Сварочное оборудование Telwin TELMIG 161 1 TURBO - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.



































































Εφαρμογή:
Συγκόλληση σε κάθε θέση, σε λεπτά πάχη ή για το πρώτο
σ ύ ρ μ α τ ο ς ( ρ ε ύ μ α ) π ο υ ε π ι λ έ χ τ η κ ε β ά σ ε ι τ η ς δ ι α μ έ τ ρ ο υ
πέρασμα μέσα σε στομώματα, ευνοημένη από την περιορισμένη
χρησιμοποιούμενου σύρματος και του τύπου αερίου προστασίας, σε
θερμική εισφορά και το εύκολα ελεγχόμενο βύθισμα.
τρόπο βαθμιαίο ακολουθώντας την ακόλουθη σχέση που δίνει μια
μέση τιμή:
Σημείωση:
Η μεταφορά
SHORT ARC
για τη συγκόλληση του
U = (14 + 0,05 x I )
2
2
αλουμινίου και κραμάτων πρέπει να υιοθετείται με προσοχή (ειδικά με
όπου:
U
:Τάση τόξου σε
volt,
2
σύρματα διαμέτρου >1
mm
) διότι παρουσιάζεται ο κίνδυνος να
I
:Ρεύμα συγκόλλησης σε
ampere.
2
δημιουργηθούν ελαττώματα στην τήξη.
Ποιότητα συγκόλλησης
ΤΡΟΠΟΣ ΜΕΤΑΦΟΡΑΣ SPRAY ARC (ΤΟΞΟ ΔΙΑ ΨΕΚΑΣΜΟΥ)
Η ποιότητα του κορδονιού συγκόλλησης ταυτόχρονα με ελάχιστη
Ç ôÞîç ôïõ óýñìáôïò ðñáãìáôïðïéåßôáé ìå ñåýìáôá êáé ôÜóåéò ðéï
παραγόμενη ποσότητα πιτσιλιών, θα καθορίζεται βασικά από την
õøçëÝò óå ó÷Ýóç ìå ôï « Short Arc »· ç Üêñç ôïõ óýñìáôïò äÝí Ýñ÷åôáé
ισορροπία των παραμέτρων συγκόλλησης: ρεύμα (ταχύτητα
óå åðáöÞ ìå ôï óçìåßï óõãêüëëçóçò· áðü áõôÞ äçìéïõñãåßôáé Ýíá ôüîï
σύρματος), διάμετρος σύρματος, τάση τόξου, κλπ.
äéá ìÝóïõ ôïõ ïðïßïõ ðåñíïýí ïé óôáãüíåò ìåôÜëëïõ ðïõ
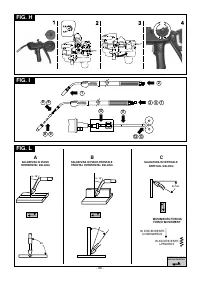
Με τον ίδιο τρόπο η θέση της λάμπας θα πρέπει να προσαρμοστεί στα
ó÷çìáôßæïíôáé áðü ôç óõíå÷Þ ôÞîç ôïõ óõñìÜôéíïõ çëåêôñïäßïõ,
παραδείγματα της εικόνας (ΕΙΚ.
L
), ώστε να αποφεύγονται
÷ùñßò åðïìÝíùò ôç ìåóïëÜâçóç âñá÷õêõêëùìÜôùí.
υπερβολικές πιτσιλιές και ελαττώματα στο κορδόνι.
Και η ταχύτητα συγκόλλησης (ταχύτητα προχωρήματος κατά μήκος
Ανθρακούχοι χάλυβες και χαμηλού κράματος
της σύνδεσης) είναι καθοριστικό στοιχείο για τη σωστή εκτέλεση του
- ÄéÜìåôñïò ÷ñçóéìïðïéïýìåíùí óõñìÜôùí:
0,8-1,6mm
κορδονιού και θα πρέπει να ληφτεί υπόψη εξίσου όπως οι άλλες
- ¼ñéï ôéìþí ñåýìáôïò óõãêüëëçóçò:
180-450A
παράμετροι, κυρίως ώς προς τη διείσδυση και το σχήμα του
- ¼ñéï ôéìþí ôÜóçò ôüîïõ:
24-40V
κορδονιού.
- ×ñçóéìïðïéïýìåíï áÝñéï:
Ar/CO o Ar/CO /O
2
2
2
Ανοξείδωτοι χάλυβες
Τα πιο κοινά ελαττώματα συγκόλλησης συνοψίζονται στην
ΤΑΜΠ.8
.
- ÄéÜìåôñïò ÷ñçóéìïðïéïýìåíùí óõñìÜôùí:
1-1,6mm
ΣΥΓΚΟΛΛΗΣΗ
TIG (DC)
- ¼ñéï ôéìþí ñåýìáôïò óõãêüëëçóçò:
140-390A
Η συγκόλληση
TIG
είναι μια διαδικασία συγκόλλησης που
- ¼ñéï ôéìþí ôÜóçò ôüîïõ:
22- 32V
εκμεταλλεύεται τη θερμότητα που παράγεται από το ηλεκτρικό τόξο
- ×ñçóéìïðïéïýìåíï áÝñéï:
Ar/O o Ar/CO (1-2%)
2
2
που ενεργοποιείται
και που διατηρείται ανάμεσα σε ένα άτηκτο
Αλουμίνιο και κράματα
ηλεκτρόδιο (Βολφραμίου) και στο μέταλλο προς συγκόλληση. Το
- ÄéÜìåôñïò ÷ñçóéìïðïéïýìåíùí óõñìÜôùí:
0,8-1,6mm
ηλεκτρόδιο από Βολφράμιο στηρίζεται σε μια λάμπα κατάλληλη να του
- ¼ñéï ôéìþí ñåýìáôïò óõãêüëëçóçò:
120-360A
μεταδόσει το ρεύμα συγκόλλησης και να προστατεύει το ίδιο το
- ¼ñéï ôéìþí ôÜóçò ôüîïõ:
24-30V
ηλεκτρόδιο καθώς και το βύθισμα συγκόλλησης από την ατμοσφαιρική
- ×ñçóéìïðïéïýìåíï áÝñéï:
Ar 99,9%
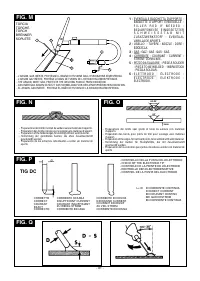
οξείδωση μέσω ροής αδρανούς αερίου (συνήθως Αργόν:
Ar 99,5%
)
που εξέρχεται από το κεραμικό στόμιο (ΕΙΚ.
M).
Κανονικά το σωληναράκι επαφής πρέπει να βρίσκεται μέσα στο μπεκ
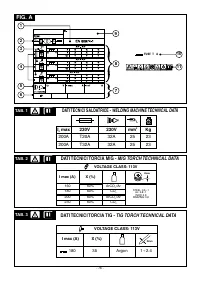
Για μια καλή συγκόλληση είναι αναγκαίο να χρησιμοποιείται η ακριβής
κατά 5-10mm, τόσο περισσότερο όσο υψηλότερη είναι η τάση τόξου.
διάμετρος ηλεκτροδίου με το ακριβές ρεύμα, βλέπετε ταμπέλα
Το ελεύθερο μήκος του σύρματος (stick-out) θα περιλαμβάνεται
(
TA
ΜΠ.6).
κανονικά μεταξύ 10 και 20mm.
Η κανονική προεξοχή του ηλεκτροδίου από το κεραμικό στόμιο είναι 2-
Σε ΧΕΙΡΟΚΙΝΗΤΟ ΤΡΟΠΟ (“PRG 0”), αφού οι παράμετροι ταχύτητας
3
mm
και μπορεί να φτάσει έως 8
mm
για γωνειακές συγκολλήσεις.
σύρματος και τάσης τόξου επιλέχτηκαν σωστά (δηλαδή με συμβατές
Η συγκόλληση πραγματοποιείται μέσω τήξης των χειλών της
τιμές), είναι αδιάφορη η τιμή επαγωγικής αντίστασης που πρέπει να
σύνδεσης
.
Για λεπτά πάχη κατάλληλα προετοιμασμένα (μέχρι 1
mm
επιλεχτεί.
περ.) δεν χρειάζεται ύλη προσθήκης (ΕΙΚ.
N).
Για μεγαλύτερα πάχη είναι απαραίτητες βέργες υλικού ίδιας σύνθεσης
Εφαρμογή:
Συγκόλληση σε επίπεδο με πάχη όχι κατώτερα από 3-
με το βασικό υλικό και κατάλληλης διαμέτρου, με κατάλληλη
4mm (βύθισμα πολύ ρευστό). Η ταχύτητα εκτέλεσης και το ποσοστό
προετοιμασία των χειλών (ΕΙΚ.
O
). Είναι αναγκαίο, για καλό
επικαθήσεων είναι πολύ υψηλοί (υψηλή θερμική εισφορά).
αποτέλεσμα συγκόλλησης, τα κομμάτια υλικού να είναι απολύτως
καθαρά και χωρίς οξείδια, έλαια, γκράσα, διαλυτικά κλπ.
ΤΡΟΠΟΣ ΜΕΤΑΦΟΡΑΣ PULSE ARC (ΠΑΛΜΩΔΕΣ ΤΟΞΟ)
(όπου
προβλέπεται)
Εμπύρευμα
LIFT
:
Είναι μια “ελεγχόμενη” μεταφορά που βρίσκεται στην περιοχή
Το ε μ π ύ ρ ε υ μ α τ ο υ η λ ε κ τ ρ ι κ ο ύ τ ό ξ ο υ π ρ α γ μ α τ ο π ο ι ε ί τ α ι
λειτουργικότητας “spray-arc” (spray-arc τροποποιημένο) και κατέχει
απομακρύνοντας το ηλεκτρόδιο βολφραμίου από το μέταλλο προς
για αυτό τα πλεονεκτήματα ταχύτητας τήξης και έλλειψης προβολών
συγκόλληση. Ο τρόπος αυτός εμπυρεύματος προκαλεί λιγότερες
με επέκταση σε σημαντικά χαμηλές τιμές ρεύματος, τέτοιες ώστε να
ηλεκτρο-ακτινοβολούμενες ενοχλήσεις και μειώνει στο ελάχιστο τις
ικανοποιούνται και πολλές χαρακτηριστικές εφαρμογές του “short-
ακαθαρσίες βολφραμίου και τη φθορά του ηλεκτροδίου.
arc”.
Διαδικασία:
Σε κάθε ώθηση ρεύματος αντιστοιχεί η αποκόλληση μιας
Ακουμπήστε την αιχμή του ηλεκτροδίου πάνω στο μέταλλο, με ελαφρά
μεμονωμένης σταγόνας του σύρματος ηλεκτροδίου. Το φαινόμενο
πίεση. Σηκώστε κατά 2-3
mm
με λίγη καθυστέρηση, επιτυγχάνοντας
πραγματοποιείται με συχνότητα ανάλογη προς την ταχύτητα
έτσι το εμπύρευμα του τόξου. Η συγκολλητική μηχανή αρχικά παράγει
προχωρήματος σύρματος, με νόμο μεταβολής που σχετίζεται με τον
ένα ΒΑΣΙΚΟ ρεύμα, μετά από μερικά δευτερόλετπα θα παράγει το
τύπο και τη διάμετρο του ίδιου σύρματος (χαρακτηριστικές τιμές
προσδιορισμένο ρεύμα συγκόλλησης.
συχνότητας: 30-300Hz).
Συγκόλληση
TIG DC
Η συγκόλληση
TIG DC
είναι κατάλληλη για όλα τα είδη
Ανθρακούχοι χάλυβες και χαμηλού κράματος
ανθρακοχαλύβων χαμηλών και ισχυρών κραμάτων και όλα τα βαριά
- ÄéÜìåôñïò ÷ñçóéìïðïéïýìåíùí óõñìÜôùí:
0,8-1,6mm
μέταλλα όπως χαλκό, νικέλιο, τιτάνιο
και κράματά τους.
- ¼ñéï ôéìþí ñåýìáôïò óõãêüëëçóçò:
60-360A
Για τη συγκόλληση σε
TIG DC
με ηλεκτρόδιο στον πόλο (-)
- ¼ñéï ôéìþí ôÜóçò ôüîïõ:
18-32V
χρησιμοποιείται γενικά το ηλεκτρόδιο με 2%
Δημητρίου (γκρι λωρίδα).
- ×ñçóéìïðïéïýìåíï áÝñéï:
Ar/CO ,Ar/CO /O (Co max 20%)
2
2
2
2
Είναι αναγκαίο να λεπταίνετε αξονικά το ηλεκτρόδιο Βολφραμίου σε
Ανοξείδωτοι χάλυβες
τροχό λείανσης, βλέπετε ΕΙΚ.
P
, προσέχοντας η αιχμή να είναι
- ÄéÜìåôñïò ÷ñçóéìïðïéïýìåíùí óõñìÜôùí:
0,8-1,2mm
απόλυτα ομόκεντρη ώστε να αποφεύγετε εκτροπές στο τόξο. Είναι
- ¼ñéï ôéìþí ñåýìáôïò óõãêüëëçóçò:
50-230A
σημαντικό να εκτελείτε τη λείανση κατά το μήκος του ηλεκτροδίου. Η
- ¼ñéï ôéìþí ôÜóçò ôüîïõ:
17-26V
ενέργεια αυτή θα επαναλαμβάνεται περιοδικά σε συνάρτηση με τη
- ×ñçóéìïðïéïýìåíï áÝñéï:
Ar/O , Ar/CO (1-2%)
2
2
χρήση και τη φθορά του ηλεκτροδίου ή όταν το ίδιο κηλιδώθηκε
Αλουμίνιο και κράματα
παρεμπιπτόντως, οξειδώθηκε ή δεν χρησιμοποιήθηκε σωστά.
- ÄéÜìåôñïò ÷ñçóéìïðïéïýìåíùí óõñìÜôùí:
0,8-1,6mm
- ¼ñéï ôéìþí ñåýìáôïò óõãêüëëçóçò:
40-320A
ΣΥΓΚΟΛΛΗΣΗ ΜΕ ΕΠΕΝΔΕΔΥΜΕΝΟ ΗΛΕΚΤΡΟΔΙΟ
MMA
- ¼ñéï ôéìþí ôÜóçò ôüîïõ:
17-28V
Είναι αναγκαίο να αναφερθείτε στις ενδείξεις του κατασκευαστή πάνω
- ×ñçóéìïðïéïýìåíï áÝñéï:
Ar 99,9%
στη συσκευασία των ηλεκτροδίων που δείχνουν τη σωστή πολικότητα
του ηλεκτροδίου και το σχετικό βέλτιστο ρεύμα.
Το σωληναράκι επαφής πρέπει χαρακτηριστικά να βρίσκεται στο
Το ρεύμα συγκόλλησης πρέπει να ρυθμίζεται σε συνάρτηση με τη
εσωτερικό του μπεκ κατά 5-10mm, τόσο περισσότερο όσο μεγαλύτερη
διάμετρο του χρησιμοποιούμενου ηλεκτροδίου και του είδους
είναι η τάση τόξου. Το ελεύθερο μήκος του σύρματος (stick-out) θα
σύνδεσης που θέλετε να εκτελέσετε (
TA
ΜΠ. 7).
περιλαμβάνεται κανονικά μεταξύ 10 και 20mm.
Παρατηρήστε ότι με μια συγκεκριμένη διάμετρο ηλεκτροδίου, υψηλές
τιμές ρεύματος θα χρησιμοποιούνται για οριζόντιες συγκολλήσεις, ενώ
Εφαρμογή
: συγκόλληση σε “θέση” σε μεσαία-χαμηλά πάχη και σε
γ ι α κά θ ε τ ε ς ή α ν ά σ τ ρ ο φ ε ς σ υ γ κολ λ ή σ ε ι ς θ α π ρ έ π ε ι ν α
υλικά θερμικά ευεπηρέαστα,
κατάλληλο ειδικά για συγκόλληση σε
χρησιμοποιηθούν χαμηλότερα ρεύματα.
ελαφρά κράματα (αλουμίνιο και κράματά του) ακόμα και σε πάχη
Τα μηχανικά χαρακτηριστικά της συγκολλημένης σύνδεσης θα
κατώτερα από 3mm
.
καθορίζονται, εκτός από την επιλεγμένη ένταση ρεύματος, από άλλες
παραμέτρους συγκόλλησης όπως μήκος τόξου, ταχύτητα και θέση
ΡΥΘΜΙΣΗ ΤΩΝ ΠΑΡΑΜΕΤΡΩΝ ΣΥΓΚΟΛΛΗΣΗΣ
εκτέλεσης, διάμετρο και ποιότητα των ηλεκτροδίων (για τη σωστή
Αέριο προστασίας
συντήρησή τους κρατάτε τα ηλεκτρόδια μακρυά από υγρασία, μέσα σε
Η παροχή του αερίου προστασίας πρέπει να είναι:
ειδικές συσκευασίες ή δοχεία
).
short arc
: 8-14 l/min
Τα χαρακτηριστικά της συγκόλλησης εξαρτώνται και από την τιμή του
σε συνάρτηση με την ένταση του ρεύματος συγκόλλησης και της
ARC-FORCE
(δυναμική συμπεριφορά) της συγκολλητικής μηχανής.
διαμέτρου του στομίου.
Παρατηρήστε ότι υψηλές τιμές
ARC-FORCE
δίνουν μεγαλύτερη
διείσδυση και επιτρέπουν τη συγκόλληση σε οποιαδήποτε θέση
Ρεύμα συγκόλλησης
τυπικά με βασικά ηλεκτρόδια, χαμηλές τιμές
ARC-FORCE
επιτρέπουν
Καθορίζεται για μια συγκεκριμένη διάμετρο σύρματος από την
ένα πιο μαλακό τόξο και χωρίς πιτσιλιές τυπικά με ηλεκτρόδια
ταχύτητα προχωρήματος. Παρατηρήστε ότι με ίσο ζητούμενο ρεύμα η
ρουτιλίου.
ταχύτητα προχωρήματος του σύρματος είναι αντιστρόφως ανάλογη με
Η συγκολλητική μηχανή είναι επίσης εφοδιασμένη με συστήματα
HOT
τη διάμετρο του χρησιμοποιούμενου σύρματος.
START
και
ANTI STICK
που εγγυώνται εύκολα ξεκινήματα και
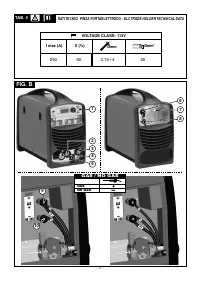
Οι ενδεικτικές τιμές του ρεύματος σε χειροκίνητη συγκόλληση για τα
αποφεύγουν το κώλλημα του ηλεκτροδίου στο μέταλλο.
πιο κοινά σύρματα αναγράφονται στην ταμπέλα (ΤΑΜΠ. 5).
Διαδικασία
Τάση τόξου
Κρατώντας τη μάσκα ΜΠΡΟΣΤΑ ΣΤΟ ΠΡΟΣΩΠΟ, τρίψτε την αιχμή
Η τάση τόξου ρυθμίζεται από το χειριστή περιστρέφοντας το
encoder
του ηλεκτροδίου στο μέταλλο προς συγκόλληση εκτελώντας μια
(ΕΙΚ.
C
(5)). Η ίδια προσαρμόζεται στην ταχύτητα προχωρήματος
- 74 -





