Сварочное оборудование Telwin TELMIG 161 1 TURBO - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.



































































abzutrennen.
- Gasart:
CO und Ar/CO , Ar/CO /O
2
2
2
2
- Das Haspelfach wieder schließen.
Rostfreier Stahl
- Drahtdurchmesser:
0,8-1mm
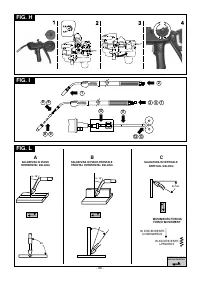
EINLEGEN DER DRAHTSPULE IN DIE SPOOL GUN (Abb. H)
- Schweißstrom:
40-160A
______________________________________________________
- Bogenspannung:
14-20V
- Gasart:
Ar/O o Ar/CO (1-2%)
2
2
VORSICHT! PRÜFEN SIE, OB DRAHTZUGROLLEN,
Aluminium und Legierungen
- Drahtdurchmesser:
0,8-1,6mm
DRAHTFÜHRUNGSMANTEL UND KONTAKTRÖHRCHEN DER
- Schweißstrom:
75-160A
SPOOL GUN DEM DURCHMESSER UND DER ART DES
- Bogenspannung:
16-22V
BENUTZTEN DRAHTES ENTSPRECHEN UND OB SIE RICHTIG
- Gasart:
Ar 99,9%
ANGEBRACHT SIND. ODER DAß DIE SPOOL GUN VON
DER
Typischerweise muß das Kontaktrohr bündig mit der Düse liegen oder
MASCHINE GETRENNT IST.
die dünneren Drähte schauen leicht hervor bei der niedrigsten
______________________________________________________
Lichtbogenspannung; die Länge des freiliegenden Drahtes (stick-out)
liegt normalerweise zwischen 5 und 12mm.
P R Ü F E N S I E , O B D I E D R A H T F Ö R D E R R O L L E N , D I E
DRAHTFÜHRUNGSSEELE UND DAS KONTAKTROHR DES
Anwendung:
Schweißen in allen Lagen von dünnwandigen
BRENNERS MIT DEM DURCHMESSER UND DER ART DES
Werkstoffen oder im ersten Schweißgang innerhalb von Gehrungen,
VORGESEHENEN KABELS KOMPATIBEL UND KORREKT
unterstützt durch den begrenzten Wärmeeintrag und das gut
ANGEBRACHT SIND. WÄHREND DER DRAHT EINGEFÄDELT
kontrollierbare Schmelzbad.
WIRD, DÜRFEN KEINE SCHUTZHANDSCHUHE GETRAGEN
WERDEN.
Anmerkung:
Der SHORT ARC - Übergang beim Schweißen von
- Durch Lösen der Schraube die Haube abnehmen
(1)
Aluminium und Legierungen muß mit Vorsicht angewendet werden
- Drahtspule in die Haspel einlegen.
(besonders bei Drähten mit Durchmesser >1mm), weil die Gefahr von
- Gegendruckrolle lösen und Sie sie von der unteren Rolle trennen
Schmelzfehlern besteht.
(2)
.
- Das Drahtende lösen, das verformte Ende mit einem sauberen,
DRAHT SCHWEISSEN
gra t f r e i e n S c h n i t t a b t r e n n e n ; d i e S p u l e e n t g e g e n d e m
ÜBERTRAGUNGSART SPRAY ARC (SPRÜHLICHTBOGEN)
Uhrzeigersinn drehen und das Drahtende in den Eingang der
Das Schmelzen des Drahtes stellt sich bei höherer Spannung und
Führungsseele einmünden lassen. Dazu wird der Draht 50-100 mm
höherem Stromwert ein als bei Short Arc: die Drahtspitze kommt nicht
weit ins Innere des Schweißmundstückes
(2)
geschoben.
mehr mit dem Schmelzbad in Kontakt; von der Spitze aus spannt sich
- Die Gegenrolle wieder positionieren, einen mittleren Druckwert
ein Bogen, den die Metalltropfen, die beim ununterbrochenem Schmel
einstellen und prüfen, ob der Draht richtig in der Nut der unteren
zen des Drahtes entstehen, durchlaufen. Kurzschlüsse fehlen also.
Rolle liegt
(3)
.
Kohlenstoffstahl und niedrig legierter Stahl
- Bremsen Sie die Haspel leicht mit der zugehörigen Stellschraube.
- Drahtdurchmesser :
0,8-1,6mm
- Wenn die
Spool gun
angeschlossen ist, die Schweißmaschine
- Schweißstrom
:
180-450A
einschalten und abwarten, bis der Draht die Drahtführungsseele
- Bogenspannung:
24-40V
durchquert hat und nun 10-15 cm aus dem vorderen Brennerteil
- Gasart:
Ar/CO o Ar/CO /O
2
2
2
hervorsteht. In diesem Moment den Brennerknopf loslassen.
Rostfreier Stahl
- Drahtdurchmesser:
1-1,6mm
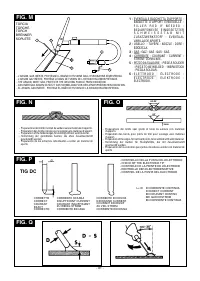
AUSTAUSCH DER DRAHTFÜHRUNGSSEELE IM BRENNER (ABB.
- Schweißstrom
:
140-390A
I)
- Bogenspannung:
22- 32V
Bevor die Seele ausgewechselt wird, ziehen Sie das Brennerkabel
- Gasart:
Ar/O o Ar/CO (1-2%)
2
2
glatt, sodaß sich keine Biegungen bilden.
Aluminium und Legierungen
- Drahtdurchmesser :
0,8-1,6mm
Spiralförmige Führungsseele für Stahldraht
- Schweißstrom
:
120-360A
1-
Düse und Kontaktrohr vom Brennerkopf abschrauben.
- Bogenspannung:
24-30V
2-
Die Feststellmutter der mittleren Steckverbindung abschrauben,
- Gasart:
Ar 99,9%
welche die Führungsseele festhält. Dann die vorhandene
Das Kontaktrohr steckt im Normalfall 5-10mm innerhalb der Düse, je
Führungsseele entfernen.
höher die Lichtbogenspannung, desto tiefer das Kontaktrohr; die
3-
Die neue Seele in den Kanal des Brennerkabels einführen und
Länge des freiliegenden Drahtes (stick-out) liegt normalerweise
vorsichtig weiterschieben, bis sie aus dem Brennerkopf austritt.
zwischen 10 und 20mm.
4-
Nun die Festellmutter für die Führungsseele von Hand wieder
S i n d i m H A N D M O D U S ( “ P R G 0 ” ) d i e P a r a m e t e r
anschrauben.
Drahtgeschwindigkeit und
Lichtbogenspannung korrekt eingestellt
5-
Das überstehende Seelenstück bündig abschneiden, indem man
(also mit kompatiblen Werten), spielt der Einstellwert der Reaktanz
die Seele leicht zusammendrückt; dann die Seele wieder aus dem
keine Rolle.
Brennerkabel entfernen.
6-
Den Schnittbereich der Seele abschrägen und die Seele wieder in
Anwendung:
Waagerechtes Schweißen bei Dicken nicht unter 3-
den Kanal des Brennerkabels einführen.
4 m m ( s e h r d ü n n f l ü s s i g e s S c h m e l z b a d ) ; D i e
7-
Anschließend die Mutter wieder anschrauben und mit einem
Ausführungsgeschwindigkeit und das Nahtvolumen sind sehr hoch
Schlüssel festziehen.
(hoher Wärmeeintrag).
8-
Kontaktrohr und Düse wieder anbringen.
DRAHT SCHWEISSEN
Führungsseele aus synthetischem Material für Aluminiumdraht
ÜBERTRAGUNGSART PULSE ARC (IMPULSLICHTBOGEN)
Die Schritte
1, 2, 3
durchführen, wie sie für die Stahlführungsseele
(FALLS VORHANDEN)
beschrieben sind
Es handelt sich um einen “kontrollierten” Übergang, der zum
( die Schritte
4, 5, 6, 7, 8
gelten hier nicht).
Funktionsbereich des “spray-arc” gehört (modifizierter spray-arc). Die
9-
Das Kontaktrohr für Aluminium wieder anschrauben und prüfen,
Vor teile bestehen darin, daß bei bemerkenswer t niedrigen
ob es die Führungsseele berührt.
Stromwerten die Schmelze schnell abläuft und kein Material
10-
Am anderen Ende der Seele (Seite des Brenneranschlusses)
herausgeschleudert wird, sodaß auch viele typische Anwendungen
Messingnippel und O-Ring einsetzen, und - die Seele leicht
des “short-arc” abgedeckt werden.
gedrückt haltend - die Befestigungsmutter für die Führungsseele
Bei jedem Stromimpuls löst sich ein einzelner Tropfen des
festziehen. Der überschüssige Teil des Futterrohrs wird
Elektrodendrahtes ab; die Häufigkeit dieses Phänomens verhält sich
anschließend auf Maß gekürzt
(siehe (13)
. Aus dem
propor tional zur Drahtvorschubgeschwindigkeit nach einer
Brenneranschluß des Drahtvorschubsystems das Kapillarrohr für
Variationsregel, die vom Typ und dem Durchmesser des Drahtes
Stahlseelen entnehmen.
abhängt (typische Frequenzwerte: 30-300Hz).
11-
Für Aluminiumdrahtseelen des Durchmessers 1,6 bis 2,4mm
Kohlenstoffstahl und niedrig legierter Stahl
(gelb) IST DAS KAPILLARROHR NICHT VORGESEHEN; Die
- Drahtdurchmesser:
0,8-1,6mm
Führungsseele wird deshalb ohne es in den Anschluß eingesetzt.
- Schweißstrom:
60-360A
Das Kapillarrohr für Aluminiumdrahtseelen des Durchmessers 1-
- Bogenspannung:
18-32V
1,2mm (rot) auf ein Maß schneiden, das 2mm unter dem des
- Gasart:
Ar/CO o Ar/CO /O (Co max 20%)
2
2
2
2
Stahlrohres liegt. Dann wird das Kapillarrohr am freien Ende der
Rostfreier Stahl
Führungsseele eingeführt.
- Drahtdurchmesser:
0,8-1,2mm
12-
Nun den Brenner in den Anschluß des Drahtvorschubsystems
- Schweißstrom:
50-230A
einsetzen und festspannen; Die Seele wird in 1-2mm Abstand von
- Bogenspannung:
17- 26V
den Rollen markier t;
- Gasart:
Ar/O o Ar/CO (1-2%)
2
2
Den Brenner wieder entnehmen.
Aluminium und Legierungen
13-
Die Seele auf das vorgesehene Maß zuschneiden, ohne die
- Drahtdurchmesser:
0,8-1,6mm
Eingangsöffnung zu verformen.
- Schweißstrom
:
40-320A
Den Brenner wieder in den Anschluß des Drahtvorschubsystems
- Bogenspannung:
17-28V
montieren und die Gasdüse anbringen.
- Gasart:
Ar 99,9%
Typischerweise muß das Kontaktrohr im Innern der Düse 5-10mm
6. DRAHT SCHWEISSEN
messen, je höher die Lichtbogenspannung, desto höher dieses Maß.
Short arc (Kurzlichtbogen)
Die freie Drahtlänge (stick-out) beträgt im Normalfall zwischen 10 und
Das Schmelzen des Drahtes sowie das Abtrennen des Tropfen wird
20mm.
durch aufeinanderfolgende Kurzschlüsse der Drahtspitze im Schmelz-
bad (bis zu 200 Mal/Sek.) erzielt.
Anwendung
: Schweißen in “Zwangslage” auf niedrigen bis mittleren
Kohlenstoffstahl und niedrig legierter Stahl
Dicken und thermisch empfindlichen Werkstoffen,
besonders
- Drahtdurchmesser:
0,6-1,2mm
geeignet zum Schweißen auf leichten Legierungen (Aluminium
- Schweißstrom:
40-210A
und seine Legierungen) auch bei Dicken unter 3mm
.
- Bogenspannung:
14-23V
- 26 -





