Сварочное оборудование Telwin TECHNOLOGY TIG 222 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





































































































ОГЛАВЛЕНИЕ
стр.
РУССКИЙ
стр.
ΣΥΓΚΟΛΛΗΤΕΣ ΜΕ ΙΝΒΕΡΤΕΡ ΓΙΑ ΣΥΓΚΟΛΛΗΣΗ TIG
ΚΑΙ
MMA
ΠΟΥ
Этот сварочный аппарат удовлетворяет техническим стандартам изделия
ΠΡΟΒΛΕΠΟΝΤΑΙ ΓΙΑ ΒΙΟΜΗΧΑΝΙΚΗ ΚΑΙ ΕΠΑΓΓΕΛΜΑΤΙΚΗ ΧΡΗΣΗ
.
д л я и с п ол ь зо в а н и я и с к л юч и т е л ь н о в п р о м ы ш л е н н о й с р е д е в
Примечание: В приведенном далее тексте используется термин
профессиональных целях. Не гарантируется соответствие основным
“сварочный аппарат”.
пределам, касающимся воздействия на человека электромагнитных полей
в бытовых условиях.
1.ОБЩАЯ ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ДУГОВОЙ
Оператор должен использовать следующие процедуры так, чтобы
СВАРКЕ
сократить воздействие электромагнитных полей:
Рабочий должен быть хорошо знаком с безопасным использованием
-
Прикрепить вместе как можно ближе два кабеля сварки.
сварочного аппарата и ознакомлен с рисками, связанными с процессом
-
Держать голову и туловище как можно дальше от сварочного контура.
дуговой сварки, с соответствующими нормами защиты и аварийными
-
Никогда не наматывать сварочные кабели вокруг тела.
ситуациями.
-
Не вести сварку, если ваше тело находится внутри сварочного контура.
(Смотри также ТЕХНИЧЕСКУЮ СПЕЦИФИКАЦИЮ IEC или CLC/TS 62081”:
Держать оба кабеля с одной и той же стороны тела.
УСТАНОВКА И РАБОТА С ОБОРУДОВАНИЕМ ДЛЯ ДУГОВОЙ СВАРКИ).
-
Соединить обратный кабель сварочного тока со свариваемой деталью
как можно ближе к выполняемому соединению.
-
Не вести сварку рядом со сварочным аппаратом, сидя на нем или
опираясь на сварочный аппарат (минимальное расстояние: 50 см).
-
Не оставлять ферримагнитные предметы рядом со сварочным
контуром.
- Избегать непосредственного контакта с электрическим контуром сварки,
-
Минимальное расстояние d=20см (Рис. O).
так как в отсутствии нагрузки напряжение, подаваемое генератором,
возрастает и может быть опасно.
- Отсоединять вилку машины от электрической сети перед проведением
любых работ по соединению кабелей сварки, мероприятий по проверке и
ремонту.
- Выключать сварочный аппарат и отсоединять питание перед тем, как
-
Оборудование класса А:
заменить изношенные детали сварочной горелки.
Этот сварочный аппарат удовлетворяет техническому стандарту изделия
- Выполнить электрическую установку в соответствие с действующим
д л я и с п ол ь зо в а н и я и с к л юч и т е л ь н о в п р о м ы ш л е н н о й с р е д е в
законодательством и правилами техники безопасности.
профессиональных целях. Не гарантируется соответствие требованиям
- Соединять сварочную машину только с сетью питания с нейтральным
электромагнитной совместимости в бытовых помещениях и в помещениях,
проводником, соединенным с заземлением.
прямо соединенных с электросетью низкого напряжения, подающей
- Убедиться, что розетка сети правильно соединена с заземлением
питание в бытовые помещения.
защиты.
- Не пользоваться аппаратом в сырых и мокрых помещениях, и не
производите сварку под дождем.
ДОПОЛНИТЕЛЬНЫЕ ПРЕДОСТОРОЖНОСТИ
- Не пользоваться кабелем с поврежденной изоляцией или с плохим
контактом в соединениях.
ОПЕРАЦИИ СВАРКИ:
- в помещении с высоким риском электрического разряда.
- в пограничных зонах.
- при наличии возгораемых и взрывчатых материалов.
НЕОБХОДИМО, чтобы “ответственный эксперт” предварительно оценил
-
Не проводить сварочных работ на контейнерах, емкостях или трубах,
риск и работы должны проводиться в присутствии других лиц, умеющих
которые содержали жидкие или газообразные горючие вещества.
действовать в ситуации тревоги.
- Не проводить сварочных работ на материалах, чистка которых
НЕОБХОДИМО применять технические средства защиты, описанные в
проводилась хлоросодержащими растворителями или поблизости от
5.10; A.7; A.9. "ТЕХНИЧЕСКОЙ СПЕЦИФИКАЦИИ IEC или CLC/TS 62081”.
указанных веществ.
- НЕОБХОДИМО запретить сварку, когда рабочий приподнят над полом, за
- Не проводить сварку на резервуарах под давлением.
исключением случаев, когда используются платформы безопасности.
- Убирать с рабочего места все горючие материалы (например, дерево,
- НАПРЯЖЕНИЕ МЕЖДУ ДЕРЖАТЕЛЯМИ ЭЛЕКТРОДОВ ИЛИ ГОРЕЛКАМИ:
бумагу, тряпки и т.д.).
работая с несколькими сварочными аппаратами на одной детали или на
- Обеспечить достаточную вентиляцию рабочего места или пользоваться
соединенных электрически деталях возможна генерация опасной суммы
специальными вытяжками для удаления дыма, образующегося в
“холостого” напряжения между двумя различными держателями
процессе сварки
рядом с дугой. Необходимо систематически проверять
электродов или горелками, до значения, могущего в два раза превысить
воздействие дымов
сварки, в зависимости от их состава, концентрации и
допустимый предел.
продолжительности воздействия.
Необходимо, чтобы опытный координатор при помощи приборов провел
- Избегайте нагревания баллона различными источниками тепла, в том
измерение для определения риска и принял подходящие защитные
числе и прямыми солнечными лучами (если используется).
меры, как указано в 5.9 “ТЕХНИЧЕСКОЙ СПЕЦИФИКАЦИИ IEC или
CLC/TS 62081”.
Î
СТАТОЧНЫЙ РИСК
- Применять соответсвующую электроизоляцию электрода, свариваемой
-
ПРИМЕНЕНИЕ НЕ ПО НАЗНАЧЕНИЮ: опасно применять сварочный
детали и металлических частей с заземлением, расположенных
аппарат для любых работ, отличающихся от предусмотренных (напр.
поблизости (доступных) .
Размораживание труб водопроводной сети).
Этого можно достичь, надев перчатки, обувь, каску и спецодежду,
предусмотренные для таких целей, и посредством использования
изолирующих платформ или ковров.
2.ВВЕДЕНИЕ И ОБЩЕЕ ОПИСАНИЕ
- Всегда защищать глаза специальными неактиничными стеклами,
2.1
ВВЕДЕНИЕ
монтированными на маски и на каски.
Этот сварочный аппарат является источником тока для дуговой сварки,
П ол ь зо ва т ь с я за щ и т н о й н е воз го р а емо й с п е ц од еж д о й , и зб е г а я
специально изготовленный для выполнения сварки
TIG (AC/DC)
с возбуждением
подвергать кожу воздействию ультрафиолетовых и инфракрасных
HF
или
LIFT
для сварки
MMA
электродами с покрытием
(
рутиловые
,
кислотные,
лучей, производимых дугой ; защита должна относиться также к прочим
щелочные
).
лицам, находящимся поблизости от дуги, при помощи экранов или не
Особыми
характеристиками
данного
сварочного аппарата
(
ИНВЕРТЕР
),
отражающих штор.
являются высокая
скорость
и
точность
регулирования
,
которые обеспечивают
прекрасное качество сварки
.
Регулирование системой "инвертер" на входе в линию питания (первичную)
приводит к резкому сокращению объема, как трансформатора, так и
выпрямляющего сопротивления, позволяя создать сварочный аппарат очень
небольшого веса и объема, подчеркивая качества подвижности и легкости в
работе.
-
П р о х о ж д е н и е с в а р о ч н о г о т о к а п р и в о д и т к в о з н и к н о в е н и ю
2.2 ПРИНАДЛЕЖНОСТИ, ПОСТАВЛЯЕМЫЕ ПО ЗАКАЗУ
электромагнитных полей (EMF), находящихся рядом с контуром сварки.
-
Адаптер баллона с аргоном
.
Электромагнитные поля могут отрицательно влиять на некоторые
-
Обратный кабель
тока
сварки, укомплектованный зажимом заземления
.
м е д и ц и н с к и е а п п а р а т ы ( н а п р и м е р , вод и т е л ь с е рд еч н о го р и т ма ,
-
Ручное дистанционное управление при помощи
1
потенциометра
.
респираторы, металлические протезы и т. д.).
-
Ручное дистанционное управление
2
потенциометрами
.
Необходимо принять соответствующие защитные меры в отношении
-
Дистанционное управление при помощи педали
.
людей, имеющих указанные аппараты. Например, следует запретить
-
Набор
для сварки
MMA.
доступ в зону работы сварочного аппарата.
1. ОБЩАЯ ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ДУГОВОЙ СВАРКЕ ...............
5
3
5.3 ПОДСОЕДИНЕНИЕ К ЭЛЕКТРИЧЕСКОЙ СЕТИ ПИТАНИЯ.................
5
5
2. ВВЕДЕНИЕ И ОБЩЕЕ ОПИСАНИЕ .............................................................
5
3
5.3.1 ВИЛКА И РОЗЕТКА ........................................................................
5
5
2.1
ВВЕДЕНИЕ ...............................................................................................
5
3
5.4 СОЕДИНЕНИЕ КОНТУРА СВАРКИ ........................................................
5
5
2.2 ПРИНАДЛЕЖНОСТИ, ПОСТАВЛЯЕМЫЕ ПО ЗАКАЗУ .........................
5
3
5.4.1
Сварка
TIG .....................................................................................
55
3. ТЕХНИЧЕСКИЕ ДАННЫЕ .............................................................................
5
4
5.4.2 ОПЕРАЦИИ СВАРКИ ПРИ ПОСТОЯННОМ ТОКЕ ......................
5
5
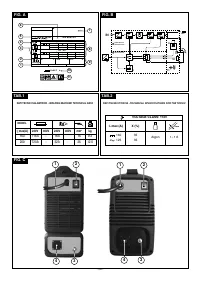
3.1 ТАБЛИЧКА ДАННЫХ ...............................................................................
5
4
6. СВАРКА: ОПИСАНИЕ ПРОЦЕДУРЫ ...........................................................
5
5
3.2 ДРУГИЕ ТЕХНИЧЕСКИЕ ДАННЫЕ ........................................................
5
4
6.1
СВАРКА
TIG .............................................................................................
55
4.
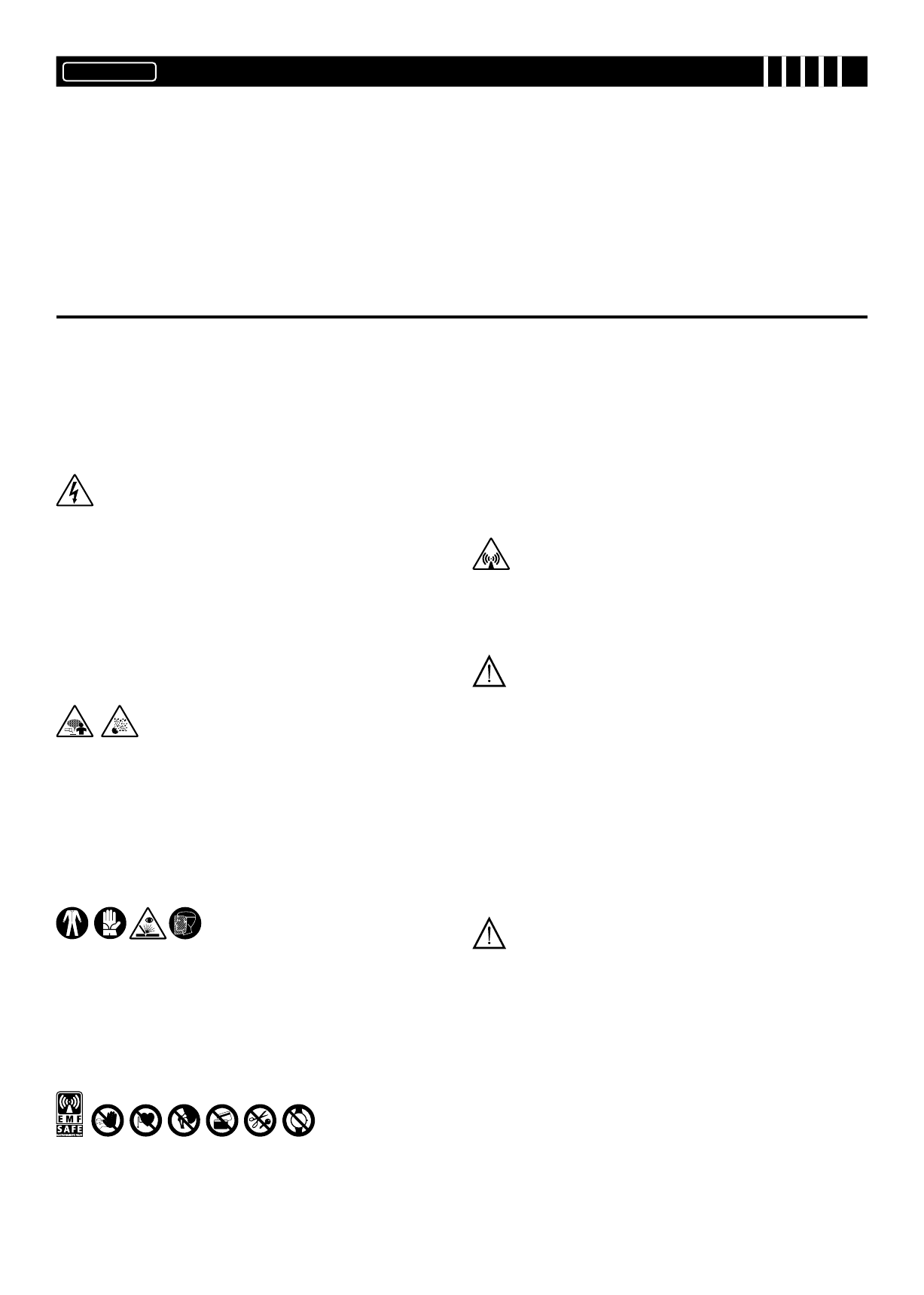
ОПИСАНИЕ
СВАРОЧНОГО АППАРАТА .....................................................
5
4
6.1.1
Возбуждение
HF
и
LIFT .................................................................
55
4.1
БЛОК
-
СХЕМА ...........................................................................................
5
4
6.1.2
Сварки
TIG DC ................................................................................
56
4.2
УСТРОЙСТВА
УПРАВЛЕНИЯ
,
РЕГУЛИРОВАНИЯ
И
СОЕДИНЕНИЯ .
5
4
6.1.3
Сварка
TIG AC ................................................................................
56
4.2.1
ЗАДНЯЯ
ПАНЕЛЬ ..........................................................................
5
4
6.1.4
Процедура ......................................................................................
5
6
4.2.2
Передняя панель............................................................................
5
4
6.2 ОПЕРАЦИИ СВАРКИ ПРИ ПОСТОЯННОМ ТОКЕ ................................
5
6
5. УСТАНОВКА ...................................................................................................
5
5
6.2.1 Выполнение ....................................................................................
5
6
5.1 СБОРКА ....................................................................................................
5
5
7.
ТЕХ ОБСЛУЖИВАНИЕ ..................................................................................
5
6
5.1.1 Сборка кабеля возврата - зажима ................................................
5
5
7
.
1 ПЛАНОВОЕ ТЕХОБСЛУЖИВАНИЕ ........................................................
5
6
5.1.2 Сборка кабеля/сварки - зажима держателя электрода
(MMA)
...
5
5
7
.
1
.
1 Горелка............................................................................................
5
6
5.1.3 СПОСОБ ПОДЪЕМА СВАРОЧНОГО АППАРАТА .........................
5
5
7
.2
ВНЕПЛАНОВОЕ ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ...........................
5
6
5.2 Расположение аппарата..........................................................................
5
5
8. ПОИСК НЕИСПРАВНОСТЕЙ .......................................................................
5
6
- 53 -





