Сварочное оборудование Telwin TECHNOLOGY TIG 222 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





































































































_____________________________________________________________________________________________________________________
TÄHELEPANU! Ülaltoodud reeglite eiramine muudab tootja poolt ettenähtud
kaitsesüsteemi (klass I) võimetuks, põhjustades tõsise ohu isikutele (nt.
elektrišokk) ja asjadele (nt. tulekahju).
_____________________________________________________________________________________________________________________
LED 4
5.4 KEEVITUSSFÄÄRI ÜHENDUSED
Primaarfunktsioon:
_____________________________________________________________________________________________________________________
VOOLU LANGUSAEG
TIG AC/DC režiimil võimaldab reguleerida keevitusvoolu LANGUSAEGA pärast
TÄHELEPANU!
ENNE
JÄRGNEVATE
ÜHENDUSTE
TEOSTAMIST,
keevituskäpa nupu lahtilaskmist; selle seadistuse abil saab vältida kraatri tekkimist
KONTROLLIGE, ET KEEVITUSAPARAAT ON VÄLJA LÜLITATUD.
2
keevitamise lõpetamisel ning tagab selle täitmise keevitusmaterjaliga voolu
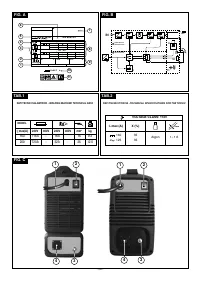
Tabelis
(TAB. 1)
on näidatud soovitatavad keevituskaablite väärtused (mm -tes)
langusaja jooksul.
keevitusaparaadi poolt jaotatud maksimaalse voolu alusel.
_____________________________________________________________________________________________________________________
Sekundaarfunktsioon:
SAGEDUS
5.4.1 TIG keevitus
TIG AC/DC - IMPULSSREŽIIMIL ( I ei ole "Off" ) muudab impulsside sagedust.
1
Põleti ühendamine
TIG AC režiimil pulsatsiooni kasutamata ( I = "OFF" ) võimaldab reguleerida AC
1
- Pange voolukaabel vastava kiirühendusklemmi (-) külge. Pange kolme jalaga liitmik
sagedust.
(keevituskäpa nupp) selleks ettenähtud pesasse. Ühendage põleti gaasivoolik
selleks ettenähtud pesasse.
Keevitusvoolu tagasisidekaabli ühendamine
- Ühendage kaabel keevitatava detaili või töö aluseks oleva metallist tööpingi külge,
võimalikult lähedale teostavale keevisõmblusele.
See kaabel tuleb ühendada (+) märgiga klemmi külge.
LED 5
Gaasiballooni ühendamine
- Kruvige rõhuvähendaja gaasiballooni ventiili külge, kasutades spetsiaalset
Primaarfunktsioon:
argoongaasi jaoks ettenähtud ja komplekti kuuluvat vahetükki.
GAASI JÄRELVOOG
- Ühendage gaasi sisselaskevoolik ahetükiga ning pingutage kaasasoleva sidemega
TIG AC/DC-režiimil reguleerib gaasi järelvoo kestust sekundites.
kinni.
Sekundaarfunktsioon:
- Enne gaasiballooni ventiili avamist keerake rõhuvähendaja reguleerimismutter
BALANCE
poollahti.
TIG TIG AC/DC impulssrežiimil reguleerib BALANCE väärtust. See parameeter
- Avage ballooni ventiil ja reguleerige gaasi kogus (l/min) vastavalt orienteeruvatele
näitab suhet suuremal voolutugevusel I oldud aja ja impulsi kogukestuse vahel
andmetele, mis on ära toodud tabelis
(TAB. 4);
gaasivoogu saab seadistada ka
2
( p r o t s e n t i d e s ) . L i s a k s s e l l e l e n ä i t a b p a r a m e e t e r T I G A C - r e ž i i m i l
keevitamise jooksul; selleks tuleb kasutada rõhuvähendaja reguleerimismutrit.
(impulssfunktsioon väljas) suhet aja vahel, mil voolu polaarsus on EN (negatiivne
Kontrollige, et lõdvikute ja ühenduste juures poleks lekkeid.
elektrood), ning vahelduvvoolu kogukestuse vahel. Mida suurem on positiivne
TÄHELEPANU! Töö lõpetamisel tuleb gaasiballooni ventiil alati sulgeda.
väärtus, seda parem on liite läbikeevitus.
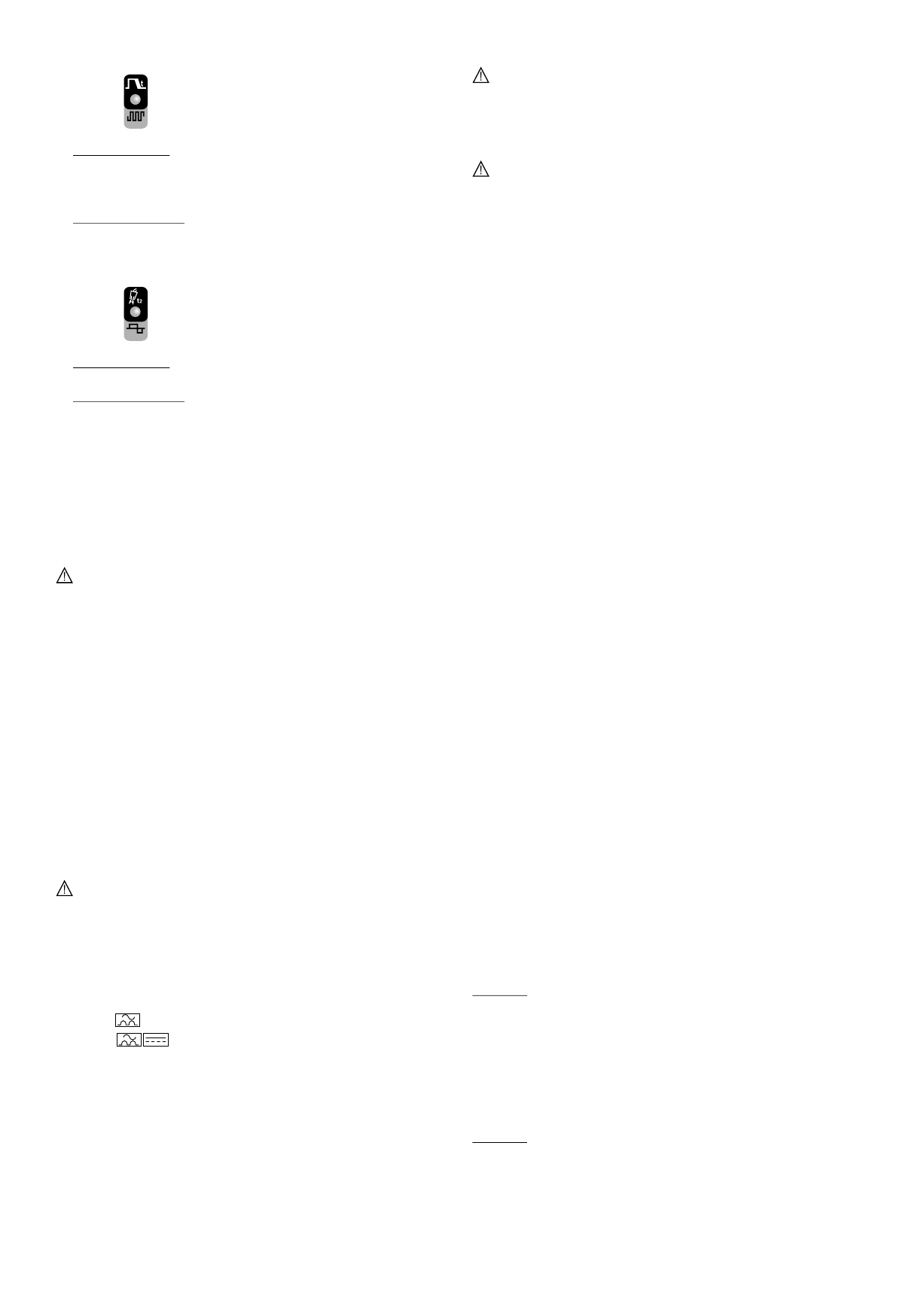
7-
Negatiivne (-) kiirpistikupesa keevituskaablile.
5.4.2 MMA-keevitus
8-
Liitmik keevituskäpa nupu kaablile.
Peaaegu kõik kattega elektroodid ühendatakse generaatori positiivse poolusega (+);
9-
Ühendus TIG-põleti gaasivooliku ühendamiseks.
väljaarvatud happega kaetud elektroodid ühendatakse negatiivse poolusega (-).
10-
Positiivne (+) kiirpistikupesa keevituskaablile.
Keevituskaabli elektroodihoidjaklemmi ühendus
Keevituskaabliots on varustatud spetsiaalse klambriga, mis võimaldab haarata kinni
elektroodi katteta olevast osast.
5. PAIGALDAMINE
Ühendage see kaabel klambriga, mis kannab sümbolit (+)
_____________________________________________________________________________________________________________________
Keevitusvoolu tagasisidekaabli ühendus
Ühendage otse keevitatava detaili või metalltöölauaga, kuhu on asetatud detail ning
TÄHELEPANU! TEOSTAGE KÕIK PAIGALDUSTÖÖD JA ELEKTRILISED
võimalikult ühenduskoha lähedale.
ÜHENDUSOPERATSIOONID, KUI KEEVITUSAPARAAT ON KINDLALT VÄLJA
Ühendage see kaabel klambriga, mis kannab sümbolit (-).
LÜLITATUD.
Soovitused:
ELEKTRIÜHENDUSED PEAVAD OLEMA TEHTUD AINULT ERIALA EKSPERDI
- Keerake keevituskaablite ühendused kiirpistikutega (kui olemas) lõpuni kinni, et
VÕI KVALIFITSEERITUD TEHNIKU POOLT.
garanteerida perfektne elektrikontakt; vastupidisel juhul riskite ühendite
_____________________________________________________________________________________________________________________
ülekuumenemist ja nende kiiret kahjustumist ning efektiivsuse kaotamist.
- Kasutage võimalikult lühikesi keevituskaableid.
5.1 MONTAAŽ
- Vältige kasutamast metallstruktuure, mis ei kuulu keevitatava detaili juurde, kui
Pakkige keevitusaparaat lahti ja monteerige pakendiga kaasas olevad lahtised osad
keevitusvoolu tagasisidekaabli asendaja; see võib olla ohtlik ja anda rahuldamatu
aparaadile.
tulemuse.
5.1.1 Tagasisidekaabli/klemmi montaaž (PILT E)
6. KEEVITUS: PROTSEDUURI KIRJELDUS
5.1.2 Keevituskaabli-elektroodihoidjaklemmi montaaž (PILT F) (MMA)
6.1 TIG-KEEVITUS
TIG keevitus on keevitusmeetod, mis kasutab elektrilise kaare süütega soojust ja hoiab
5.1.3
KEEVITUSAPARAADI TÕSTMINE
selle mittesulava elektroodi (Tungsteno) ja keevitatava detaili vahel. Tungsteno-
Kõikide käesolevas juhendis kirjeldatud keevitusseadmete tõstmiseks tuleb kasutada
elektroodi hoiab põleti, mis edastab keevitusvoolu ning kaitseb elektroodi ja
käepidet või komplekti kuuluvat rihma neil mudelitel, mille juurde see ette on nähtud
keevitusvanni atmosfäärse oksüdatsiooni eest keraamilisest otsikust
(PILT G)
väljuva
(kinnitatakse nagu näidatud
JOON.
F1
).
inertse gaasivooluga (tavaliselt Argoon-gaas: Ar 99,5%).
Hea keevituse tagamiseks on hädavajalik kasutada õige läbimõõduga elektroodi
5.2 KEEVITUSAPARAADI ASUKOHT
sellele vastava vooluga, vaata tabelit (
TAB. 4
).
Valige keevitusaparaadi paigalduskohaks selline koht, kus jahutusõhu sisenemise- ja
Elektrood ulatub tavaliselt keeraamilisest otsmikust välja 2-3mm, nurgakeevituse puhul
väljumisava (ventilaatoriga juhitav õhuringlus, kui olemas) ees ei oleks takistusi;
võib saavutada 8mm pikkuse.
samaaegselt kontrollige, et elektrit juhtivad tolmud, söövitatavaid aurud, niiskus, jne. ei
Keevitus teostub keevitatavate servade ühtesulamisega. Õieti ettevalmistatud
sisene masinasse.
õhukeste materjalide puhul (kuni 1 mm umbes) ei ole vajalik abimaterjal
(PILT H).
Hoidke vähemalt 250mm vaba keevituspiirkond keevitusaparaadi ümber.
Paksemate materjalide puhul on vajalikud samast baasmaterjali koostisest ja sobiva
_____________________________________________________________________________________________________________________
läbimõõduga, vastavalt ettevalmistatud servadega pulgad
(PILT I).
Hea keevitustulemuse saavutamiseks on tähtis, et osad on korralikult puhastatud ja
TÄHELEPANU! Et vältida keevitusaparaadi maha kukkumist või ohtlikku
vabad oksüdist, õlist, rasvast, lahustitest, jne.
ümberpaigutumist, asetage see tasasele, seadme kaalu kannatavale pinnale.
_____________________________________________________________________________________________________________________
6.1.1 HF ja LIFT süütelaeng
HF süütelaeng:
5.3 ÜHENDUS VOOLUVÕRKU
Elektrikaar süttib ilma tungsteno-elektroodi ja keevitatava detaili vahelise kontaktita,
- Enne mistahes elektriühenduse teostamist kontrollige, et andmeplaadil olevad
kõrgsagedusega seadeldise poolt tekitatud sädeme kaudu.
andmed vastavad töökohal kasutatavale pingele ja voolusagedusele.
See süütamismeetod ei vaja tungsteno-elektroodi kasutamist keevitusvannis, ega
- Keevitusaparaat peab olema ühendatud ainult toitesüsteemiga, mis omab maaga
põhjusta elektroodi kulumist ja võimaldab kerge stardi kõikide keevituspositsioonidega.
ühendatud neutraaljuhet.
Protseduur:
- Et tagada kaitse võimaliku rikkevoolu tekkimise korral, tuleb kasutada
Vajutage põleti lülitit lähendades samas elektroodiotsik detailile (2-3 mm) ja oodake HF
diferentsiaalseid lüliteid, mille tüüp on järgmine:
impulssidega teostuva kaare süttimist. Kui kaar on süttinud, moodustage keevitusvann
- Tüüp A
(
)
ühefaasilistele aparaatidele;
detailile ja keevitage pikki õmblust.
Juhul kui olete kontrollinud gaasi olemasolu ja kui HF laengud on nähtavad, esineb
- Tüüp B
(
)
kolmefaasilistele aparaatidele.
siiski raskusi kaare süütamisel, ärge jätke elektroodi kauaks HF režiimi alla, vaid
- Normatiivi EN 61000-3-11 (Flicker) nõuete rahuldamiseks soovitame ühendada
kontrollige selle pealispinna terviklikkust ja otsa vormi. Vajaduse korral teritage see
keevitusaparaat toiteliini pistikupesaga, mille takistusjõud on madalam kui
Zmax =
käiakivil. Tsükli lõppedes teostub voolu annulleerimine ette antud langemisrambiga.
0.227ohm (1
~
).
- Keevitusseade ei vasta standardi IEC/EN 61000-3-12 nõuetele.
LIFT süütelaeng:
Juhul kui seade ühendatakse üldisesse elektrivõrku, lasub paigaldajal või kasutajal
Elektrikaare süttimine teostub eemaldades tungsteno-elektrood keevitatavalt detaililt.
kohustus kontrollida, kas keevitusseadme tohib antud võrguga ühendada (vajadusel
See süütamisviis põhjustab vähem elektrokiirguse häiringuid ja viib minimaalseni
võtke ühendust elektriettevõtte esindusega).
tungsteno kasutamise ning elektroodi kulumise.
Protseduur:
5.3.1 Pistik ja pistikupesa
Toetage kerge survega elektroodiotsik detailile. Vajutage põleti lüliti lõpuni ja tõstke
mõne hetkelise hilinemisega elektrood 2-3mm, saavutades nii kaare süttimise.
Ühendage voolujuhtmele piisava võimega standardpistik,
(2P + T (1
~
)),
ja kasutage
Keevituse alguses jaotab keevitusaparaat voolu I
BASE
ja peale mõne hetkelist
pistikupesa, mis omab kaitsekorki või automaatset voolukatkestajat; ettenähtud
keevitust, hakkab jaotama ette antud keevitusvoolu. Tsükli lõppedes teostub voolu
maandusterminal peab olema ühendatud toiteliini maandusjuhtmega (kollane-
annulleerimine ette antud langemisrambiga.
roheline). Tabelis
(TAB.1)
on näidatud hilinenud kaitsekorkide soovitatavad väärtused
amprites, mis on valitud keevitusaparaadi poolt toodetud maksimaalse nimivoolu ja
6.1.2 TIG DC-keevitus
vooluvõrgu nimipinge alusel.
TIG DC-keevituseks sobivad kõikide nõrgalt ja tugevalt seotud söeteraste ning raskete
e
Hz
BAL
- 91 -





