Сварочное оборудование Telwin TECHNOLOGY TIG 222 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





































































































glavne struje za varenje I
.
terminal uzemljenja mora biti priključen na sprovodnik uzemljenja (žuto-zeleno) linije
2
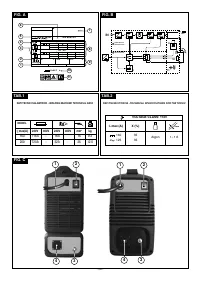
napajanja. U tabeli
(TAB.1)
su navedene savjetovane vrijednosti u amperima
Za isključivanje načina rada
na PULZIRANJE
okrenuti encoder u smjeru suprotnom
osigurača sa kasnim paljenjem linije na osnovu maksimalne nominalne struje koju
smjeru kazaljke na satu dok se na zaslonu ne očita natpis "
OFF".
isporučuje stroj za varenje i nominalnog napona napajanja.
____________________________________________________________________________________________________________________
POZOR! Nepoštivanje navedenih pravila onesposobljava sigurnosni
sistem
kojeg je predvidio proizvođač (klasa I) sa posljedičnim teškim opasnostima po
Led 4
osobama (npr. strujni udar) i po stvari (npr. požar).
____________________________________________________________________________________________________________________
Prva funkcija:
5.4
PRIKLJUČIVANJE KRUGA VARENJA
____________________________________________________________________________________________________________________
ZAVRŠNA RAMPA
Kod načina rada TIG AC/DC omogučava regulaciju ZAVRŠNE RAMPE struje za
varenje prilikom otpuštanja tipke plamenika; ova regulacija omogučava
POZOR! PRIJE IZVRŠENJA SLIJEDEĆIH PRIKLJUČAKA PROVJERITI DA JE
izbjegavanje stvaranje kratera na kraju varenja i omogučava popunjavanje sa
STROJ ZA VARENJE UGAŠEN I ISKLJUČEN IZ MREŽE NAPAJANJA.
varenim materijalom tijekom silazne faze struje.
2
U tabeli
(TAB. 1)
su navedene savjetovane vrijednosti za kablove za varenje (u mm
) na
Druga funkcija:
osnovu maksimalne struje koju isporučuje stroj za varenje.
FREKVENCA
____________________________________________________________________________________________________________________
Kod načina rada TIG AC/DC PULZIRANJE (I
nije na OFF)
omoguč
ava regulaciju
1
5.4.1 Varenje TIG
frekvence pulziranja.
Spajanje plamenika
Kod načuna rada TIG AC sa isklučenim pulziranjem (
I je na OFF) omogu
čava
1
-
Unijeti kabel za struju u prikladni brzi pritezač (-). Spojiti spojnik na tri pola (tipka
regulaciju frekvence u AC.
plamenika) u prikladnu utičnicu. Spojiti plinsku cijev plamenika na odgovarajući
priključak.
Spajanje povratnog kabla struje za varenje
-
Spaja se na komad koji se vari ili na metalni stol na koji je naslonjen, što je moguće
bliže spoju koji se vrši.
Ovaj se kabel spaja na pritezač sa oznakom (+).
Spajanje na plinsku bocu
Led 5
-
Naviti reduktor pritiska na ventil plinske boce, prethodno postavljajući između
prikladni reduktor, koji se dostavlja kao dodatna oprema.
Prva funkcija:
- Spojiti ulaznu plinsku cijev na reduktor i zatvoriti dostavljenu traku.
POST GAS
- Popustiti prstenasti okov za regulaciju reduktora pritiska prije otvaranja ventila boce.
Kod načina rada
TIG AC/DC omogu
čava regulaciju vremena post gas u
-
Otvoriti bocu i regulirati količinu plina (l/min) u skladu sa orijentativnim podacima o
sekundama.
upotrebi, vidi tablicu
(TAB. 4)
; eventualno prilagođavanje protoka plina može se
Druga funkcija:
vršiti tijekom varenja pomoću
prstenastog okova reduktora pritiska. Provjeriti
BALANCE
nepropusnost cijevi i priklju
čaka.
Kod načina rada pulzirajući
TIG AC/DC
omogučava regulaciju BALANCE-a. Ovaj
POZOR! Zatvoriti uvijek ventil plinske boce na kraju izvršenog posla.
parametar predstavlja odnos (u postotku) između vremena tijekom kojeg se struja
nalazi na najvišoj razini I
i ukupnog perioda pulziranja. Ujedno, kod na
čin
a TIG AC
2
5.4.2 Varenje MMA
(
sa isključenim pulziranjem), predstavljeni parametar ukazuje na osnos između
Skoro sve obložene elektrode spajaju se na pozitivni pol (+) generatora; u iznimnom
vremena tijekom kojeg polaritet struje je EN (negativna elektroda) i ukupnog
slučaju spajaju se na negativni pol (-) kod elektroda obloženih kiselinom.
perioda izmjenične struje. Što je pozitivna vrijednost veća, već
a je penetracija kod
Priključak kabela za varenje hvataljka-držač elektroda
varenja.
Na terminalu se nalazi poseban pritezač koji služi za blokiranje otkrivenog dijela
7-
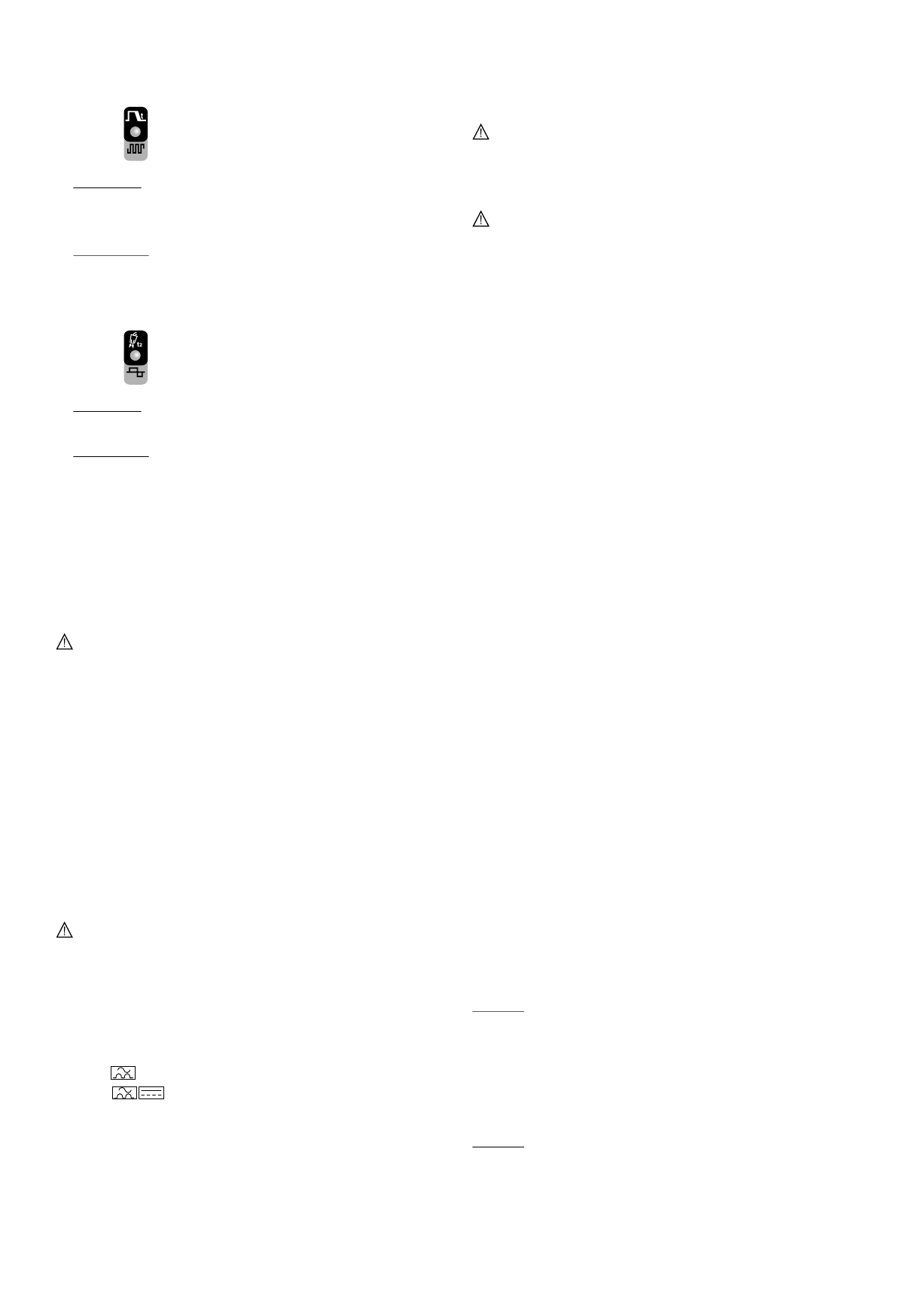
Negativna brza utičnica (-) za spajanje kabla za varenje.
elektrode.
8- Spojnik za spajanje kabla tipke plamenika.
Ovaj kabel mora biti priključen na pritezač sa simbolom
(+)
.
9-
Priključak za spajanje plinske cijevi plamenika TIG.
Priključak povratnog kabela struje za varenje
10-
Pozitivna brza utičnica
(+) za spajanje kabla za varenje.
Mora se
priključiti na dio koji se vari ili na metalni stol na kojem je naslonjen, što bliže
mjestu spajanja. Kod strojeva za varenje koji imaju pritezače, ovaj kabel mora biti
5. POSTAVLJANJE STROJA
priključen na pritezač sa simbolom
(-).
____________________________________________________________________________________________________________________
Preporuke:
- Okrenuti do kraja spojnike kablova za varenje u brzu utičnicu (ako su prisutne), kako
POZOR! IZVRŠITI POSTAVLJANJE STROJA I ELEKTRIČNE PRIKLJUČKE
bi se osigurao savršen električni kontakt; u protivnom dolazi do stvaranja
DOK JE STROJ ZA VARENJE UGAŠEN I ISKLJUČEN IZ ELEKTRIČNE MREŽE.
pregrijavanja samih spojnika sa posljedičnim brzim oštećenjem i gubitkom
ELEKTRIČNE PRIKLJUČKE MORA IZVRŠITI ISKLJUČIVO ISKUSNO ILI
efikasnosti.
KVALIFICIRANO OSOBLJE.
- Upotrebljavati što kraće kablove za varenje.
____________________________________________________________________________________________________________________
- Izbjegavati upotr
ebu metalnih struktura koje ne pripadaju dijelu koji se obrađuje, u
zamjeni za povratni kabel struje varenja; to može biti opasno za sigurnost i može dati
5.1 PRIPREMA
nezadovoljavajuće rezultate kod varenja.
Izvaditi stroj za varenje iz mbalaže, postaviti odvojene dijelove sadržane u ambalaži.
5.1.1 Sastavljanje povratnog kabla-hvataljke (FIG. E)
6. VARENJE: OPIS PROCEDURE
6.1 VARENJE TIG
5.1.2 Sastavljanje kabla za varenje-hvatajke za držanje elektrode (FIG. F) (MMA)
Varenje TIG je procedura varenja koja koristi toplinu koju proizvodi električni luk koji se
pali i održava između netaljive elektrode (volfram) i komada koji se vari. Elektrodu od
5.1.3 NAČIN PODIZANJA STROJA ZA VARENJE
volframa
pridržava
koj
i
je prikladna za isporuku struju varenja elektrodi i za
Svi strojevi za varenje opisani u ovom priručniku moraju se podizati koristeći
zaštitu elektrode i vareni taljeni dio od atmosferske oksidacije putem mlaza inertnog
dostavljenu ručku ili remen ako su predviđeni za određeni model (postavljeni kao što je
plina (obično Argon: Ar 99,5%) koji izlazi iz keramičkog mlaza
(FIG.G).
opisano u
SL.
F1
).
Neophodno je, za postizanje dobrog varenja, upotrijebiti točan promjer elektrode sa
točnom strujom, vidi tabelu
(TAB.4).
5.2 POLOŽAJ STROJA ZA VARENJE
Normalna isturenost elektrode iz keramičkog mlaznika je 2-3 mm a može postići
i 8 mm
Pronaći mjesto postavljanja stroja za varenje, pazeći da nema zapreka u visini otvora
za varenje pod kutom.
ulaza i izlaza zraka za rashlađivanje (prisilna cirkulacija putem ventilatora, ako je
Varenje se dobiva uslijed taljenja rubova zgloba. Za tanke slojeve koji su pripremljeni na
prisutan); u međuvremenu otrebno je provjeriti da se ne usiše prah koji sprovodi,
shodan način (do 1mm otprilike) nije potreban dodatni materijal
(FIG. H).
korozivne pare, vlaga, itd..
Za deblje slojeve potrebni su štašići istog sastava kao i osno
vni materijal i prikladnog
Održati barem 250 mm slobodnog prostora oko stroja za varenje.
promjera, sa prikladnom pripremom rubova
(FIG. I).
Za dobro varenje, uputno je da
____________________________________________________________________________________________________________________
komadi budu temeljito očišćeni i bez oksidacije, ulja, masti, rastopivih tvari, itd.
POZOR! Postaviti stroj za varenje na ravnu površinu prikladnu za težinu
6.1.1 Paljeje HF i LIFT
samoga stroja kako bi se izbjeglo prevrtanje ili opasna pomicanja.
Paljenje HF:
____________________________________________________________________________________________________________________
Paljenje električnog luka odvija se bez doidra elektrode od volframa i dijela koji se vari,
putem iskre koju stvara uređaj pod visokom frekvencom.
5.3
PRIKLJUČIVANJE NA STRUJNU MREŽU
Takav način paljenja ne prouzrokuje ni ulazak volframa u vareni taljeni dio ni trošenje
-
Prije vršenja bilo kakvog električnog priključka, provjeriti da se podaci na pločici stroja
elektrode i nudi lako kretanje u svim položaj
ima varenja.
za varenje podudaraju sa naponom i frekvencom mreže na raspolaganju na mjestu
Procedura:
postavljanja stroja
.
Pritisnuti tipku
plamenika
približavajući vrh elektrode komadu (2 - 3mm), pričekati
-
Stroj za varenje mora biti priključen isključivo na sistem napajanja sa neutralnim
paljenje luka impulsima HF i kada je luk upaljen formirati vareni taljeni dio na komadu i
sprovodnikom sa uzemljenjem
.
nataviti duž zgloba.
-
Za osiguravanje zaštite protiv izravnog dodira koristiti diferencijalne sklopke
U slučaju poteškoća prilikom paljenja luka, iako je provjerena prisutnost plina i iako su
slijedeće vrste:
vidljivi impulsi HF, ne smije se dugo inzistirati u podvrgavanju elektrode djelovanju HF,
već je potrebno provjeriti površinsku cjelost iste i oblik vrha, eventualno brušenjem. Na
- Vrsta A
(
)
za jednofazne strojeve;
kraju ciklusa struja se
poništava namještenom silaznom rampom.
- Vrsta B
(
)
za trofazne strojeve.
Paljenje LIFT:
- Kako bi se zadovolj
ili rekviziti Odredbe EN 61000-3-11 (Flicker) savjetuje se
Paljenje električnog luka vrši se udaljavajući elektrodu od volframa od komada koji se
priključivanje stroja za varenje na točke ploče strujne mreže koji imaju impedanciju
vari. Takav način paljenja prouzrokuje manje smetnji električnog zračenja i svodi na
minimum ulazak volframa i tr
ošenje elektrode.
manju od
Zmax = 0.227ohm (1
~
).
Procedura:
- Stroj za varenje ne zadovoljava rekvizite norme IEC/EN 61000-3-12.
Nasloniti vrh elektrode na komad, lagano pritisščući. Pritisnuti do kraja tipku
i
Ako se stroj spaja na javnu mrežu, osoba koja vrši spajanje ili operater koji
podignuti elektrodu za 2-3mm nakon nekog vremena kasnije, postizajući tako paljenje
upotrebljava stroj mora provjeriti da li se stroj za varenje može spojiti (ako je
luka. Stroj za varenje na početku isporučuje struju IBASE nakon nekoliko trenutaka se
potrebno, konzultirati tvrtku koja upravlja mrežom).
isporučuje namještena struja varenja. Na kraju ciklusa struja se poništava
namještenom silaznom rampom.
5.3.1
UTIKAČ I UTIČNICA
Priključiti na kabel za napajanje normalizirani utikač
,
(2P + T (1
~
)),
prikladnog
kapaciteta i osposobiti utičnicu sa osiguračima ili automatskim prekidačem; prikladan
plamenik
plamenika
e
Hz
BAL
- 83 -





