Сварочное оборудование Telwin TECHNOLOGY TIG 222 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





































































































Hvis IMPULS-funktionen skal deaktiveres, skal man dreje encoderen mod uret,
_____________________________________________________________________________________________________________________
indtil man ser ordlyden "OFF" på displayet.
GIV AGT! Tilsidesættelse af de ovenfor nævnte regler kan medføre, at det af
producenten planlagte sikkerhedssystem (klasse 1) ikke fungerer, som det skal,
med følgende risiko for personer (f. eks. elektrisk stød) og genstande (f. eks.
brand).
_____________________________________________________________________________________________________________________
Lysdiode 4
5.4 SVEJSEKREDSLØBETS FORBINDELSER
_____________________________________________________________________________________________________________________
Første funktion:
SLUTRAMPE
GIV AGT! FØR MAN FORETAGER DE NEDENSTÅENDE FORBINDELSER,
Ved TIG AC/DC regulerer den svejsestrømmens SLUTRAMPE, når trykknappen
SKAL MAN FORVISSE SIG OM, AT SVEJSEMASKINEN ER SLUKKET OG
på brænderen slippes; denne regulering gør det muligt at undgå kraterdannelse
FRAKOBLET NETFORSYNINGEN.
2
ved afslutningen af svejsningen samt at fylde med tilførselsesmateriale, mens
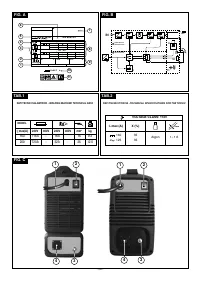
Tabel
(TAB. 1)
viser værdierne, som anbefales for svejsekablerne (i mm ) i betragtning
strømmen går ned.
af den maksimale strømstyrke, maskinen kan levere.
Anden funktion:
_____________________________________________________________________________________________________________________
FREKVENS
5.4.1 TIG-svejsning
Ved TIG AC/DC IMPULS ( I afviger fra "Off" ) er det muligt at indstille
Forbindelse af brænder
1
- Sæt det strømledende kabel ind i den dertil beregnede lynklemme (-). Forbind tre-pols
impulsfrekvensen.
konnektoren (brænderknap) til den dertil beregnede tilslutning. Forbind brænderens
Ved TIG AC med deaktiveret pulsering ( I = "OFF" ) giver den mulighed for at
1
gasrør med det dertil beregnede tilslutningsstykke.
regulere frekvensen ved AC.
Forbindelse af svejsestrømreturkablet
- Skal forbindes med arbejdsemnet eller det metalbord, det befinder sig på, så tæt som
muligt på den sammensvejsning, der er ved at blive udført.
Dette kabel skal forbindes til klemmen mærket med (+).
Forbindelse til gasbeholderen
- Skru trykformindskeren på gasbeholderens ventil, og indsæt om nødvendigt det
Lysdiode 5
særlige passtykke, der følger med som tilbehør.
- Forbind gasindstrømningsrøret med trykformindskeren, og stram med det
Første funktion:
medleverede spændbånd.
GASEFTERSTRØMNING
- Løsn trykfomindskerens reguleringsbolt, før der åbnes for beholderens ventil.
Ved TIG AC/DC regulerer den gasefterstrømningens varighed i sekunder.
- Åbn for beholderen, og regulér gasmængden (l/min) på grundlag af de vejledende
Anden funktion:
anvendelsesdata, jævnfør tabellen
(TAB. 4)
; eventuelle tilpasninger af
BALANCE
gasgennemstrømningen kan foretages under svejsningen ved hjælp af
Ved TIG AC/DC impuls regulerer den BALANCE. Denne parameter er forholdet (i
tr ykfo mindskerens reguler ingsbolt. Undersøg, om rørfo rbindelser ne og
procentsats) mellem den tid, hvor strømmen befinder sig på det højeste niveau I og
2
tilslutningsstykkerne er tætte.
den samlede pulseringstid. Ved TIG AC (med deaktiveret pulsering) udgør
GIV AGT! Husk altid at lukke for gasbeholderens ventil, når man er færdig med
parametren desuden forholdet mellem den tid, hvor strømmens polaritet er EN
arbejdet.
(minus-elektrode) og jævnstrømmens samlede tidsrum. Jo højere plusværdien er,
desto dybere udføres svejsningen.
5.4.2 MMA-Svejsning
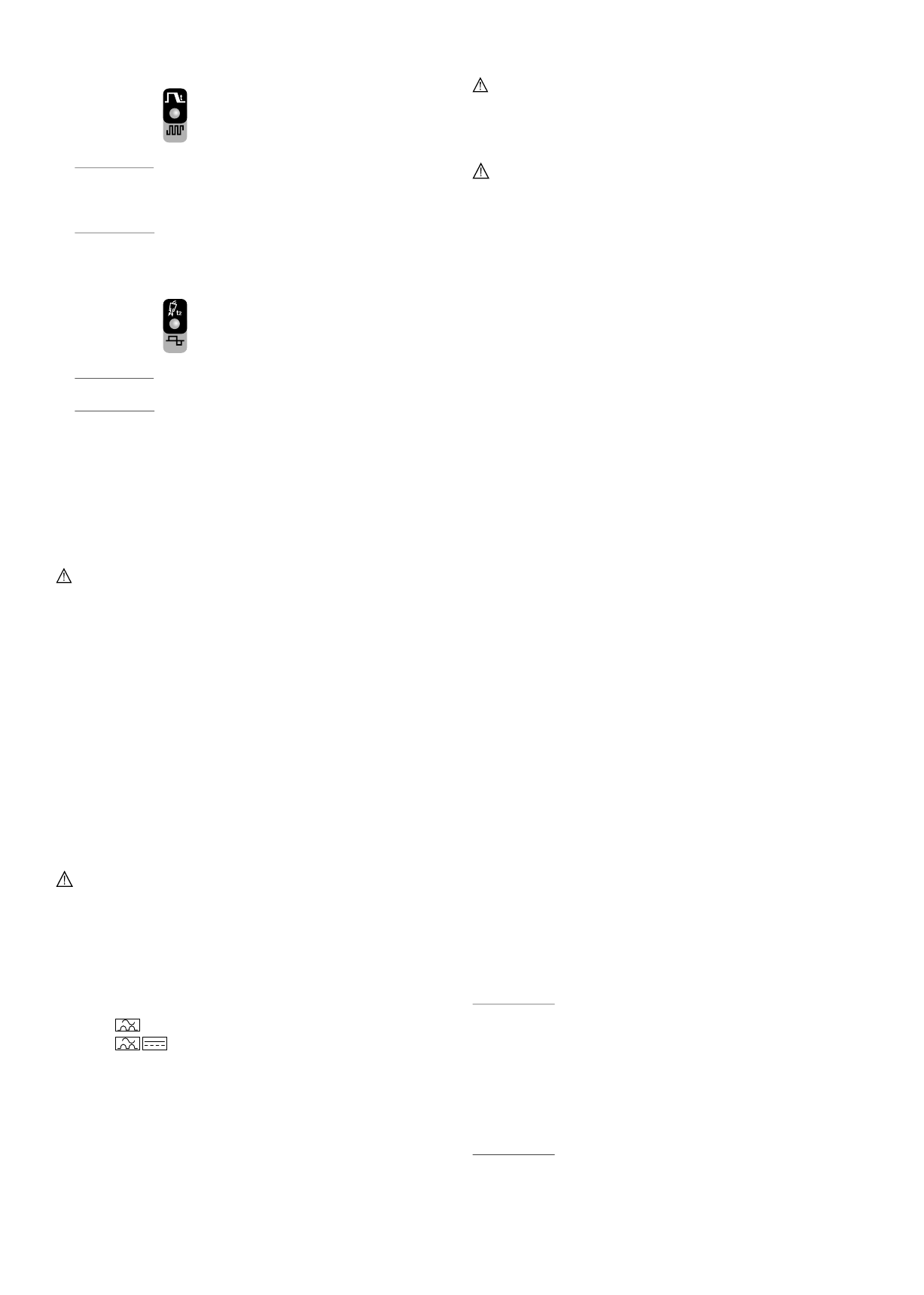
7-
Negativ lyntilslutning (-) til forbindelse af svejsekablet.
Næsten alle beklædte elektroder skal forbindes til generatorens positive pol (+);
8-
Konnektor til forbindelse af brænderknappens kabel.
undtagelsesvist til den negative pol (-), hvis elektroden har en sur beklædning.
9-
Overgangsstykke til forbindelse af TIG-brænderens gasrør.
Forbindelse af svejsekabel tang-elektrodeholder
10-
Positiv lyntilslutning (+) til forbindelse af svejsekablet.
Sæt en særlig klemme på endestykket, således at elektrodens blottede del strammes.
Denne ledning tilsluttes klemmen med symbolet (+) .
5. INSTALLATION
Forbindelse af svejsestrømreturkablet
_____________________________________________________________________________________________________________________
Det skal forbindes til arbejdsemnet eller det metalbord, dette står på, så tæt som muligt
på den søm, der er ved at blive udført.
GIV AGT! DET ER STRENGT NØDVENDIGT, AT SVEJSEMASKINEN
Denne ledning tilsluttes klemmen med symbolet (-).
SLUKKES OG FRAKOBLES NETFORSYNINGEN, FØR DER FORETAGES
Gode råd:
HVILKEN SOM HELST INSTALLATION OG ELEKTRISK TILSLUTNING.
- Drej svejsekablernes konnektorer helt fast i lynstikkontakterne (såfremt disse
DE ELEKTRISKE TILSLUTNINGER MÅ UDELUKKENDE FORETAGES AF
forefindes), således at der sikres en optimal elektrisk kontakt; i modsat fald vil
E R FA R N E M E DA R B E J D E R E , D E R R Å D E R OV E R D E F O R N Ø D N E
konnektorerne overophedes, hvorved de hurtigt ødelægges og begynder at fungere
KVALIFIKATIONER.
dårligere.
_____________________________________________________________________________________________________________________
- Anvend svejsekabler, der er så korte som muligt.
5.1 OPSTILLING
- Undlad at anvende metalstrukturer, som ikke hører med til arbejdsemnet, i stedet for
Tag svejsemaskinens emballage af og saml de løse dele, som emballagen
svejsestrømreturkablet; dette kan være farligt for sikkerheden og give
indeholder.
utilfredsstillende svejsesresultater.
5.1.1 Samling af returkabel-tang (FIG. E)
6. SVEJSNING: BESKRIVELSE AF FREMGANGSMÅDEN
6.1 TIG-SVEJSNING
5.1.2 Samling af svejsekabel-elektrodetang (FIG. F) (MMA)
TIG-svejsning er en svejseprocedure, der udnytter varmen fra den elektriske lysbue,
der udløses og opretholdes mellem en elektrode (tungsten), der ikke kan smelte, og
5.1.3 Fremgangsmåde ved løftning af svejsemaskinen
arbejdsemnet. Tungsten-elektroden støttes af en brænder, der egner sig til at overføre
Til hævning af svejsemaskinerne, der er fremstillet i denne vejledning, skal man
svejsestrømmen dertil og beskytte selve elektroden og svejsebadet mod atmosfærisk
anvende håndgrebet eller den særlige medleverede rem, såfremt modellen er forsynet
oxydering takket være gennemstrømning af en inaktiv gas (normalt Argon: Ar 99,5), der
dermed (monteret ifølge angivelserne på
FIG. F1
).
strømmer ud af keramikdysen
(FIG.G).
For at opnå tilfredsstillende svejseresultater er det yderst vigtigt, at elektrodens
5.2 PLACERING AF SVEJSEMASKINEN
diameter og strømstyrken passer sammen, jævnfør tabellen
(TAB.4)
.
Find frem til et installeringssted, hvor køleluftind- og udløbsåbningerne ikke er
Elektroden skal normalt rage 2-3 mm ud fra keramikdysen, dog helt op til 8 mm ved
spærrede på nogen måde (tvungen luftcirkulering med ventilator, såfremt denne
svejsning i hjørner.
forefindes); check endvidere, at der ikke kommer strømførende støv, korrosive dampe,
Svejsningen foregår derved, at sømmens klapper smelter. Hvis der skal arbejdes på
fugt o.l. ind i maskinen.
tynde emner, der er forberedt på passende vis (op til ca. 1 mm), er der ikke behov for
Sørg for, at der et tomrum på mindst 250mm rundt om svejsemaskinen.
tilsatsmateriale
(FIG. H)
.
_____________________________________________________________________________________________________________________
Hvis der arbejdes på tykkere emner, skal der anvendes stave med den samme
sammensætning som grundmaterialet med en passende diameter og en
GIV AGT! Svejsemaskinen skal placeres på en plan flade, som kan holde til
hensigtsmæssig klargøring af klapperne
(FIG. I)
. For at opnå tilfredsstillende
maskinens vægt, således at der ikke opstår fare for væltning eller farlige
svejseresultater, bør arbejdsemnene renses omhyggeligt for oxid, olie, fedt,
forskydninger.
opløsningsmidler osv.
_____________________________________________________________________________________________________________________
6.1.1 HF- og LIFT-udløsning
5.3 TILSLUTNING TIL NETFORSYNINGEN
HF-udløsning :
- Før man foretager hvilken som helst form for elektrisk tilslutning, skal man
Lysbuen tændes uden kontakt mellem tungstenelektroden og arbejdsemnet takket
kontrollere, om svejsemaskinens mærkeværdier svarer til den netspænding og -
være en gnist, der frembringes af en højfrekvensanordning. Denne udløsningsmåde
frekvens, der er til rådighed på installeringsstedet.
medfører ingen tungstenindeslutninger i smeltebadet, elektroden slides ikke, og starten
- Svejsemaskinen må udelukkende forbindes med et forsyningssystem med en
er nem i samtlige svejsestillinger.
jordforbundet, neutral ledning.
Fremgangsmåde:
-
Der skal for at garantere beskyttelse mod indirekte kontakt anvendes
Tryk på brænderknappen og placér elektrodens spids i nærheden af arbejdsemnet (2-3
differentialeafbrydere af typen:
mm), vent på udløsningen af lysbuen, der er overført af HF-impulserne; når lysbuen er
- Type A (
) til enfasede maskiner;
tændt, skal man skabe smeltebadet på emnet og arbejde langs med svejsesømmen.
Hvis der opstår problemer med udløsningen af buen, selvom der er gas, og man ser HF-
- Type B (
) til trefasede maskiner.
udladningerne, skal man ikke prøve at udsætte elektroden for HF i for lang tid ad
-
For at opfylde kravene i EN Standard EN 61000-3-11 (Flicker) anbefales det at
gangen; man skal derimod undersøge, om dens overflade er intakt og spidsens form, og
forbinde svejsemaskinen til elforsyningens interface-steder med en impedans på
om nødvendigt slibe den. Når cyklussen er ovre, annulleres strømmen med den
under Zmax = 0.227ohm (1
~
).
indstillede nedgangsrampe.
-
Svejsemaskinen overholder ikke kravene i standarden IEC/EN 61000-3-12.
LIFT-udløsning:
Hvis svejsemaskinen forbindes til et offentligt forsyningsnet, påhviler det
Den elektriske lysbue tændes ved at fjerne tungstenelektroden fra det emne,
installatøren eller brugeren at kontrollere, om den kan forbindes dertil (ret om
s ve j s n i n g e n s k a l fo r e t a g e s p å . D e n n e u d l øs n i n g s m å d e s k a b e r f æ r r e
nødvendigt henvendelse til energiselskabet).
elektroforstyrrelser og formindsker tungstenindeslutningerne og elektrodens slitage så
meget som muligt.
Fremgangsmåde:
5.3.1 Stik og stikkontakt
Anbring elektrodens spids på arbejdsemnet og pres let. Tryk brænderknappen helt i
Forbind fødekablet med et passende standardstik (2F + J (1
~
)), og installér en
bund og hæv elektroden 2-3 mm efter et par sekunder, hvorved lysbuen udløses.
stikkontakt forsynet med sikringer eller en automatisk afbryder. Den dertil beregnede
Til at begynde med udsender svejsemaskinen en I
, efter et par sekunder udsendes
BASE
jordklemme skal forbindes med forsyningsliniens jordforbindelse (den gul-grønne
den indstillede svejsestrøm.
ledning). Tabel
(TAB.1)
viser værdierne, udtrykt i ampere, der anbefales for forsinkede
liniesikringer, som vælges med henblik på den maksimale nominalstrøm,
6.1.2 TIG-jævnstrømsvejsning
svejsemaskinen kan levere, samt den anvendte nominalspænding.
TIG-jævnstrømsvejsning egner sig til alle slags ulegeret, lavtlegeret og højtlegeret stål
e
Hz
BAL
- 35 -





