Сварочное оборудование Telwin TELMIG 161 1 TURBO - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.


































































- 9 -
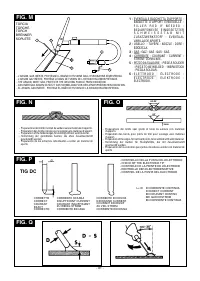
preparing the edges correctly
(FIG.O)
. To achieve a good weld the
EXTRAORDINARY MAINTENANCE:
pieces should be carefully cleaned and free of oxidation, oil, grease,
EXTRAORDINARY MAINTENANCE OPERATIONS SHOULD BE
solvents etc.
CARRIED OUT ONLY AND EXCLUSIVELY BY SKILLED OR
AUTHORISED ELECTRICAL-MECHANICAL TECHNICIANS.
LIFT strike:
______________________________________________________
The electric arc is struck by moving the tungsten electrode away from
the piece to be welded. This strike mode causes less electrical-
WARNING! BEFORE REMOVING THE WELDING MACHINE
radiation disturbance and reduces tungsten inclusions and electrode
PANELS AND WORKING INSIDE THE MACHINE MAKE SURE THE
wear to a minimum.
WELDING MACHINE IS SWITCHED OFF AND DISCONNECTED
Procedure:
FROM THE MAIN POWER SUPPLY OUTLET.
Place the tip of the electrode on the piece, using gentle pressure. Lift
If checks are made inside the welding machine while it is live, this
the electrode 2-3mm with a few moments' delay, thus striking the arc.
may cause serious electric shock due to direct contact with live
Initially the welding machine supplies a current I
, after a few
BASE
parts and/or injury due to direct contact with moving parts.
moments the welding current setting will be supplied.
______________________________________________________
TIG DC welding
- Inspect the welding machine regularly, with a frequency depending
TIG DC welding is suitable for all low- and high-carbon steels and the
on use and the dustiness of the environment, and remove the dust
heavy metals, copper, nickel, titanium and their alloys.
deposited on the transformer, reactance and rectifier using a jet of
For TIG DC welding with the electrode to the (-) terminal the electrode
dry compressed air (max. 10 bar).
with 2% cerium (grey band).
- Do not direct the jet of compressed air on the electronic boards;
It is necessary to sharpen the tungsten electrode axially on the
these can be cleaned with a very soft brush or suitable solvents.
grinding wheel, as shown in
FIG. P
,
making sure that the tip is perfectly
- At the same time make sure the electrical connections are tight and
concentric to prevent arc deviation. It is important to carry out the
check the wiring for damage to the insulation.
grinding along the length of the electrode. This operation should be
- At the end of these operations re-assemble the panels of the
repeated periodically, depending on the amount of use and wear of the
welding machine and screw the fastening screws right down.
electrode, or when the electrode has been accidentally contaminated,
- Never, ever carry out welding operations while the welding machine
oxidised or used incorrectly.
is open.
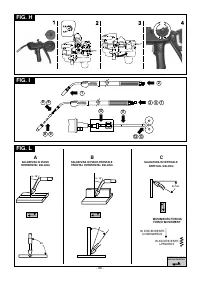
MMA WELDING WITH COATED ELECTRODES
8. TROUBLESHOOTING
-
It is most important that the user refers to the maker's instructions
IN CASE OF UNSATISFACTORY FUNCTIONING, BEFORE
indicated on the stick electrode packaging. This will indicate the
SERVICING MACHINE OR REQUESTING ASSISTANCE, CARRY
correct polarity of the stick electrode and the most suitable current.
OUT THE FOLLOWING CHECK:
-
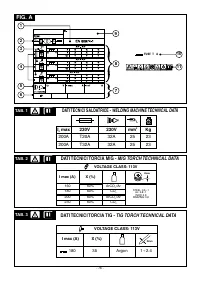
The welding current must be regulated according to the diameter of
-
Check that the welding current, which is regulated by the
the electrode in use and the type of the joint to be carried out
potentiometer with a graduated amp scale, is correct for the diamter
(TAB.7)
.
and electrode type in use.
-
The user must consider that, according to the electrode diameter,
-
Check that when general switch is ON the relative lamp is ON. If this
higher current values must be used for flat welding, whereas for
is not the case then the problem is located on the mains (cables,
vertical or overhead welds lower current values are necessary.
plugs, outlets, fuses, etc.)
-
In addition to being determined by the selected current intensity, the
-
Check that the yellow led (ie. thermal protection interruption- either
mechanical characteristics of the welded join are determined by the
over or undervoltage or short circuit) is not lit.
other welding parameters i.e. arc length, working rate and position,
- Check that the nominal intermittance ratio is correct. In case there is
electrode diameter and quality (to store the electrodes correctly
a thermal protection interruption, wait for the machine to cool down,
keep them dry and protected by suitable packaging or containers).
check that the fan is working properly.
- The properties of the weld also depend on the ARC-FORCE value
-
Check the mains voltage: if the value is too high or too low the
(dynamic behaviour) of the machine.
welding machine will be stopped.
-
It should be noted that high ARC-FORCE values achieve better
- Check that there is no short-circuit at the output of the machine: if
penetration and allow welding in any position typically with basic
this is the case eliminate the incovenience.
and cellulose electrodes, low ARC-FORCE values give a softer,
-
Check that all connections of the welding circuit are correct,
spray-free arc typically with rutile electrodes.
particularly that the work clamp is well attached to the workpiece,
The welding machine is also equipped with HOT START and ANTI
with no interferring material or surface-coverings (ie. Paint).
STICK devices to guarantee easy starting and to prevent the
- Protective gas must be of appropriate type (Argon 99,5%) and
electrode from sticking to the piece.
quantity.
Procedure
-
Keeping the mask IN FRONT OF THE FACE, rub the tip of the
electrode on the piece to be welded with a movement like striking a
_______________(I)_______________
match; this is the best way to strike the arc.
WARNING: DO NOT TAP the electrode on the piece; this risks
damaging the coating and making arc strike difficult.
MANUALE ISTRUZIONE
-
As soon as the arc has struck, try to keep at a distance from the
piece equivalent to the diameter of the electrode being used and
keep this distance as constant as possible while carrying out the
weld; bear in mind that electrode inclination in the direction of
progress should be about 20-30 degrees
(FIG.Q)
.
-
At the end of the welded seam, take the end of the electrode
backwards slightly with respect to the direction of progress, above
ATTENZIONE:
the crater so as to fill it, then lift the electrode quickly from the weld
P R I M A D I U T I L I Z Z A R E L A S A L D AT R I C E L E G G E R E
pool so that the arc is extinguished.
(Appearance of the weld
ATTENTAMENTE IL MANUALE DI ISTRUZIONE!
seam FIG. R).
SALDATRICI A FILO CONTINUO PER LA SALDATURA AD ARCO
7. MAINTENANCE
MIG/MAG E FLUX, TIG, MMA PREVISTE PER USO INDUSTRIALE
______________________________________________________
E PROFESSIONALE.
Nota: Nel testo che segue verrà impiegato il termine “saldatrice” .
WARNING! BEFORE CARRYING OUT MAINTENANCE
1. SICUREZZA GENERALE PER LA SALDATURA AD ARCO
OPERATIONS MAKE SURE THE WELDING MACHINE IS
L'operatore deve essere sufficientemente edotto sull'uso sicuro
SWITCHED OFF AND DISCONNECTED FROM THE MAIN POWER
della saldatrice ed informato sui rischi connessi ai procedimenti
SUPPLY.
per saldatura ad arco, alle relative misure di protezione ed alle
______________________________________________________
procedure di emergenza.
(Fare riferimento anche alla "SPECIFICA TECNICA IEC o CLC/TS
ROUTINE MAINTENANCE:
62081”: INSTALLAZIONE ED USO DELLE APPARECCHIATURE
ROUTINE MAINTENANCE OPERATIONS CAN BE CARRIED OUT
PER SALDATURA AD ARCO).
BY THE OPERATOR.
Torch
-
Do not put the torch or its cable on hot pieces; this would cause the
insulating materials to melt, making the torch unusable after a very
short time;
-
Make regular checks on the gas pipe and connector seals;
- Evitare i contatti diretti con il circuito di saldatura; la tensione a
-
Every time the wire reel is changed, blow out the wire-guide hose
vuoto fornita dal generatore può essere pericolosa in talune
using dry compressed air (max. 5 bar) to make sure it is not
circostanze.
damaged;
- La connessione dei cavi di saldatura, le operazioni di verifica e
-
Before every use, check the wear and correct assembly of the parts
di riparazione devono essere eseguite a saldatrice spenta e
at the end of the torch: nozzle, contact tip, gas diffuser.
scollegata dalla rete di alimentazione.
- Spegnere la saldatrice e scollegarla dalla rete di alimentazione
Wire feeder
prima di sostituire i particolari d'usura della torcia.
-
Make frequent checks on the state of wear of the wire feeder
- Eseguire l'installazione elettrica secondo le previste norme e
rollers, regularly remove the metal dust deposited in the feeder
leggi antinfortunistiche.
area (rollers and wire-guide infeed and outfeed).
- La saldatrice deve essere collegata esclusivamente ad un
sistema di alimentazione con conduttore di neutro collegato a
terra.





