Сварочное оборудование Telwin TELMIG 161 1 TURBO - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.


































































- Lämplig gas:
Ar/O , Ar/CO (1-2%)
Svetsström
2
2
Bestäms för trådens diameter av dess frammatningshastighet. Kom
Aluminium och legeringar
ihåg att vid samma strömvärde är trådens frammatningshastighet
- Lämplig tråddiameter:
0,8-1,6mm
omvänt proportionerlig till den använda trådens diameter.
- Svetsström:
75-160A
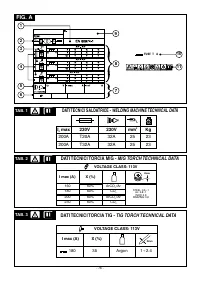
De ungefärliga värdena för strömmen vid manuell svetsning med de
- Bågspänning:
16-22V
typer av trådar som används oftast indikeras i tabell (TAB. 5).
- Lämplig gas:
Ar 99,9%
Bågspänning
I normala fall ska kontaktröret vara lika långt som munstycket eller
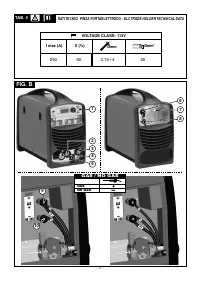
Bågspänningen kan regleras av operatören genom att vrida på
sticka ut något då man använder tunna trådar och låg bågspänning;
kodomvandlaren (FIG. C (5)). Spänningen anpassas till trådens
trådens fria utstickande längd (stick-out) ska i normala fall vara på
frammatningshastighet (ström) som valts i enlighet med diametern på
mellan 5 och 12mm.
den tråd som används och skyddsgasens egenskaper, progressivt
enligt förhållandet nedan som ger ett medelvärde:
Tillämpning:
Svetsning i alla olika positioner, på tunna material eller
U = (14 + 0,05 x I )
2
2
för den första bearbetningen inom avrundningar, som gynnas av den
där:
U : Bågspänning i volt;
2
begränsade termiska påsvetsningen samt av det lättkontrollerade
I : Svetsström i ampere.
badet.
2
Svetsningens kvalitet
Anmärkning:
Överföringen SHORT ARC för svetsning av aluminium
Svetsfogens kvalitet i kombination med en minimal mängd stänk beror
och dess legeringar måste tillämpas med stor försiktighet (särskilt med
huvudsakligen på balansen mellan de olika svetsparametrarna: ström
trådar med en diameter på >1mm) eftersom det finns risk för
(trådhastighet), tråddiameter, bågspänning, etc.
smältdefekter.
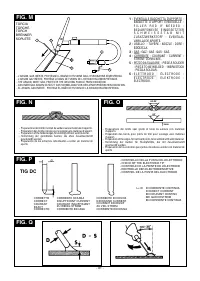
På samma sätt ska skärbrännarens position anpassas till bilderna i
figuren (FIG. L) för att undvika att ge upphov till för mycket stänk och
ÖVERFÖRINGSMODALITET SPRAY ARC (SPRUTBÅGE)
defekter på svetsfogen.
Tråden smälts med högre spänning och ström än för kortbågsvetsning.
Även svetshastigheten (frammatningshastighet längs fogen) är en
Trådspetsen kommer inte i kontakt med smältbadet, utan en båge
avgörande faktor för ett korrekt utförande av svetsfogen. Denna måste
bildas vid spetsen. Genom bågen överförs en ström av metalldroppar.
beräknas på samma sätt som övriga parametrar, särskilt med tanke på
Dropparna bildas genom kontinuerlig smältning av elektrodtråden,
penetrationen och själva svetsfogens form.
utan någon kortslutning.
De vanligaste defekterna sammanfattas i
TAB. 8
.
Kolstål och låglegerat stål
- Lämplig tråddiameter:
0,8-1,6mm
TIG-SVETSNING (DC)
- Svetsström:
180-450A
TIG-svetsning är ett tillvägagångssätt som utnyttjar den värme som
- Bågspänning:
24-40V
alstras av den elektriska båge som tänds, och upprätthålls, mellan en
- Lämplig gas:
Ar/CO , Ar/CO /O
2
2
2
osmältbar elektrod (Tungsten) och det stycke som ska svetsas.
Rostfritt stål
Elektroden av Tungsten hålls fast av en skärbrännare genom vilken
- Lämplig tråddiameter:
1-1,6mm
man kan överföra svetsströmmen, samtidigt som den skyddar
- Svetsström:
140-390A
elektroden och smältbadet från den atmosfäriska oxidationen med
- Bågspänning:
22-32V
hjälp av ett flöde inert gas (vanligen Argon: Ar 99,5 %) som kommer ut
- Lämplig gas:
Ar/O , Ar/CO (1-2%)
2
2
från keramikmunstycket (FIG. M).
Aluminium och legeringar
För att svetsresultat ska bli bra, måste man använda exakt rätt
- Lämplig tråddiameter:
0,8-1,6mm
elektroddiameter för exakt rätt ström, se tabell (TAB. 6).
- Svetsström:
120-360A
I normala fall sticker elektroden ut 2-3mm från keramikmunstycket,
- Bågspänning:
24-30V
men den kan sticka ut upp till 8mm för att svetsa i hörn.
- Lämplig gas:
Ar 99,9%
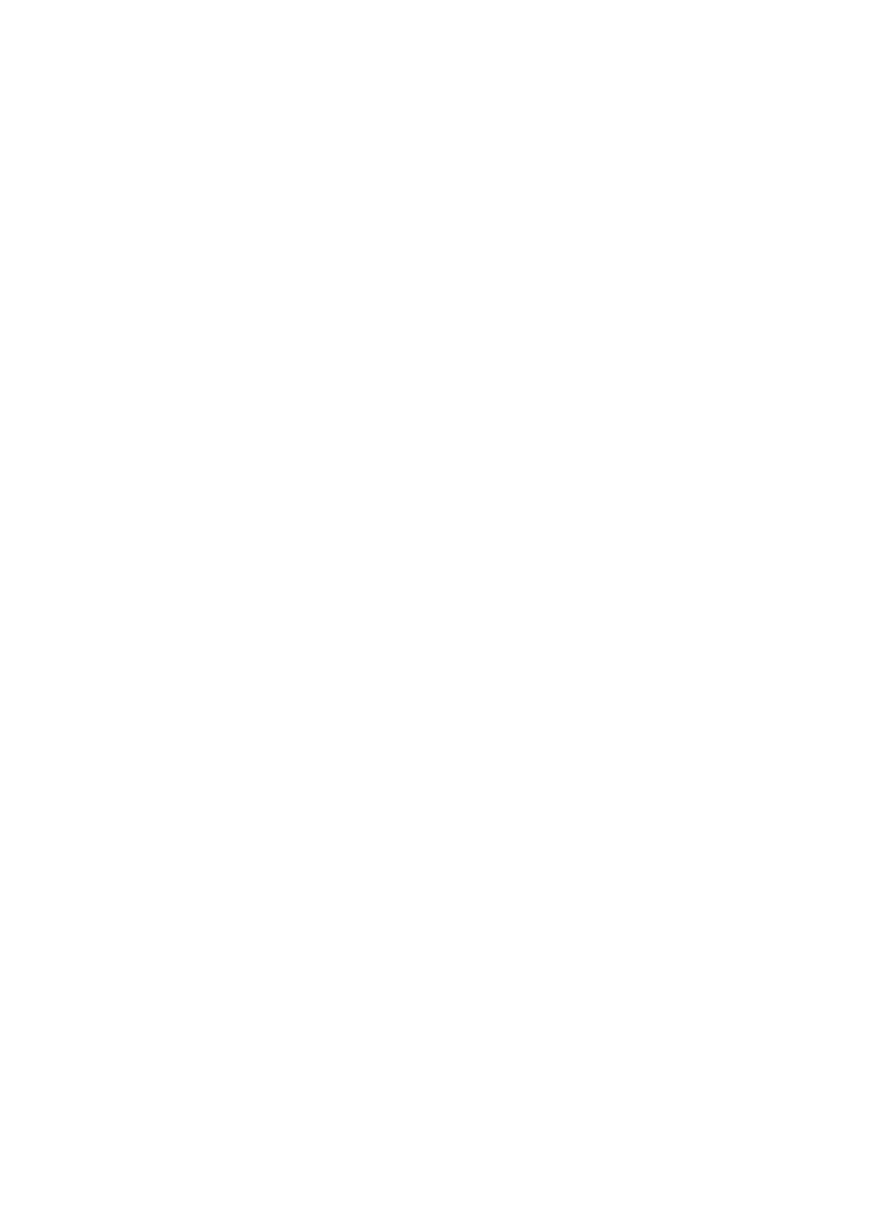
Svetsningen sker tack vare att fogens två delar smälter. För lämpligt
förberedda tunna material (upp till ca. 1mm) behövs inget material för
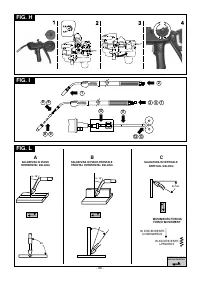
I normala fall ska kontaktröret befinna sig 5-10mm in i munstycket, ju
påsvetsning (FIG. N).
mer desto högre bågspänningen är; trådens fria utstickande längd
För tjockare material måste man använda sig av stavar av lämplig
(stick-out) ska i normala fall vara på mellan 10 och 20mm.
diameter med samma sammansättning som materialet som ska
I MANUELL
(“PRG 0”), efter att parametrarna trådhastighet och
svetsas, med en lämplig förberedelse av fogens kanter (FIG. O). För att
bågspänning valts på ett korrekt sätt (d.v.s. med kompatibla värden),
svetsningen ska ge ett bra resultat, bör styckena vara noggrant
kan vilket värde som helst väljas för reaktansen.
rengjorda och fria från oxid, olja, fett, lösningsmedel, etc.
Tillämpning:
Plan svetsning med en tjocklek på inte mindre än 3-4mm
LIFT-tändning:
(mycket flytande bad); mycket hög arbetshastighet och avlagringsgrad
Tändningen av den elektriska bågen sker genom att man avlägsnar
(hög termisk påsvetsning).
tungstenselektroden från stycket som ska svetsas. Denna
tändningsfunktion ger upphov till mindre elektrisk strålning och
ÖVERFÖRINGSMODALITET PULSE ARC (IMPULSBÅGE) (DÄR
minskar innefattningen av tungsten och slitaget på elektroden till ett
DENNA FUNKTION FINNS)
minimum.
Detta är en “kontrollerad” överföring inom funktionen “spray-arc”
Tillvägagångssätt:
(modifierad spray-arc) som således har fördelarna snabb smältning
Luta elektrodens spets mot stycket och tryck lätt. Lyft upp elektroden 2-
och frånvaro av utskjutande delar som sträcker sig till anmärkningsvär t
3mm med något ögonblicks försening, varvid bågen tänds. Till att börja
l å g a s t r ö m v ä r d e n , s o m ä v e n t i l l f r e d s s t ä l l e r m å n g a
med fördelar svetsen strömmen IBASE. Efter några ögonblick fördelas
tillämpningsområden som är typiska för “short-arc”.
den svetsström som har ställts in.
Varje strömimpuls motsvaras av att en enda droppe av
TIG DC-svetsning
elektrodtråden lossnar, detta fenomen sker med en frekvens som är
TIG DC-svetsning passar för alla typer av låglegerat och höglegerat
proportionerlig jämför t med trådens frammatningshastighet med en
kolstål och för de tunga metallerna koppar, nickel, titan och deras
variationslag som beror på trådens typ och diameter (normala
legeringar.
värden för frekvens: 30-300Hz).
För TIG DC-svetsning med elektroden ansluten till polen (-) används i
Kolstål och låglegerat stål
normala fall en elektrod med 2 % cerium (band av grå färg).
- Lämplig tråddiameter:
0,8-1,6mm
Tungstenselektroden måste slipas axiellt på en slipsten, se FIG. P. Var
- Svetsström:
60-360A
noga med att spetsen är perfekt koncentrisk för att undvika
- Bågspänning:
18-32V
förskjutningar av bågen. Det är viktigt att slipa elektroden i
- Lämplig gas:
Ar/CO , Ar/CO /O (CO max 20%)
längsgående riktning. Detta arbetsmoment måste upprepas med
2
2
2
2
jämna mellanrum beroende på hur mycket elektroden används och
Rostfritt stål
slits eller om den av misstag har kontaminerats, oxiderat eller använts
- Lämplig tråddiameter:
0,8-1,2mm
på ett felaktigt sätt.
- Svetsström:
50-230A
- Bågspänning:
17-26V
MMA-SVETSNING MED BELAGD ELEKTROD
- Lämplig gas
:
Ar/O , Ar/CO (1-2%)
2
2
Man måste hålla sig till tillverkarens instruktioner, som finns på de
Aluminium och legeringar
använda elektrodernas förpackning. Instruktionerna anger den
- Lämplig tråddiameter:
0,8-1,6mm
korrekta polariteten och den optimala strömmen för elektroden.
- Svetsström:
40-320A
Svetsströmmen ska ställas in i enlighet med den använda elektrodens
- Bågspänning:
17-28V
diameter samt den typ av fog som man har för avsikt att utföra (TAB. 7).
- Lämplig gas:
Ar 99,9%
Kom ihåg att med samma elektroddiameter, ska höga strömvärden
användas för plan svetsning, medan man för vertikal svetsning eller
I normala fall ska kontaktröret befinna sig 5-10mm in i munstycket, ju
svetsning ovanför huvudet ska använda sig av lägre strömvärden.
mer desto högre bågspänningen är, trådens fria längd (stick-out) ligger
Den svetsade fogens mekaniska egenskaper bestäms, förutom av
i normala fall på mellan 10 och 20mm.
den valda strömmens intensitet, av övriga svetsparametrar som
bågens längd, utförandets hastighet och position, elektrodernas
Tillämpning
: svetsning i “position” på medelstor till liten tjocklek och
diameter och kvalitet (för en korrekt förvaring, ska elektroderna hållas
på termiskt känsliga material,
särskilt lämplig för att svetsa lätta
skyddade mot fukt i de för detta avsedda förpackningarna eller
legeringar (aluminium och dess legeringar) även på material som
behållarna).
är tunnare än 3mm
.
Svetsningens egenskaper beror även på svetsens värde för ARC-
FORCE (dynamiskt beteende).
REGLERING AV SVETSPARAMETRARNA
Kom ihåg att höga värden för ARC-FORCE ger högre penetration och
Skyddsgas
gör det möjligt att svetsa i vilken position som helst, vanligen med
Mängden skyddsgas måste vara:
basiska elektroder, medan låga värden för ARC-FORCE ger en
short arc:
8-14 l/min
mjukare båge fri från stänk, vanligen med rutilelektroder.
beroende på svetsströmmens intensitet och munstyckets diameter.
Svetsen är dessutom försedd med anordningar för HOT START och
ANTI STICK, som garanterar enkel start och motverkar att elektroden
fastnar vid stycket.
- 68 -





