 TIG AC hegesztés
TULAJDONSÁGAI - N.
ÁBRA)
.
Ez a hegesztési típ
us lehetővé teszi az alumínium és a magnézium fémekre
hegesztését, amelyek a fémek felületén egy védő és szigetelő oxidréteget képeznek. A
7. KARBANTARTÁS
hegesztőáram polaritásának felcserélésével meg lehet “repeszteni” az oxid felső
_____________________________________________________________________________________________________________________
rétegét az úgynevezet
t “ionos szemcseszórás” mechanizmus alkalmazása útján. A
FIGYELEM! A KARBANTARTÁSI MŰVELETEK VÉGREHAJTÁSA ELŐTT
feszültség a volfrámelektródon felváltva pozitív (EP) és negatív (EN).
Az EP ideje alatt
ELLENŐRIZNI KELL, HOGY A HEGESZTŐGÉP KI VAN E KAPCSOLVA ÉS
az oxidréteg a felületről eltávolításra kerül (“tisztítás” vagy “lemaratás”), lehetővé téve a
KAPCSOLATA AZ ÁRAMELLÁTÁSI HÁLÓZATTAL MEGSZAKÍTOTT
fürdő kialakulá
sát.
Az EN ideje alatt végbemegy a darabhoz a maximális hőbevitel,
_____________________________________________________________________________________________________________________
lehetővé téve a hegesztést. Az AC üzemmódban a balansz paraméter változtatásának
7.1
SZOKÁSOS KARBANTARTÁS
lehetősége megengedi az EP áram idejének minimálisra csökkentését, amely
A SZOKÁSOS KARBANTARTÁS M
Ű
VELETEIT VÉGREHAJTHATJA A HEGESZT
ŐGÉP
gyorsabb hegesztést biztosít.
KEZELŐ
JE
Nagyobb balansz értékek gyorsabb hegesztést, mélyebb behatolást, koncentráltabb
ívet, keskenyebb hegesztési fürdőt
és az elektróda korlátolt felmelegedését teszik
7.1.1 FÁKLYA KARBANTARTÁS
lehetővé. Kisebb értékek a da
rab nagyobb tisztítását eredményezik. Túlságosan
- Kerülje a fáklya és kábelének meleg felületekre tételét;
az ugyanis a
alacsony balansz érték alkalmazása
az ív és a rozsdátlanított rész kiszélesedését, az
szigetelőanyagok olvadását idézné elő megakadályozván annak működését
elektróda túlmelegedését és ennek következtében a hegyén egy gömb kialakulását, a
-
Meghatározott időközönként ellenőrizze a csővezetékek és gázvezetékek állapotát.
könnyű gyújtás és az ív irányíthatóságá
nak romlását okozza
. Túl magas balansz érték
- Gondosan párosí
tsa össze az elektróda fogócsipeszt, a kiválasztott elektróda
alkalmazása “piszkos” hegesztési fürdőt
és sötét olvadékot eredményez.
átmérővel kalibrált gázfúvókát a túlmelegedések, rossz gázáramlás és a rossz
A táblázat
(5. TÁBL.)
az AC hegesztésnél a paraméterek változásának hatásait foglalja
működés elkerüléséhez.
össze.
-
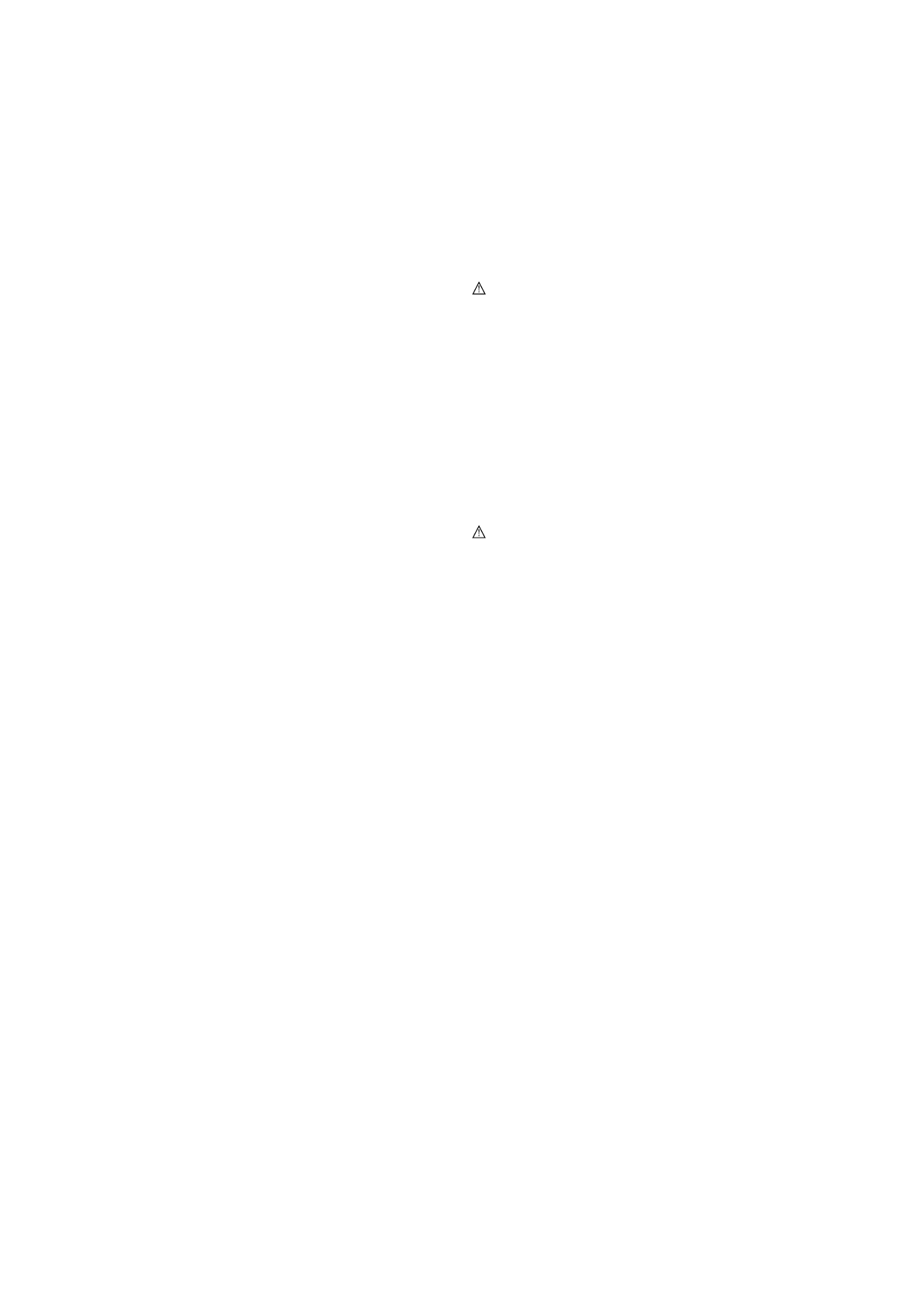
Minden használat előtt ellenőrizze a hegesztőpisztoly terminál részeinek
A TIG AC üzemmódban 2 ütemű (2T) és 4 ütemű (4T) működés lehetséges.
elhasználódási á
llapotát és az összeszerelés helyességét: fúvóka, elekróda,
Ezenkívül érvényesek a hegesztési eljárásra vonatkozó utasítások.
elektródaszorító fogó, gázfúvóka.
A táblázatban
(4. TÁBL.)
az alumíniumra hegesztésre vonatkozó tájékoztató adatok
vannak feltüntetve; a legalkalmasabb elektróda típus a tiszta volfrámelektróda (zö
ld
7.2 RENDKÍVÜLI KARBANTARTÁS
színű sáv).
A RENDKÍVÜLI
KARBANTARTÁS MŰVELETEIT KIZÁRÓLAG SZAKÉRTŐ, VAGY
GYAKORLOTT ELEKTROMŰSZERÉSZ HAJTHATJA VÉGRE.
6.1.4 Eljárás
_____________________________________________________________________________________________________________________
-
A szabályozógomb segítségével állítsa be a hegesztőáramot a kívánt értékre;
FIGYELEM! A HEGESZTŐGÉP PANELJEINEK ELMOZDÍTÁSA, ÉS A GÉP
esetleg a hegeszt
és folyamán igazítsa a szükséges,
reális hőbevitelhez.
BELSEJÉBE VALÓ BELÉPÉST MEGELŐZŐEN ELLENŐRIZNI KELL HOGY A
-
Nyomja be a hegesztőpisztoly gombját, miközben ellenőrizze a gáz helyes
HEGESZTŐGÉP KIKAPCSOLT ÁLLAPOTBAN VAN E, ÉS KAPCSOLATA AZ
kiáramlását a hegesztőpisztolyból; szükég esetén kalibrálja az ELŐGÁZ és
ÁRAMELLÁTÁSI HÁLÓZATTAL MEGSZAKÍTOTT.
UTÓGÁZ időt: ezeket az időket az operatív feltétel
ek függvényében kell beállítani,
A feszültség alatt lév
ő
hegeszt
ő
gépen belüli esetleges ellen
ő
rzések súlyos
külön
ösképpen a gáz késés legyen olyan, amely lehetővé teszi a hegesztés végén
áramütést okozhatnak , melyet a feszültség alatt álló alkatrészekkel való
az elektróda és a fürdő lehűlését anélkül, hogy azok a levegővel érintkeznének
közvetlen kapcsolat eredményez, és/ vagy sérüléseket, melyek a mozgásban
(oxidációk és szennyeződések).
lév
ő
szervekkel való küzvetlen kapcsolat következtében keletkeznek.
2T szekvenciás TIG üzemmód:
_____________________________________________________________________________________________________________________
- Nyomja be teljes
en a hegesztőpisztoly gom
bját (P.T.), gyújtsa meg az ívet és tartsa
meg 2-3 mm távolságra a munkadarabtól.
-
Időszakonként és minden esetben a használattól és a környezet porosságától függő
- A hegesztés megszakításához engedje el a hege
sztőpisztoly gombját, lehetővé téve
gyakorisággal vizsgálja át a hegesztőgép belsejét és távolítsa el az elektronikus
az áram fokozatos lenullázását (ha be van kapcsolva a VÉGSŐ LEFUTÁS funkció)
kártyákra rárakódott port egy nagyon puha kefével vagy megfelelő oldószerekkel.
vagy az ív azonnali megszűnését a rákövetkező utógázzal.
- Alkalmanként ellenőrizni kell, hogy az elektromos kapcsolások jól összeszorítottak-
4T szekvenciás TIG üzemmód:
e, valamint azt, hogy a kábelezések nem okoznak-e kárt a szigetelésben.
-
A nyomógomb első benyomására I
árammal megtörténik az ívgyújtás. A
Start
- Fentemlített műveletek befejezésekor a rőgzítőcsavarok teljes megszorításával
nyomógomb elengedésére az áram felmegy a hegesztőáram értékéig; ezt az
értéket
vissza kell szerelni a hegesztőgép paneljeit.
megtartja akkor is, ha a gomb el van engedve.
Amikor ismét megnyomják a gombot,
- Maximálisan kerülni kell a nyitott hegesztőgéppel.való hegesztési műveletek
az áram lecsökken a VÉGSŐ LEFUTÁS funkció szerint az I
áramra.
Ezutóbbit
minima
végrehajtását.
megtartja a nyomógomb elengedéséig, amellyel a hegesztési ciklus befejeződik és
megkezdődik a
z UTÓGÁZ periódus.
Azonban ha a VÉGSŐ LEFUTÁS funkció
8. MEGHIBÁSODÁSOK KERESÉSE
folyamán elengedik a gombot, a hegesztési ciklus azonnal befejeződik és
N E M K I E L É G Í T Ő M Ű K Ö D É S E S E T É N , M I E L Ő T T S Z I S Z T E M AT I K U S
elkezdődik az UTÓGÁZ periódus.
FELÜLVIZSGÁLATBA KEZDENÉNEK VAGY SZERVIZHEZ FORDULNÁNAK,
4T és BI-LEVEL szekvenciás üzemmód:
ELLENŐRIZNI KELL A KÖVETKEZŐKET:
-
A nyomógomb első benyomására I
árammal megtörténik az ívgyújtás. A
Start
- Azt, hogy a potenciométer által szabályozott hegesztési áram az amper beosztású
nyomógomb elengedésére az ára
m felmegy a hegesztőáram értékéig; ezt az értéket
skála szerint megfelel-e az alkalmazott elektród átmérőjének és típusának.
megtartja akkor is, ha a gomb el van engedve. A nyomógomb minden további
- Azt, hogy amikor a főkapcsoló “ON” állásban van, meggyullad-e a megfelelő lámpa,
benyomásánál (a benyomás és elengedés között eltelt idő rövid legyen), az áram
ellenkező esetben a meghibásodas oka általában az áramellátási vezetékben
vá
ltozni fog a BI-LEVEL paraméterben beállított I
érték és a főáram I
értéke között.
1
2
található (kábelek, villásdugó és/vagy csatlakozó, olvadóbiztosítékok stb.).
A nyomógomb hosszabb ideig történő nyomvatartásánál az áram lecsökken az I
minima
- Azt, hogy nem ég-e a sárga kijelző (LED), mely a túl magas / túl alacsony feszültség,
áramra. Ezutóbbit megtartja a nyomógomb elengedéséig, amellyel a hegesztési
vagy rövidzárlat miatti hőszabályozási biztonsági beavatkozásra utal.
ciklus befeje
ződik
és
megkezdődik az UTÓGÁZ periódus
(M
ÁBRA)
. Azonban ha a
- Meg kell győződni a nominalis szakaszosság arányának ellenőrzöttségéről;
V
ÉGSŐ LEFUTÁS funkció folyamán elengedik a gombot, a hegesztési ciklus
hővédelmi szabályozás beavatkozása esetén meg kell várni a hegesztőgép teljes
azonnal befejeződik és elkezdődik az UTÓGÁZ periódus.
kihűlését, ellenőrizni kell a szellőző-berendezés működőképességét.
- Ellenőrizni kell a tápvezeték feszültségét: ha az érték tulságosan magas vagy
6.2 MMA HEGESZTÉS
túlságosan alacsony a hegesztőgép blokkolt állapotban marad.
-
Rendkívül fontos, hogy a felhasználó tartsa magát a gyártó által javasolt
- Ellenőrizni kell, hogy nincs-e rövidzárlat a hegesztőgép végződésénél: amennyiben
előírásokhoz az elektródok vonatkozásában a helyes pólusok illetve az optimális
igen, meg kell szüntetni annak okát.
hegesztőáram kiválasztása során
(
általában ezek az előíráso
k az elektródok
- Ellenőrizni kell a hegesztési áramkör kapcsolásainak pontosságát, különösen azt,
csomagolásán olvashatók).
hogy a földelési kábel fogója valóban össze van-e kapcsolva a munkadarabbal, és
-
A hegesztőáram a felhasznált elektród átmérőjének függvényében valamint a kívánt
hogy nem ékelődtek-e kapcsolat közé szigetelő anyagok (pl. festékek).
illesztés típusa szerint kerül szabályozásra;
csak bemutató jelleggel jegyezzük meg,
- Az alkalmazott védelmi gáznak megfelelő minőségűnek (Argon 99,5) és
hogy a
különböző átmérőnagysághoz a következő áramok
tartoznak:
mennyiségűnek kell lennie.
ø Elektród (mm)
Hegesztőáram
(A)
min.
max.
1,6
25
-
50
2
40
-
80
2,5
60
-
110
3,2
80
-
160
4
120
-
200
-
Vegye figyelembe, hogy azonos átmérőméret mellett magas
abb
áram értékek
lesznek jellemzők vízszintes hegesztés esetén, míg függőleges illetve fejmagassá
g
feletti hegesztésre alacsonyabb áramokat kell használni.
-
A hegesztett darab műszaki jellemzőit nemcsak a választott áram erős
sége, hanem
további hegesztési paraméterek is meghatározzák, úgy mint az ívhosszúság, a
végrehajtás sebessége és helyzete, az elektródok
átmérője és minősége (a helyes
megőrzés érdekében tartsa az elektródokat száraz helyen a megfelelő
csomagolásban és dobozban
).
-
A hegesztés jellemzői a hegesztőgép ARC-FORCE értékétől (dinamikai viselkedés)
is függnek. Ez a paramé
ter a panelen vagy 2 potenciométeres távvezérléssel
beállítható.
- Vegye figyelembe azt, hogy magas ARC-FORCE értékek mélyebb behatolást
biztosítanak és tipikusan bázikus elektródákkal bármilyen pozícióban lehetővé
teszik a hegesztést, alacsony ARC-FORCE értékek a rutilos elektródáknál tipikus
- 60 -





