Сварочное оборудование Telwin TELMIG 161 1 TURBO - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.


































































stram med det medleverede bånd; forbind så den anden ende af
SPOOL GUN'EN ER FRAKOBLET SVEJSEMASKINEN.
røret med det særlige haneovergangsstykke på Tig-brænderen
______________________________________________
- Løsn trykfomindskerens reguleringsbolt, før der åbnes for
beholderens ventil.
CHECK OM TRÅDTRÆKRULLERNE, TRÅDLEDEREN OG SPOOL
GUN'EN PASSER TIL DEN TRÅDS DIAMETER OG
Forbindelse af svejsestrømreturkablet
EGENSKABER, MAN HAR TIL HENSIGT AT ANVENDE, SAMT
- Forbind kablet med arbejdsemnet eller det metalbord, det befinder
OM DE ER BLEVET RIGTIGT PÅMONTERET. DER SKAL IKKE
sig på, så tæt som muligt på den samling, der er ved at blive udført.
ANVENDES BESKYTTELSESHANDSKER I FORBINDELSE MED
- Forbind svejsemaskinens kabel med lynkoblingen (+).
INDFØRINGEN AF TRÅDEN.
- Tag dækslet af ved at skrue den der til beregnede skrue af
(1)
.
Forbindelse af TIG-brænderen (FIG.M)
- Placér trådspolen på haspen.
- Forbind TIG-brænderen med lynkoblingen (-) på svejsemaskinens
- Frigør kontrarullen og anbring den længere væk fra den nedeste
forpanel.
rulle
(2)
.
- Frigør trådens ende, skær det deformerede endestykke lige over,
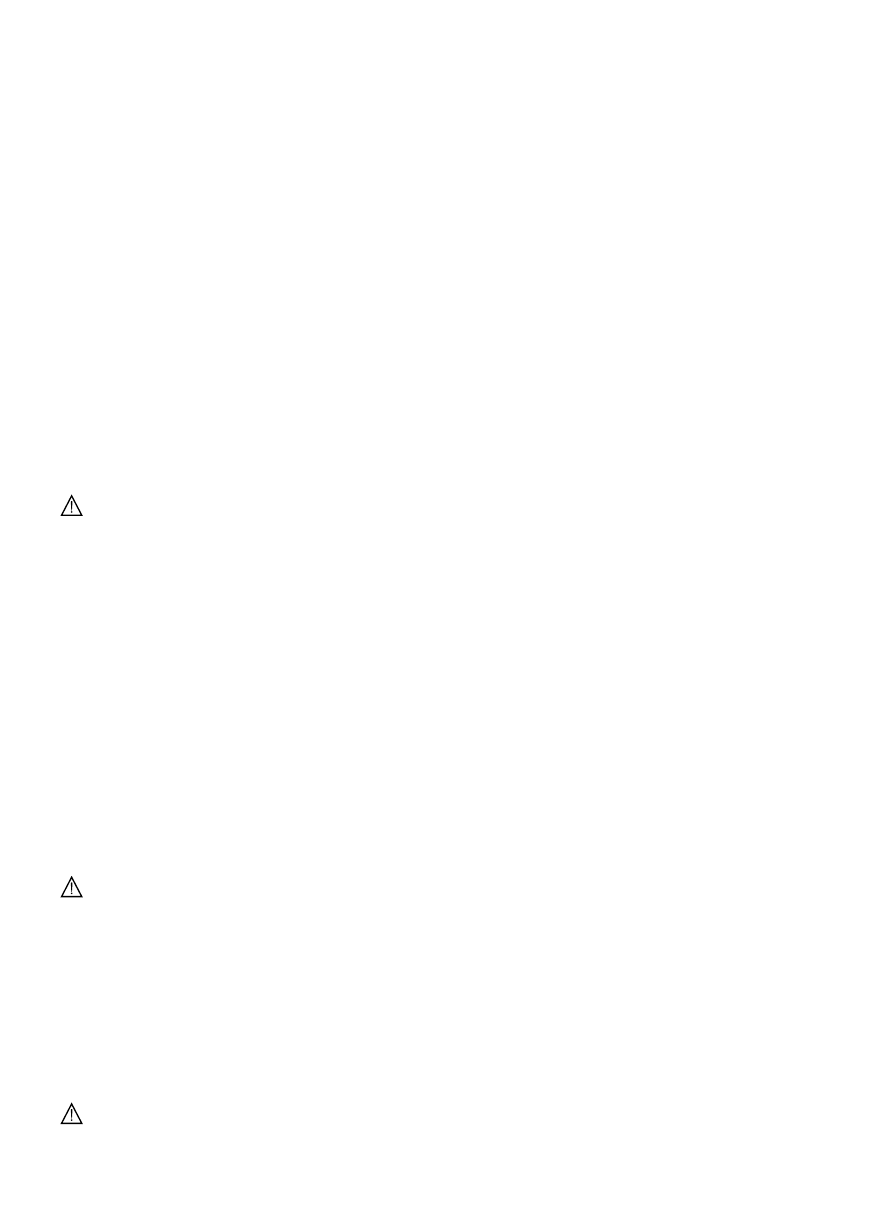
MMA-Svejsning
uden at der dannes grater; drej spolen mod uret og før trådens ende
Næsten alle beklædte elektroder skal forbindes til generatorens
ind i trådlederens indgang; skub den 50-100mm ind i lansen
(2)
.
positive pol (+); undtagelsesvist til den negative pol (-), hvis elektroden
- Sæt kontrarullen på plads igen og stil trykket på en mellemliggende
har en sur beklædning.
værdi; sørg for at tråden er anbragt rigtigt i hulrummet i den nedre
rulle
(3)
.
Forbindelse af svejsekabel tang-elektrodeholder
- Brems haspen en lille smule ved hjælp af den dertil beregnede
Sæt en særlig klemme på endestykket, således at elektrodens
reguleringsskrue.
blottede del strammes.
- A
Spool gun
tilsluttet, sæt svejsemaskinens stik i stikkontakten,
Denne ledning tilsluttes klemmen med symbolet (+) .
tænd for svejsemaskinen og tryk på knappen på spool gun'en; vent
indtil trådens ende kommer hele vejen gennem lederen og rager
Forbindelse af svejsestrømreturkablet
100-150mm ud på forsiden af brænderen, slip så brænderens knap.
Det skal forbindes til arbejdsemnet eller det metalbord, dette står på,
så tæt som muligt på den søm, der er ved at blive udført.
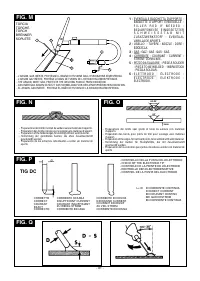
UDSKIFTNING AF TRÅDLEDER I BRÆNDER (FIG. I)
Denne ledning tilsluttes klemmen med symbolet (-).
Før man udskifter lederen, skal man strække brænderens kabel og
Gode råd:
sørge for, at det ligger helt glat, uden snoninger.
- Drej svejsekablernes konnektorer helt fast i lynstikkontakterne
(såfremt disse forefindes), således at der sikres en optimal elektrisk
Spiralformet ståltrådleder
kontakt; i modsat fald vil konnektorerne overophedes, hvorved de
1-
Skru dysen og kontaktrøret på toppen af brænderen af.
hurtigt ødelægges og begynder at fungere dårligere.
2-
Skru lederens spærremøtrik af midterkonnektoren og tag den
- Anvend svejsekabler, der er så korte som muligt.
gamle leder ud.
- Undlad at anvende metalstrukturer, som ikke hører med til
arbejdsemnet, i stedet for svejsestrømreturkablet; dette kan være
3-
Før den nye leder ind i brænderkablets rørledning og pres
farligt for sikkerheden og give utilfredsstillende svejsesresultater.
forsigtigt på den, indtil den kommer ud af brænderens top.
4-
Stram spærremøtrikken igen med håndkraft.
5-
Skær det overskydende stykke af lederen helt nøjagtigt af og pres
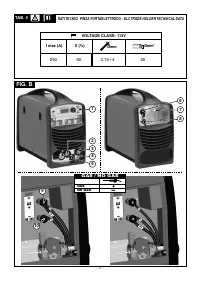
ISÆTNING AF TRÅDSPOLE (FIG. G)
_________________________________________________________________________________
den forsigtigt sammen; tag den ud af brænderkablet igen.
6-
Afrund lederens overskæringsområde og sæt den ind i
brænderkablets rørledning igen.
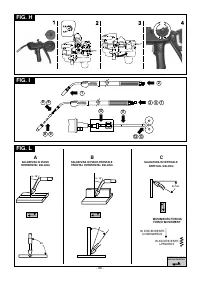
GIV AGT! FØR MAN BEGYNDER ISÆTNINGSPROCEDUREN,
7-
Stram nu møtrikken med en skruenøgle.
SKAL MAN CHECKE, OM SVEJSEMASKINEN ER SLUKKET OG
8-
Sæt kontaktrøret og dysen på plads igen.
FRAKOBLET NETFORSYNINGEN.
_________________________________________________________________________________
Syntetisk aluminiumtrådleder
U N D E R S Ø G O M T R Å D RU L L E R N E , T R Å D H Y L S T R E T O G
Foretag trin
1, 2, 3
af ovenstående procedure gældende for
BRÆNDERENS KONTAKTRØR PASSER TIL DEN ANVENDTE
ståltrådlederen (spring derimod trin
4, 5, 6, 7, 8
over).
TRÅDS DIAMETER OG TYPE, SAMT AT DE ER KORREKT
9-
Når man skruer kontaktrøret til aluminium på igen, skal man sørge
M O N T E R E T . D E R S K A L I K K E A N V E N D E S
for, at det kommer i berøring med lederen.
BESKYTTELSESHANDSKER, MENS TRÅDEN FØRES IND.
10-
I den modsatte ende af lederen (den side, hvor brænderen
- Åbn hasperummet.
tilkobles) skal man indsætte messingniplen og O-ringen, hvorved
- Anbring trådspolen på haspen Og sørg for, at trådens ende vender
lederen skal presses let, og spærremøtrikken skal strammes. Den
opad; undersøg om haspens trækpind befinder sig i det rigtige hul
overskydende del af trådlederen fjernes senere efter behov (se
(1a)
.
(13)
.
- Frigør trykrullen/-erne og fjern den/dem fra den/de nedre rulle/-r
Tag kapillarrøret til stålledere ud af trådtrækanordningens
(2a)
.
brænderovergangsrør.
-
Undersøg om trækrullen/-erne egner sig til den anvendte tråd
(2b)
.
11-
DER SKAL IKKE ANVENDES NOGET KAPILLARRØR til
- Frigør trådens ende, skær det ujævne stykke lige over uden at
aluminiumledere med en diameter på 1,6-2,4mm (gul); lederen
danne grater; drej spolen mod uret og stik trådens ende ind i
føres derefter ind i brænderovergangsrøret uden dette.
indgangstrådlederen. Pres den 50-100 mm ind i brænderens
Skær kapillarrøret til alumiuniumledere med en diameter på 1-
forbindelsesstykkes trådleder
(2c)
.
1,2mm (rød) over, så den måler cirka 2mm mindre end stålrøret,
- Sæt trykrullen/-erne tilbage igen og indstil dens/deres tryk på en
og sæt det fast på lederens frie ende.
middelværdi. Kontrollér om tråden sidder korrekt i den nederste
12-
Sæt brænderen ind i trådtrækanordningens overgangsrør og
rulles hulrum
(3)
.
spær den; mærk lederen 1-2mm fra rullerne; tag brænderen ud
- Nedsæt haspens hastighed en lille smule ved at dreje på
igen.
reguleringsskruen midt på haspen
(1b)
.
13-
Skær lederen over ved den ønskede længde, uden at deformere
- Fjern dysen og kontaktrøret
(4a)
.
indgangshullet.
Indret brænderen igen i trådtrækanordningens overgangsrør og
- Sæt stikket i stikkontakten, tænd for svejsemaskinen ved at trykke
påmontér gasdysen.
på brænderknappen eller trådfremføringsknappen på styrepanelet
(såfremt dette forefindes) og slip den først, når trådens ende stikker
6 MIG/MAG-SVEJSNING
10-15 cm ud på forsiden af brænderen efter at have gennemløbet
SHORT ARC OVERFØRINGSMÅDE (KORT LYSBUE)
hele trådhylstret.
Elektrodernes smeltning og dråbeadskillelse sker gennem gentagede
______________________________________________________
kortslutninger (op til 200 gange pr. sek.) fra enden af tråden til
smeltebadet.
GIV AGT! Ved denne fremgangsmåde er tråden udsat for
Ulegeret og lavtlegeret stål
spænding og mekanisk kraft. Hvis man ikke træffer de
- Egnet tråddiameter:
0,6-1,2mm
nødvendige forholdsregler, opstår der således fare for elektrisk
- Svejsespændingens omfang:
40-210A
stød, læsioner og tænding af elektriske lysbuer:
- Buespændingens omfang:
14-23V
______________________________________________________
- Egnede gasarter:
CO , Ar/CO , Ar/CO /O
2
2
2
2
Rustfrit stål
-
Undlad at rette brænderens mundstykke mod kroppen.
- Egnet tråddiameter:
0,8-1mm
-
Sørg for at brænderen ikke kommer i nærheden af gasbeholderen.
- Svejsespændingens omfang:
40-160A
-
Montér kontaktrøret og mundstykket på brænderen igen
(4b)
.
- Buespændingens omfang:
14-20V
-
Sørg for at tråden glider regelmæssigt; indstil rullernes tryk og
- Egnede gasarter:
Ar/O , Ar/CO (1-2%)
haspens bremsning så lavt som muligt, og pas på, at tråden ikke
2
2
glider ind i hulrummet, og at vindingerne ikke løsnes ved
Aluminium og legeringer
standsning, fordi spolen er for træg.
- Egnet tråddiameter:
0,8-1,6mm
- Skær trådens ende af, når den rager 10-15 mm ud over
- Svejsespændingens omfang:
75-160A
mundstykket.
- Buespændingens omfang:
16-22V
- Luk hasperummet.
- Egnede gasarter:
Ar 99,9%
PÅSÆTNING AF TRÅDSPOLEN PÅ SPOOL GUN'EN (FIG.H)
Normalt skal kontaktrøret placeres helt op ad dysen eller rage ganske
lidt ud i fo rbindelse med de tyndeste tråde og laveste
______________________________________________
lysbuespændinger; trådens fremspring (stick-out) skal normalt udgøre
5-12mm.
GIV AGT! FØR MAN GÅR I GANG MED TRÅDPÅSÆTNINGEN,
ER DET STRENGT NØDVENDIGT AT FORVISSE SIG OM, AT DER
Anvendelsesformål:
Svejsning i samtlige stillinger, på tynde emner
ER SLUKKET FOR SVEJSEMASKINEN, OG AT DEN ER
eller første bearbejdning inde i afrundinger, fremmet af en begrænset
FRAKOBLET NETFORSYNINGEN. CHECK DESUDEN OM
varmetilførsel og let kontrollerbart bad.
- 50 -





