Сварочное оборудование Telwin TELMIG 161 1 TURBO - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.


































































- Manuel fjernstyring 1 potentiometer.
Den angivne værdi er den, der indstilles, mens svejsemaskinen
- Manuel fjernstyring 2 potentiometre.
er uden belastning, mens den reelle værdi vises under drift.
- Forbindelseskabelsæt.
- en alarmbesked med følgende koder:
- Aluminiumsvejsesæt.
-
"AL. 1”:
Der er sket en udløsning af hove dkredsens
- Svejsesæt til fyldt tråd.
sikkerhedstermostat på grund af overophedning af
- MMA-svejsesæt
maskinen (kun udgaven MIG Pulse).
- TIG-DC-svejsesæt.
-
"AL. 2”:
D e r e r s ke t e n u d l øs n i n g a f e n a f d e t o
- Selvmørkende maske.
sikkerhedstermostater på grund af overophedning af
- MIG-brænder.
maskinen.
- TIG-brænder.
-
"AL. 3”:
Forstyrrelse på primærforsyningen: Netspændingen
befinder sig udenfor spektret +/-15% i forhold til
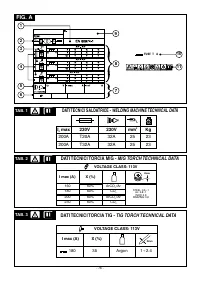
3.TEKNISKE DATA
mærkeværdien.
SPECIFIKATIONSMÆRKAT
GIV AGT: Anordningen vil lide alvorligt skade, hvis
De vigtigste data vedrørende svejsemaskinens anvendelse og
den ovennævnte, øverste grænse for spændingen
præstationer er sammenfattet på specifikationsmærkatet med
overskrides.
følgende betydning:
-
"AL. 4”:
Forstyrrelse på primærforsyningen: Udløsning af
Fig. A
beskyttelsesanordningen for underspænding på
1-
D e n E U R O P Æ I S K E r e f e r e n c e n o r m v e d r ø r e n d e
forsyningslinien (kun udgaven MIG Pulse).
lysbuesvejsemaskinernes sikkerhed og fabrikation.
-
"AL. 7”:
Der er blvet gjort forsøg på MIG/MAG-svejsning med
2-
Symbol for maskinens indre struktur.
en strømstyrke, der er for høj for generatoren.
3-
Symbol for den forventede svejsemåde.
-
"AL. 8”:
Forstyrrelse i MIG/MAG-svejsekredsen (kun udgaven
4-
Symbol
S
: Angiver at der kan foretages svejseprocesser i
MIG Pulse). GIV AGT: I dette tilfælde skal anordningen
omgivelser, hvor der er øget risiko for elektrisk stød (f.eks.
slukkes og tændes igen, før der kan foretages en
umiddelbart i nærheden af større metalgenstande).
genopretning.
5-
Symbol for forsyningslinien:
4a, 4b, 4c, 4d, 4e- Signallampe der angiver anvendt måleenhed
1~: Enfaset vekselspænding.
(ampere, volt, sekunder, procent metre/minutter).
3~: Trefaset vekselspænding.
5-
Drejeknap til styring af encoder.
6-
Indpakningens beskyttelsesgrad.
Anvendes til at regulere svejsestrømmen.
7-
Netforsyningens egenskaber:
6-
K n a p t i l a t h e n t e ( L O A D ) k u n d e t i l p a s s e d e
- U :
Svejsemaskinens vekselspænding og frekvens (tilladte
svejseprogrammer.
1
grænser ±10%):
7-
K n a p t i l l a g r i n g ( S T O R E ) a f k u n d e t i l p a s s e d e
- I
:
Liniens maksimale strømforbrug.
svejseprogrammer.
1 max
- I :
:
Reel strømstyrke
8-
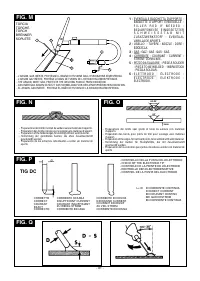
Knap til valg af svejseprocedure.
1eff
Hvis der trykkes på denne tast, tændes signallampen svarende til
8-
Svejsekredsløbets præstationer:
den valgte svejseprocedure:
- U :
Spænding uden belastning (svejsekredsløbet åbent).
0
- I /U :
Tilsva rende standardstrøm og -spænding, som
2
2
-
: MIG/MAG ved PULSE ARC (på visse modeller).
svejsemaskinen kan levere under svejsningen.
- X :
Intermittensforhold: Angiver det tidsrum, hvori svejsemaskinen
kan levere den tilsvarende strøm (samme spalte). Udtrykkes i
-
: MIG/MAG/FLUX ved SHORT/SPRAY ARC.
%, på grundlag af en 10min's arbejdscyklus (f.eks. 60% = 6
minutters arbejde, 4 minutters hviletid; og så videre).
-
: MMA-elektrode.
Skulle anvendelsesparametrene (mærkedata, gældende for en
omgivende lufttemperatur på 40°C) overstiges, udløses
-
: TIG DC-svejsning med LIFT-udløsning.
varmeudkoblingen (svejsemaskinen bliver på stand-by, indtil
den kommer ned på den tilladte temperatur.
9-
Tast til valg af svejseproces.
- A/V-A/V:
Angiver svejsestrømmens reguleringsspektrum
Når maskinen står på MIG/MAG/FLUX, kan der vælges mellem
(minimum - maksimum) ved en bestemt buspænding.
2T-, 4T-styring eller styring med punktsvejsetimer ( SPOT).
9-
Serienummer til identificering af maskinen (uundværlig ved
10- Tast til valg af materialetype.
henvendelse til Kundeservice, anmodning om reservedele,
Indstiller driften alt efter valgt materiale eller procedure.
bestemmelse af maskinens oprindelse.
Er kun aktiveret i synergitilstand (13).
10-
: Værdien for sikringerne med forsinket aktivering, som
11- Tast til valg af trådens diameter, anvendes til at indstille
skal indrettes til beskyttelse af linien.
trådens diameter
. Hvis diameter er 1,2mm, skal der indvirkes på
11-
Symboler vedrørende sikkerhedsnormer, hvis betydning er
tasten, indtil begge signallamper for henholdsvis 0,6 mm og 0,8
fremstillet i kapitel 1 “Almen sikkerhedsnormer vedrørende
mm diameter begynder at lyse.
lysbuesvejsning”.
Er kun aktiveret i synergitilstand (13).
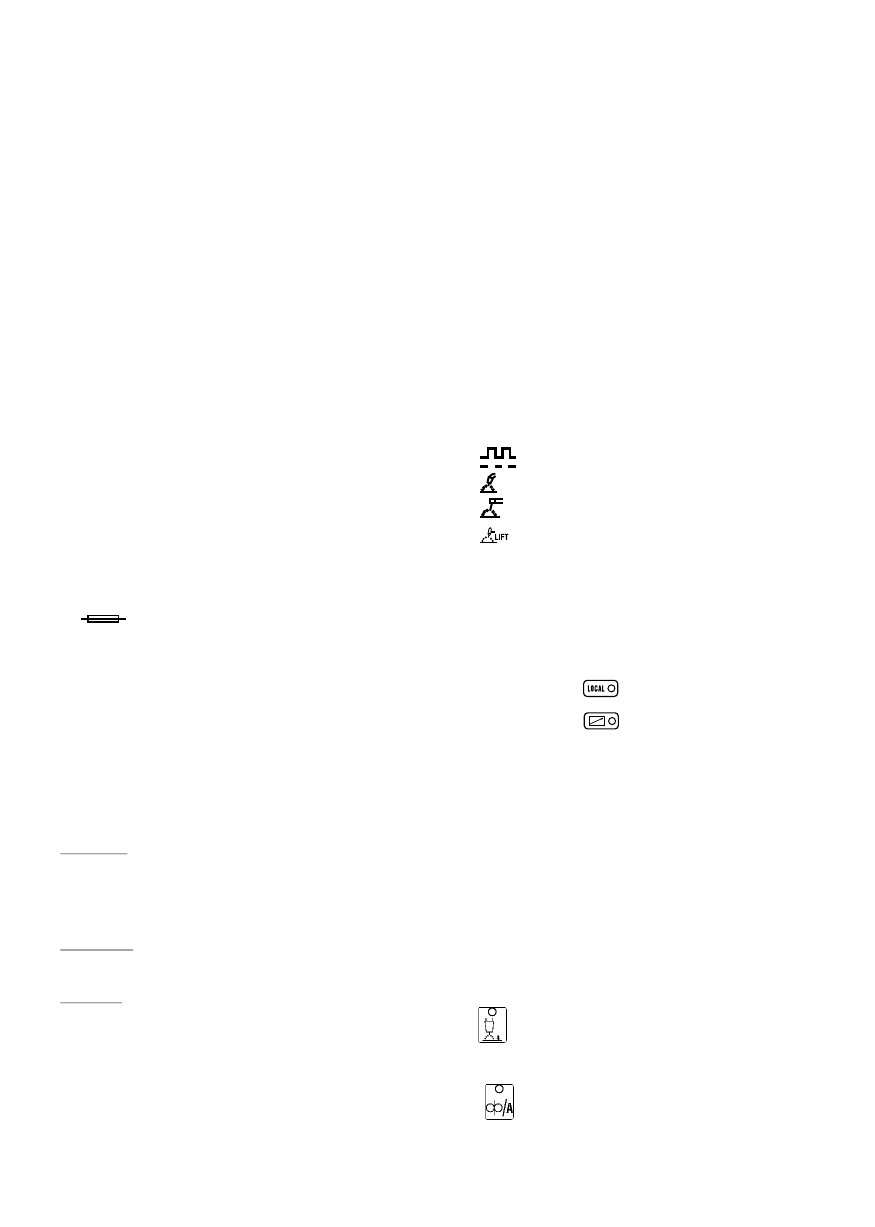
12- Tast til valg af fjernstyring.
Bemærk: Datamærkatet i eksemplet viser symbolernes og tallenes
- Hvis signallampen
lyser, er betjeningsanordningerne på
betydning; de helt nøjagtige tekniske data gældende for den
svejsemaskine, I har anskaffet, skal aflæses på den pågældende
svejsemaskinens styrepanel aktiveret.
svejsemaskines datamærkat.
- Hvis signallampen
lyser, kan reguleringen udelukkende
ANDRE TEKNISKE DATA:
foretages via fjernstyring.
- Svejsemaskine : se tabel 1 (TAB. 1)
a) styring med ét potentiometer:
Erstatter encoderens
funktion (5).
- MIG-BRÆNDER : se tabel 2 (TAB. 2)
b) styring med to potentiometre:
Erstatter encoderens og
- TIG-BRÆNDER : se tabel 3 (TAB.3)
hjælpeparametrens funktion (5).
-ELEKTRODETANG : se tabel 4 (TAB.4)
c) fjernstyring med pedal:
Erstatter encoderens funktion (5) i
Svejsemaskinens vægt er angivet på tabel 1 (TAB.1).
TIG-tilstand.
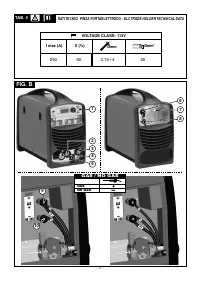
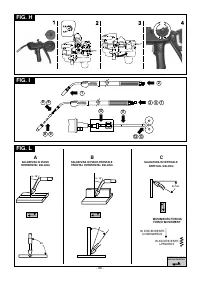
4. BESKRIVELSE AF SVEJSEMASKINEN
13- Tast til valg af synergisvejsning.
Der skal trykkes på denne
KONTROL-, REGULERINGS- OG TILSLUTNINGSANORDNINGER
knap for at indstille maskinens synergidrift ved MIG/MAG-
Svejsemaskine (FIG. B)
svejsning.
på forsiden:
GIV AGT!
Selvom maskinen giver mulighed for frit at indstille hvert
1-
Styrepanel (se beskrivelsen)
parameter, er der dog visse parameterkombinationer, der ikke har
2-
N e g a t i v l y n t i l s l u t n i n g ( - ) t i l s v e j s e s t r ø m k a b e l
nogen mening ud fra et elektrisk et svejsemæssigt synspunkt.
(jordforbindelseskabel til MIG og MMA, brænderkabel til TIG).
Svejsemaskinen går imidlertid ikke i stykker, selvom den ikke kan
3-
Positiv lyntilslutning (+) til TIG-svejsnings jordforbindelseskabel
fungere med den forkerte indstilling.
(svejsestrømkabel til MMA)
14- Tast til valg af svejseparametre.
4-
Centralkobling til MIG-brænder (Euro).
Hvis der trykkes flere gange på denne tast, tændes en af
5-
14-pols konnektor til forbindelse af Spool Gun'ens fjernstyring
signallamperne fra (14a) til (14i), hvortil der er tilknyttet et bestemt
parameter. Værdierne for alle de aktiverede parametre kan
på bagsiden:
indstilles ved hjælp af ENCODEREN (5), og de vises på skærmen
6-
Hovedafbryder ON/OFF.
(4).
7-
Gasrørkobling (beholder) til MIG-svejsning.
Bemærk: De parametre, der ikke kan ændres af operatøren, når
8-
Forsyningsledning med ledningsspærre.
der arbejdes med et synergiprogram eller ved manuel drift,
udelukkes automatisk fra valgmulighederne; den tilsvarende
hasperum:
signallampe tændes ikke.
9-
Positiv klemme (+).
10- Negativ klemme (-).
OBS:
Ombytning af poler for FLUX-svejsning (uden gas).
14a-
parameter 1: Anvendes til at vælge svejsespændingen.
SVEJSEMASKINENS STYREPANEL (FIG. C)
Ved MIG/MAG/FLUX regulerer det svejsespændingen i Volt eller
1-
Signallampe, der gør opmærksom på Alarm
(svejsemaskinens
rettelsen af lysbuen ved synergi (kun ved MIG/MAG). Under
output er spærret). På skærmen (4) vises der en alarmbesked.
svejsningen vises generatorens udgangsspænding.
Genopretningen af svejsemaskinen foregår automatisk, når
årsagen til alarmen ophører.
2-
Signallampe der angiver spænding ved udgang
(aktiv
14b-
parameter 2: Indstiller trådens hastighed eller
udgang).
3-
Rød signallampe, programmering af svejsemaskine.
svejsestrømmen.
Ved MIG/MAG/FLUX er det trådens
4-
Alfanumerisk display med 3 cifre.
Angiver:
fremføringshastighed i meter pr. minut. I MMA er det
- svejsestrømmen i ampere.
svejsestrømmen i ampere. Under svejsningen vises generatorens
- 48 -





