Сварочное оборудование Telwin TELMIG 161 1 TURBO - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.


































































- 39 -
SOLDADURA MIG/MAG
sem óxido, óleos, gorduras, solventes, etc.
MODALIDADE DE TRANSFERÊNCIA PULSE ARC (ARCO
Desencadeamento LIFT:
PULSADO) (SE PREVISTO)
O acendimento do arco eléctrodo é efectuado afastando o eléctrodo
É uma transferência
“controlada” situada na zona de funcionalidade
de tungsténio da peça a soldar. Esse sistema de desencadeamento
“spray-arc” (spray-arc modificado) e possui portanto as vantagens de
causa menos interferências electro-radiadas e reduz ao mínimo as
velocidade de fusão e falta de projecções extendendo-se a valores de
inclusões de tungsténio e o desgaste do eléctrodo.
corrente muito baixos, para satisfazer também muitas aplicações
Procedimento:
típicas do “short-arc”.
Apoiar a ponta do eléctrodo na peça, com pressão leve. Levantar o
A cada impulso de corrente corresponde o descolamento de uma gota
eléctrodo 2-3 mm com algum instante de atraso, obtendo assim o
individual do fio eléctrodo; o fenómeno realiza-se com uma frequência
desencadeamento do arco. O aparelho de soldar distribui
proporcional à velocidade de avançamento fio com lei de variação
inicialmente uma corrente IBASE, depois de alguns instantes, será
ligada ao tipo e ao diâmetro do próprio fio (valores típicos de
distribuída a corrente de soldadura configurada.
frequência: 30-300Hz).
Soldadura TIG DC
A soldadura TIG DC é apropriada a todos os aços de carbono de
Aços de carbono e baixa liga
baixa-liga e alta-liga e aos metais pesados cobre, níquel, titânio e suas
- Diâmetro dos fios utilizáveis:
0,8-1,6mm
ligas.
- Gama da corrente de soldadura:
60-360A
Para a soldadura em TIG DC com eléctrodo ao pólo (-) geralmente é
- Gama da tensão do arco:
18-32V
usado o eléctrodo com 2% de Cério (faixa colorida cinza).
- Gás utilizável:
Ar/CO , Ar/CO /O (Co
2
2
2
2
É necessário apontar axialmente o eléctrodo de Tungsténio à mola,
max 20%)
ver na FIG. P, tomando o cuidado que a ponta esteja perfeitamente
Aços inoxidáveis
concêntrica a fim de evitar desvios do arco. É importante efectuar o
- Diâmetro dos fios utilizáveis:
0,8-1,2mm
desbaste no sentido do comprimento do eléctrodo. Essa operação
- Gama da corrente de soldadura:
50-230A
deverá ser repetida periodicamente em função do uso e do desgaste
- Gama da tensão do arco:
17- 26V
do eléctrodo ou quando o mesmo tiver sido contaminado
- Gás utilizável:
Ar/O Ar/CO (1-2%)
2
2
acidentalmente, oxidado ou usado não correctamente.
Alumínio e ligas
- Diâmetro dos fios utilizáveis:
0,8-1,6mm
SOLDADURA COM ELÉCTRODO REVESTIDO MMA
- Gama da corrente de soldadura:
40-320A
É indispensável consultar as indicações do fabricante contidas na
- Gama da tensão do arco:
17-28V
embalagem dos eléctrodos utilizados que indicam a polaridade
- Gás utilizável:
Ar 99,9%
correcta do eléctrodo e a relativa corrente optimizada.
A corrente de soldadura deve ser regulada em função do diâmetro do
Normalmente o pequeno tubo de contacto deve estar no interior do
eléctrodo utilizado e do tipo de junção que se deseja executar (TAB.
injector de 5-10mm, tanto mais quanto mais é elevada a tensão de
7).
arco; o comprimento livre do fio (stick-out) é normalmente
Deve ser salientado que com igualdade de diâmetro do eléctrodo,
compreendido entre 10 e 20mm.
valores elevados de corrente serão utilizadas para soldaduras no
plano, enquanto para soldaduras na vertical ou na extremidade
Aplicação
: soldadura em “posição” sobre espessuras médio-baixas e
deverão ser utilizadas correntes mais baixas.
sobre materiais termicamente susceptíveis,
especialmente adapta
As características mecânicas da junção soldada são determinadas,
para soldar sobre ligas leves (alumínio e ligas do mesmo)
para além da intensidade de corrente escolhida, pelos outros
também sobre espessuras inferiores a 3mm
.
parâmetros de soldadura, tais como comprimento do arco, velocidade
e posição de execução, diâmetro e qualidade dos eléctrodos (para
REGULAÇÃO DOS PARÂMETROS DE SOLDADURA
uma conservação correcta manter os eléctrodos protegidos da
Gás de protecção
humidade, guardados nas embalagens ou caixas específicas).
O fluxo do gás de protecção deve ser:
As características da soldadura dependem também do valor ARC-
short arc:
8-14 l/min
FORCE (comportamento dinâmico) do aparelho de soldar.
em função da intensidade da corrente de soldadura e do diâmetro do
Deve ser observado que valores altos de ARC-FORCE dão maior
orifício.
penetração e permitem a soldadura em qualquer posição tipicamente
com eléctrodos básicos , valores baixos de ARC-FORCE permitem
Corrente de soldadura.
um arco mais macio e sem pulverizados tipicamente com eléctrodos
É estabelecida por um dado diâmetro de fio pela sua velocidade de
rutílios.
avanço. Deve ser observado que, com necessidade de corrente igual,
O aparelho de soldar é também equipado com dispositivos HOT
a velocidade de avanço do fio é inversamente proporcional ao
START e ANTI STICK que garantem arranques fáceis e ausência de
diâmetro do fio utilizado.
colagem do eléctrodo à peça.
Os valores indicativos da corrente em soldadura manual para os fios
usados geralmente são ilustrados na tabela (TAB. 5).
Procedimento
Mantendo a máscara DIANTE DO ROSTO, esfregar a ponto do
Tensão de arco
eléctrodo na peça a soldar executando um movimento como se fosse
A tensão de arco é regulável pelo operador virando o codificador
acender um fósforo; este é o método mais correcto para desencadear
(FIG.C (5)); a mesma se adapta à velocidade de avanço do fio
o arco.
(corrente) escolhida segundo o diâmetro do fio utilizado e à natureza
ATENÇÃO: NÃO BATER o eléctrodo na peça; arriscar-se-ia de
do gás de protecção, de modo progressivo conforme a relação
danificar o revestimento tornando o desencadeamento do arco difícil.
seguinte que fornece um valor médio:
Tão logo desencadeado o arco, procurar manter uma distância da
U = (14 + 0,05 x I )
2
2
peça equivalente ao diâmetro do eléctrodo utilizado e manter esta
onde:
U :Tensão de arco em volt;
2
distância a mais constante possível durante a execução de soldadura;
I : Corrente de soldadura em ampère.
2
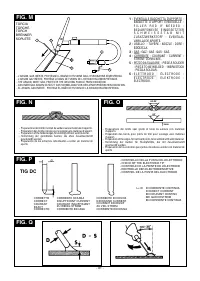
lembrar que a inclinação do eléctrodo no sentido do avanço deverá ser
de aproximadamente 20-30 graus (FIG.Q).
Qualidade da soldadura
No fim do cordão de soldadura, colocar a extremidade do eléctrodo
A qualidade do cordão de soldadura simultaneamente à quantidade
ligeiramente para trás em relação à direcção de avanço, acima da
m í n i m a d e p u l v e r i z a ç õ e s p r o d u z i d a , s e r á d e t e r m i n a d a
cratera para efectuar o enchimento, depois levantar rapidamente o
principalmente pelo equilíbrio dos parâmetros de soldadura: corrente
eléctrodo do banho de fusão para obter o desligamento do arco
(velocidade do fio), diâmetro do fio, tensão de arco, etc.
(Aspectos do cordão de soldadura - FIG. R)
.
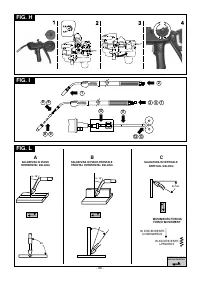
Da mesma maneira a posição da tocha deverá ser adequada às
imagens na figura (FIG. L), a fim de evitar produção excessiva de
7. MANUTENÇÃO
pulverizações e defeitos do cordão.
______________________________________________________
Também a velocidade de soldadura (velocidade de avanço ao longo
da junção) é um elemento determinante para a execução correcta do
ATENÇÃO! ANTES DE EXECUTAR AS OPERAÇÕES DE
cordão; da mesma deverá ser levado em conta com igualdade dos
MANUTENÇÃO, VERIFICAR QUE A MÁQUINA DE SOLDA
outros parâmetros, sobretudo com relação à penetração e do formato
ESTEJA DESLIGADA E DESCONECTADA DA REDE DE
do próprio cordão.
ALIMENTAÇÃO.
Os defeitos mais comuns de soldadura estão resumidos na TAB. 8
______________________________________________________
SOLDADURA TIG (DC)
MANUTENÇÃO ORDINÁRIA
A soldadura TIG é um processo de solda que aproveita o calor
AS OPERAÇÕES DE MANUTENÇÃO ORDINÁRIA PODEM SER
produzido pelo arco eléctrico que é desencadeado, e mantido, entre
EXECUTADAS PELO OPERADOR.
um eléctrodo não fusível (Tungsténio) e a peça a soldar. O eléctrodo
de Tungsténio é sustentado por uma tocha adequada para transmitir-
Tocha
lhe a corrente de soldadura e proteger o próprio eléctrodo e o banho
- Evitar de apoiar a tocha e seu cabo sobre peças quentes; isto
de solda da oxidação atmosférica mediante um fluxo de gás inerte
causará a fusão dos materiais isolantes colocando-a rapidamente
(normalmente Argónio: Ar 99,5%) que sai pelo bico cerâmico (FIG. M).
fora de serviço.
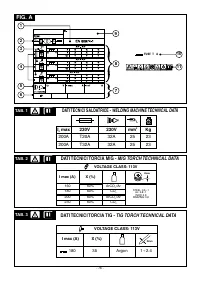
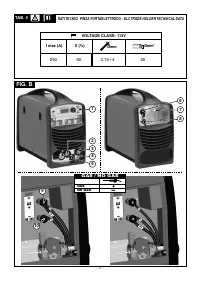
Para uma boa soldadura é indispensável usar o diâmetro exacto de
- Verificar periodicamente a vedação da tubulação e conexões de
eléctrodo com a corrente exacta, ver tabela (TAB. 6).
gás.
A projecção normal do eléctrodo pelo bico cerâmico é de 2-3 mm e
- A cada substituição da bobina de arame insuflar com ar
pode atingir 8mm para soldaduras de canto.
comprimido seco (max 5bars) na camisa de guia do fio, verificar a
A soldadura é efectuada pela fusão das abas da junção. Para
sua integridade.
espessuras finas preparadas oportunamente (até cerca de 1 mm) não
- Controlar, pelo menos uma vez por dia, o estado de desgaste e a
é necessário material de enchimento (FIG. N).
montagem correta das partes terminais da tocha: bico, tubo de
Para espessuras superiores são necessárias varetas com a mesma
contato, difusor de gás.
composição do material base e com diâmetro adequado, com
Alimentador de fio
preparação específica para abas (FIG. O). Para um bom resultado da
- Verificar com freqüência o estado de desgaste dos rolos de tração
soldadura, é oportuno que as peças estejam rigorosamente limpas e
do arame, remover periodicamente o pó metálico que se deposita





