Сварочное оборудование Telwin TECHNOLOGY TIG 222 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





































































































De punt van de elektrode doen steunen op het stuk, met een lichte druk. De drukknop
geven en het lassen mogelijk maken in gelijk welke stand typisch met basische
toorts helemaal indrukken en de elektrode 2-3mm opheffen met enkele ogenblikken
elektroden; lage waarden van ARC-FORCE maken een zachtere boog zonder
vertraging, waarbij men de ontsteking van de boog bekomt. De lasmachine verdeelt
spatten mogelijk typisch met rutiel elektroden.
aanvankelijk een stroom I
, einde van de cyclus wordt de stroom geannuleerd met
De lasmachine is bovendien uitgerust met inrichtingen HOT START en ANTI STICK
BASE
die gemakkelijke vertrekken en afwezigheid van vastlijmen van de elektrode aan het
een ingestelde helling van daling.
stuk garanderen.
6.1.2 TIG DC-lassen
6.2.1 Werkwijze
Het TIG DC-lassen is geschikt voor alle gelegeerde koolstofstaalsoorten en
- Met de laskap VOOR HET GEZICHT, de punt van de elektrode over het te lassen stuk
hooggeleerde koolstofstaalsoorten en zware metalen koper, nikkel, titanium en
bewegen en daarbij 11n beweging makend alsof u een lucifer aansteekt; dit is de
bijhorende legeringen.
meest correcte methode om de boog te trekken.
Voor het lassen in TIG DC met elektrode naar de pool (-) wordt gewoonlijk de elektrode
LET OP!: NIET MET DE ELEKTRODE OP HET STUK SLAAN; de mogelijkheid
met 2% Torium (rood gekleurde strook) gebruikt of de elektrode met 2% Cerium (grijs
bestaat dat u de bekleding beschadigt waardoor het trekken van de boog wordt
gekleurde strook).
bemoeilijkt.
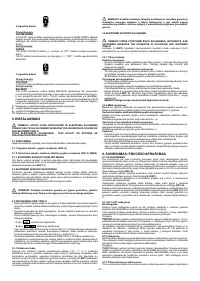
Men moet de elektrode van Tungsteen axiaal met de slijpsteen scherpen, zie
FIG. L
, en
- Zodra de boog is getrokken moet een afstand overeenkomstig de dikte van de
ervoor zorgen dat de punt perfect concentrisch is teneinde afwijkingen van de boog te
gebruikte elektrode in acht worden genomen, en tijdens het lassen moet deze
voorkomen. Het is van belang het slijpen uit te voeren in de richting van de lengte van de
afstand zo goed mogelijk worden gehandhaafd; onthoud dat de hoek van de
elektrode, Deze operatie moet regelmatig herhaald worden in functie van het gebruik en
elektrode in de beweegrichting ongeveer 20-30 graden dient te bedragen.
de slijtage van de elektrode ofwel wanneer deze toevallig vervuild, geoxideerd of niet
- Op het eind van de lasnaad, de punt van de elektrode, ten opzichte van de
correct gebruikt wordt. In de modaliteit TIG DC is de werking 2 tijden (2T) en 4 tijden (4T)
beweegrichting, een weinig terugtrekken tot boven het kratertje, om deze te vullen,
mogelijk.
vervolgens de elektrode snel uit het smeltbad trekken om de boog te onderbreken
(VOORBEELDEN VAN LASNADEN - FIG. N)
6.1.3 TIG AC-lassen
Dit type van lassen staat toe te lassen op metalen zoals aluminium en magnesium die
op hun oppervlakken een beschermende en isolerende oxide vormen. Door de
7. ONDERHOUD
polariteit van de lasstroom om te keren, slaagt men erin de oppervlaktelaag van de
____________________________________________________________________________________________________________________
oxide te “breken” middels een mechanisme genoemd “ionische verzanding ”. De
OPGELET! VOORDAT MEN DE ONDERHOUDSOPERATIES UITVOERT, MOET
spanning is afwisselend positief (EP) en negatief (EN) op de elektrode van tungsteen.
Tijdens de tijd EP wordt de oxide verwijderd van het oppervlak (“schoonmaak” of
M E N V E R I F I Ë R E N O F D E L A S M AC H I N E U I T G E S C H A K E L D I S E N
“afbranden”) en staat hierbij de vorming van het bad toe. Tijdens de tijd EN geschiedt de
LOSGEKOPPELD IS VAN HET VOEDINGSNET.
____________________________________________________________________________________________________________________
maximum thermische toevoer naar het stuk waarbij het lassen mogelijk is. De
mogelijkheid om de parameter balance te veranderen in AC staat toe de tijd van de
7.1 GEWOON ONDERHOUD
stroom EP tot een minimum te beperken en maakt hierbij snelle lasoperaties mogelijk.
DE OPERATIES VAN GEWOON ONDERHOUD KUNNEN UITGEVOERD WORDEN
Grotere waarden van balance staan snellere lasoperaties toe, een grotere penetratie,
DOOR DE OPERATOR.
een meer geconcentreerde boog, een nauwer lasbad, en een beperkte verwarming van
de elektrode. Kleinere waarden staan een grotere schoonmaak van het stuk toe. Een te
7.1.1 Toorts
lage waarde van balance gebruiken heeft een verbreding van de boog van het
- Vermijden de toorts en haar kabel te doen steunen op warme stukken; dit zou het
gedeoxideerd gedeelte tot gevolg, een verhitting van de elektrode met een bijhorende
smelten van de isolerende materialen kunnen veroorzaken en bijgevolg de toorts
vorming van een sfeer op de punt en een bemoeilijking van de ontsteking en van de
snel buiten werking stellen.
richtbaarheid van de boog. Een excessieve waarde van balance gebruiken heeft een
- Regelmatig de dichting van de leiding en de gasaansluitingen controleren.
“vuil” lasbad met donkere inclusies tot gevolg.
- De tang voor het vastklemmen van de elektrode en de gekalibreerde gasverspreider
De tabel
(TAB.
5)
vat de effecten van verandering van de parameters in het AC-lassen
zorgvuldig aanpassen aan de diameter van de gekozen elektrode, teneinde
samen.
verhittingen, slechte gasverspreiding en bijhorende slechte werking te voorkomen.
In de modaliteit TIG AC is de werking 2 tijden (2T) en 4 tijden (4T) mogelijk.
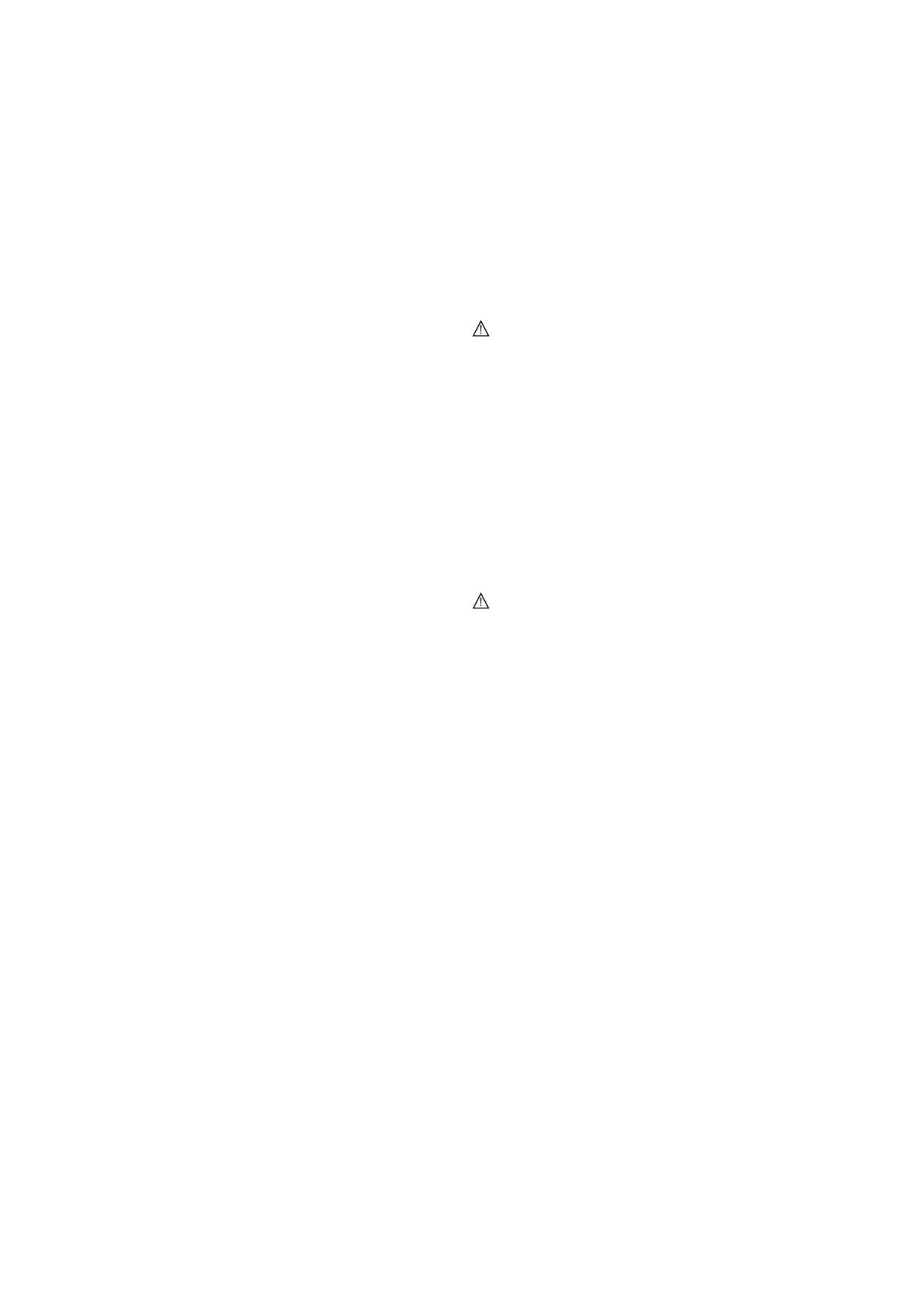
- Vóór ieder gebruik de staat van slijtage en de juistheid van de montage van de
Ook de instructies m.b.t. de lasprocedure zijn geldig.
eindgedeelten van de toorts controleren: sproeier, elektrode, tang voor het
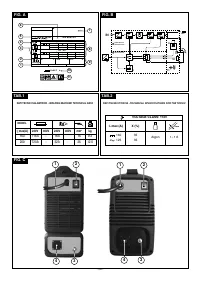
In de tabel
(TAB. 4)
zijn de indicatieve gegevens aangeduid voor het lassen op
vastklemmen van de elektrode, gasverspreider.
aluminium; het meest geschikte type van elektrode is de elektrode van pure tungsteen
(strook met groene kleur).
7.2 BUITENGEWOON ONDERHOUD
DE OPERATIES VAN BUITENGEWOON ONDERHOUD MOGEN UITSLUITEND
6.1.4 Procedure
UITGEVOERD WORDEN DOOR ERVAREN OF GEKWALIFICEERD PERSONEEL
- De lasstroom regelen op de gewenste waarde middels de knop; tijdens het lassen
OP GEBIED VAN ELECTRICITEIT EN MECHANICA.
eventueel aanpassen aan de noodzakelijke reële thermische belasting.
____________________________________________________________________________________________________________________
- De drukknop toorts indrukken en hierbij de correcte gasstroom uit de toorts
verifiëren; indien nodig, de tijd van PREGAS en POSTGAS ijken: deze tijden moeten
OPGELET! VOORDAT MEN DE PANELEN VAN DE LASMACHINE WEGNEEMT
geregeld worden in functie van de werkomstandigheden, in het bijzonder de
EN NAAR DE BINNENKANT ERVAN GAAT, MOET MEN CONTROLEREN OF DE
gasvertraging moet zo zijn dat op het einde van het lassen de koeling van de
LASMACHINE UITGESCHAKELD IS EN LOSGEKOPPELD IS VAN HET
elektrode en van het bad mogelijk is zonder dat deze in contact komen met de
VOEDINGSNET.
atmosfeer (oxidaties en contaminaties).
Eventuele controles uitgevoerd onder spanning aan de binnenkant van de
Modaliteit TIG met sequentie 2T:
lasmachine kunnen zware elektroshocks veroorzaken gegenereerd door een
- De drukknop toorts (P.T.) tot op het einde toe indrukken, de boog ontsteken en een
rechtstreeks contact met gedeelten onder spanning en/of kwetsingen te wijten
afstand van 2-3mm van het stuk behouden.
aan een rechtstreeks contact met organen in beweging.
- Om het lassen te onderbreken, de drukknop van de toorts loslaten en hierbij de
____________________________________________________________________________________________________________________
graduele annulering van de stroom bewerkstelligen (indien de functie
EINDHELLING ingeschakeld is) ofwel de onmiddellijke uitdoving van de boog met
- Regelmatig en alleszins met een frequentie in functie van het gebruik en de
het volgend postgas.
aanwezigheid van stof in het milieu, de binnenkant van de lasmachine controleren en
Modaliteit TIG met sequentie 4T:
met een heel zachte borstel of met geschikte oplosmiddelen het stof wegnemen dat
-
De eerste druk van de drukknop doet de boog ontsteken met een stroom I
. Bij het
zich heeft afgezet op de elektronische kaarten.
Start
loslaten van de drukknop stijgt de stroom tot aan de waarde van de lasstroom; deze
- Bij gelegenheid verifiëren of de elektrische verbindingen goed vastgedraaid zijn en of
waarde wordt behouden ook wanneer de drukknop wordt losgelaten. Wanneer men
de bekabelingen geen beschadigingen aan de isolering vertonen.
de drukknop terug indrukt vermindert de stroom volgens de functie EINDHELLING
- Op het einde van deze operaties moet men de panelen van de lasmachine terug
tot I
. Deze laatste wordt behouden tot aan het loslaten van de drukknop die de
monteren en hierbij de stelschroeven tot op het einde toe vastdraaien.
minima
- Strikt vermijden de lasoperaties uit te voeren met een open lasmachine.
lascyclus beëindigt waarbij dan de periode van POSTGAS begint. Indien men
daarentegen tijdens de functie EINDHELLING de drukknop loslaat, eindigt de
lascyclus onmiddellijk en begint de periode van POSTGAS.
8. PROBLEEMOPLOSSINGEN
Modaliteit TIG met sequentie 4T en BI-LEVEL:
BIJ SLECHTE PRESTATIES EN ALVORENS SYSTEMATISCHE CONTROLES UIT
- De eerste druk van de drukknop doet de boog ontsteken met een stroom I
. Bij het
Start
VOEREN OF DE HULP VAN EEN SERVICECENTRUM IN TE ROEPEN,
loslaten van de drukknop stijgt de stroom tot aan de waarde van de lasstroom; deze
CONTROLEREN OF:
waarde wordt behouden ook wanneer de drukknop wordt losgelaten. Bij iedere
- De lasstroom geschikt is voor de dikte en het type van de gebruikte elektrode.
volgende druk op de drukknop (de tijd die verloopt tussen het indrukken en het
- Met de hoofdschakelaar op "ON", het betreffende controlelampje brandt; als dit niet
loslaten moet van korte duur zijn) varieert de stroom tussen de waarde ingesteld in
het geval mocht zijn is het waarschijnlijk dat de oorzaak van het probleem in de
de parameter BI-LEVEL I en de waarde van de hoofdstroom I
.
1
2
netvoeding (kabels, stopcontact, stekker, zekeringen enz.) dient te worden gezocht.
Wanneer men de drukknop ingedrukt houdt gedurende langere tijd daalt de stroom
- Controleer of het gele controlelampje, dat de inwerkingtreding van de thermische
tot I
. Deze laatste wordt behouden tot aan het loslaten van de drukknop die de
minima
beveiliging voor over- of onderspanning of kortsluiting aangeeft, wel uit is.
lascyclus beëindigt en waarbij de periode van POSTGAS begint
(FIG. M)
. Indien men
- Controleer of de nominale intermittentieverhouding juist is. In het geval dat de
daarentegen tijdens de functie EINDHELLING de drukknop loslaat, eindigt de
thermostatische beveiliging in werking treedt, dient de machine uit zichzelf af te
lascyclus onmiddellijk en begint de periode van POSTGAS.
koelen. Controleer de werking van de ventilator.
- De spanning van de lijn controleren: indien de waarde te hoog of te laag is blijft de
6.2 MMA-LASSEN
lasmachine geblokkeerd.
- De, op de verpakking van de gebruikte elektroden vermelde instructies moeten in
- Controleer of er geen kortsluiting is aan de uitgang van de machine. Mocht dat het
ieder geval worden geraadpleegd.
geval zijn, los deze storing dan op.
- De lasstroom wordt afhankelijk van de doorsnede van de gebruikte elektrode en het
- De aansluitingen van het lascircuit op correcte wijze zijn uitgevoerd, vooral of de
gewenste type lasverbinding ingesteld; als richtlijn gelden de volgende
massaklem goed, zonder tussenkomst van isolerende materialen (bijv. verf), aan het
stroomwaarden voor de gebruikte elektrodendiktes:
stuk is bevestigd.
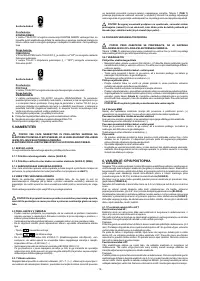
ø Elektrode (mm)
Lasstroom (A)
- Het gebruikte beschermingsgas juist is (Argon 99,5% en in de juiste hoeveelheid).
min.
max.
1,6
25
-
50
2
40
-
80
2,5
60
-
110
3,2
80
-
160
4
120
-
200
- Er dient rekening mee te worden gehouden dat bij overeenkomstige elektrodendiktes
hoge stroomwaarden zullen worden gebruikt voor horizontaal lassen, terwijl voor het
vertikale of boven het hoofd lassen lagere stroomwaarden zullen worden gebruikt.
- De mechanische karakteristieken van de gelaste koppeling worden bepaald, niet
alleen door de gekozen intensiteit van stroom, maar ook door andere parameters van
het lassen zoals de lengte van de boog, de snelheid en de stand van uitvoering, de
diameter en de kwaliteit van de elektroden (voor een correcte bewaring moet men de
elektroden uit de buurt van vochtigheid houden beschermd door speciale
verpakkingen of containers).
- De karakteristieken van de lasmachine hangen ook af van de waarde van ARC-
FORCE (dynamisch gedrag) van de lasmachine. Deze parameter kan ingesteld
worden vanop het paneel, ofwel met de afstandsbediening met 2 potentiometers.
- Men merkt hierbij op dat hoge waarden van ARC-FORCE een grotere penetratie
- 32 -





