Сварочное оборудование Telwin TELMIG 161 1 TURBO - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.


































































tapahtuu langan etenemisnopeuteen suhteutetulla taajuudella,
TIG DC-hitsausta varten elektrodi navassa (-) käytetään yleensä
langan tyypin ja halkaisijan vaihtelun perusteella (tyypilliset taajuudet:
elektrodia, jossa on 2 % ceriumia (harmaa värinauha).
30-300Hz).
On välttämätöntä teroittaa pituussuunnassa tungsteeni-elektrodi
Hiili- ja seosteräkset
tahkoon, katso KUVA P, huolehtien, että kärki on täysin keskitetty
- Sopiva Langan läpimitta:
0,8-1,6mm
kaaren poikkeamien välttämiseksi. On tärkeää hioa elektrodi
- Hitsaussähkön kantama:
60-360A
pituussuunnassa. Tämä toimenpide tulee toistaa jaksoittain elektrodin
- Kaaren jännitekantama:
18-32V
käytön ja kulumisen mukaan tai sen ollessa likaantunut, hapettunut tai
- Sopivat kaasut:
Ar/CO , Ar/CO /O (Co max 20%)
väärinkäytetty.
2
2
2
2
Ruostumattomat teräkset
MMA-HITSAUS PÄÄLLYSTETYLLÄ ELEKTRODILLA
- Sopiva Langan läpimitta:
0,8-1,2mm
On välttämätöntä katsoa valmistajan ohjeet käytettävien elektrodien
- Hitsaussähkön kantama:
50-230A
pakkauksesta, joista selviää elektrodin oikeanlainen napaisuus ja
- Kaaren jännitekantama:
17-26V
niille kuuluva optimaalinen virta.
- Sopivat kaasut:
Ar/O , Ar/CO (1-2%)
2
2
Hitsausvirta säädetään käytettävän elektrodin halkaisijan sekä
Alumiini ja seokset
tehtäväksi halutun liitostyypin mukaan (TAUL. 7).
- Sopiva Langan läpimitta:
0,8-1,6mm
Ota huomioon, että mikäli elektrodin halkaisija on samansuuruinen,
- Hitsaussähkön kantama:
40-320A
isoja virran ar vo ja käytetään va akahitsaukseen, kun taas
- Kaaren jännitekantama:
17-28V
pystysuunnassa tai päällä tehtävään hitsaukseen käytetään
- Sopivat kaasut:
Ar 99,9%
matalampia virran arvoja.
Tyypillisesti kontaktiputken on oltava suuttimen sisällä noin 5-10mm,
Liitoksen mekaaniset ominaisuudet määräytyvät valitun virran tehon
sitä enemmän mitä korkeampi kaaren jännite on; langan vapaa pituus
lisäksi muiden hitsausparametrien mukaan, kuten kaaren pituus,
(stick-out) on normaalisti 10 20mm.
suorituksen nopeus ja asento, elektrodien halkaisija sekä laatu
Sovellus
: hitsaus ”asennossa” keskipaksuisille/ohuille sekä
(elektrodien säilyttämiseksi oikein pidä ne suojassa kosteudelta niille
lämpöherkille materiaaleille,
soveltuu erityisen hyvin kevytseosten
tarkoitetuissa säilytysrasioissa).
hitsaukseen (alumiini ja alumiiniseokset), myös alle 3mm:n
Hitsausominaisuudet riippuvat hitsauslaitteen ARC-FORCE -arvosta
paksuuksille.
(dynaaminen käyttäytyminen).
Ota huomioon, että korkeilla ARC-FORCE:n arvoilla saadaan
HITSAUSPARAMETRIEN SÄÄTÖ
suurempi tunkeuma ja niillä voidaan hitsata missä tahansa asennossa
Suojakaasu
yleensä emäksisillä elektrodeilla. Matalilla ARC-FORCE:n arvoilla
Suojakaasun määrän on oltava:
saadaan pehmeämpi kaari ilman roiskeita yleensä rutiilielektrodeilla.
short arc:
8-14 l/min
Lisäksi hitsauslaite on varustettu HOT START ja ANTI STICK
hitsausvirran suuruuden sekä suuttimen halkaisijan mukaan.
ominaisuuksilla, jotka varmistavat helpon sytytyksen sekä estävät
elektrodin liimautumisen kappaleeseen.
Hitsausvirta
Määritellään tiettyä langan halkaisijaa varten sen etenemisnopeuden
Menettely
mukaan. Ota huomioon, että vaaditun virran ollessa yhtä suuri langan
Pitäen naamaria KASVOJEN EDESSÄ pyyhkäise elektrodin päätä
etenemisnopeus on käänteisesti suhteessa käytettyyn langan
hitsattavaan kappaleeseen tehden samaa liikettä kuin tulitikkua
halkaisijaan.
sytytettäessä; tämä on oikein tapa kaaren sytyttämiseksi.
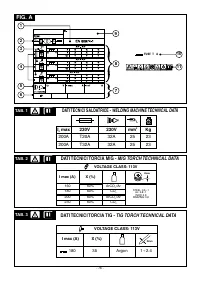
Käsinhitsauksessa hitsausvirran arvot yleisimmin käytetyille langoille
HUOMIO: ÄLÄ NAPUTA elektrodia kappaleelle; päällystys saattaa
ovat taulukossa (TAUL 5).
vaurioitua vaikeuttaen kaaren sytytyksen.
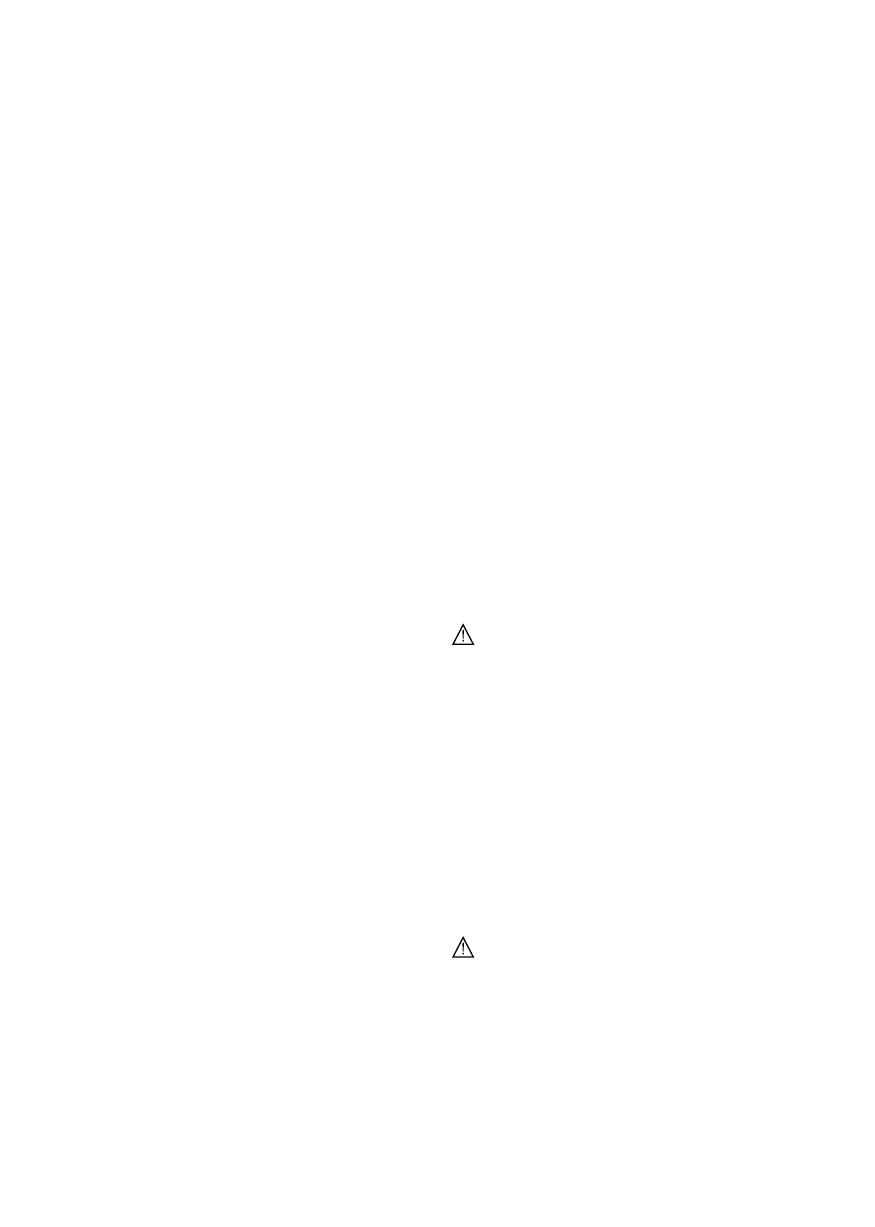
Kaaren sytyttyä koita säilyttää käytettävän elektrodin halkaisijan
Kaaren jännite
s u u r u i n e n e t ä i s y y s k a p p a l e e s t a j a p i d ä t ä m ä e t ä i s y y s
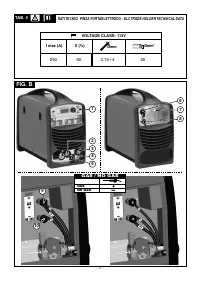
Kaaren jännite on säädettävissä pyörittämällä encoderia (KUVA C
mahdollisimman samana hitsaustoimenpiteen aikana; muista, että
(5)); se sovittautuu valittuun langan etenemisnopeuteen (virta)
elektrodin kallistumisen etenemissuuntaan on oltava noin 20-30
käytetyn langan halkaisijan sekä suojakaasutyypin mukaan
astetta (KUVA Q).
progressiivisesti seuraavassa suhteessa, josta saadaan keskiarvo:
Hitsausnuoran lopussa, vie elektrodin pää kevyesti taaksepäin
U = (14 + 0,05 x I )
2
2
suhteessa etenemissuuntaan kraaterin yläpuolelle sen täytön
jossa :
U : kaaren jännite volteissa;
2
suorittamiseksi nosta sitten elektrodi nopeasti liitossulasta kaaren
I : hitsausvirta ampeereissa.
2
sammuttamiseksi
(Hitsausnuoran ulkomuodot KUVA R)
.
Hitsauksen laatu
7. HUOLTO
Hitsausnuoran laatu ja samanaikaisesti mahdollisimman vähäinen
______________________________________________________
s y n t y n e i d e n r o i s k e i d e n m ä ä r ä m ä ä r i t t y y p ä ä a s i a s s a
hitsausparametrien tasapainosta: virta (langan nopeus), langan
HUOM.! ENNEN HUOLTOTOIMENPITEIDEN ALOITTAMISTA
halkaisija, kaaren jännite jen.
ON VARMISTETTAVA, ETTÄ HITSAUSKONE ON SAMMUTETTU
Samaan tapaan hitsauspään asento sovitetaan kuvitukseen (KUVA L)
niin, että vältetään liiallinen roiskeiden syntyminen sekä
JA IRROTETTU SÄHKÖVERKOSTA.
hitsausnuoran virheet.
______________________________________________________
Myös hitsausnopeus (liitosta pitkin etenemisen nopeus) määrittää
hitsausnuoran oikeanlaista suoritusta; tämä on otettava yhtälailla
TAVALLINEN HUOLTO
huomioon muiden parametrien kanssa, varsinkin tunkeutumisen
KÄYTTÄJÄ VOI SUORITTAA TAVALLISET
lopussa sekä itse hitsausnuoran muodostuksessa.
HUOLTOTOIMENPITEET.
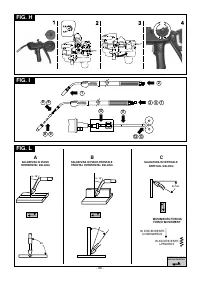
Poltin
Yleisimmät hitsausvirheet on koottu
TAUL 8
.
- Vältä polttimen ja sen johdon asettamista kuumien osien päälle;
eristysmateriaalit voivat sulaa kuumassa, jolloin laite vahingoittuu.
TIG-HITSAUS (DC)
- Tarkista säännöllisesti letkujen ja kaasun liitännät.
TIG-hitsaus on hitsausmenetelmä, joka käyttää hyödykseen
- Puhalla kuivaa paineilmaa (max 5bar) langanohjaimen
sähkökaaren tuottamaa lämpöä, joka sytytetään ja ylläpidetään
suojaputkeen jokaisen lankakelan vaihdon yhteydessä ja tarkista
sulamattoman elektrodin (Tungsteeni) ja hitsattavan kappaleen välillä.
ohjaimen kunto.
Tungsteeni-elektrodia tukee hitsauspää, joka välittää siihen
- Tarkista ainakin kerran päivässä polttimen kuluminen ja sen päässä
hitsausvirran ja suojaa itse elektrodia sekä hitsaussulaa ilman
olevien osien kiinnitys: suukappale, kosketusputki, kaasusuutin.
hapetukselta jalokaasuvuodon avulla (yleensä Argon: Ar 99,5%), joka
tulee keraamisesta suuttimesta (KUVA M).
Langansyöttölaite
Hyvän hitsauksen kannalta on välttämätöntä käyttää tarkkaa
- Poista säännöllisesti syöttäjän ympärille (rullat ja langanohjaimen
elektrodin halkaisijaa oikealla virralla, katso taulukko (TAUL. 6).
s i s ä - j a u l k o a u k o t ) k e r ä ä n t y n y t p ö l y t a r k a s t a a k s e s i
Elektrodin normaali ulkonema keraamisesta suuttimesta on 2-3 mm ja
langansyöttörullien kulumisen.
voi olla jopa 8 mm kulmahitsausta varten.
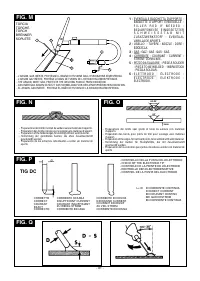
Hitsauksessa liitoksen laidat sulavat yhteen. Ohuilla paksuuksilla,
ERIKOISHUOLTO
jotka on asianmukaisesti valmistettuja (noin 1 mm:in asti) ei tarvita
A I N OA S TA A N A M M AT T I TA I TO I N E N H E N K I L Ö S T Ö S A A
tukimateriaalia (KUVA N).
SUORITTAA ERIKOISHUOLTOTOIMENPITEITÄ.
S u u r e m m i l l a p a k s u u k s i l l a t a r v i t a a n s a m a s t a
______________________________________________________
perusmateriaaliyhdistelmästä ja sopivan halkaisijan suuruisia
sauvoja, joissa on tarkoituksen mukaisesti valmistetut laidat (KUVA
HUOM.! ÄLÄ MILLOINKAAN POISTA PANEELEJA TAI
O). Hyvän hitsaustuloksen kannalta on suositeltavaa, että kappaleet
on huolellisesti puhdistettuja eikä niissä ole oksidia, öljyä, rasvaa,
TYÖSKENTELE HITSAUSKONEEN SISÄLLÄ, JOS KONETTA EI
liuottimia jne.
OLE SAMMUTETTU JA IRROTETTU SÄHKÖVERKOSTA.
______________________________________________________
LIFT-sytytys:
Sähkökaaren sytytys tapahtuu viemällä tungsteeni-elektrodi pois
Toimintojen tarkistus hitsauskoneen ollessa jännitteellinen voi
hitsattavasta kappaleesta. Tämä sytytystapa aiheuttaa vähemmän
johtaa vakavaan sähköiskuun, jos jännitteellisiin osiin kosketaan
sähkösäteilyhaittoja sekä minimoi tungsteeni-sulkeumat sekä
s u o r a a n , j a / t a i l a i t t e e n l i i k k u v i e n o s i e n a i h e u t t a m a a n
elektrodin kulumisen.
loukkaantumiseen.
Menettely:
- Tarkasta kone säännöllisesti käyttömäärien ja työalueen
Aseta elektrodin pää kappaleelle painaen kevyesti. Kohota elektrodia
pölyisyyden mukaan. Tarkista koneen sisäpuoli ja poista
2-3 mm hetken viivästyksellä saaden näin aikaan kaaren syttymisen.
muuntajan, reaktanssin ja tasasuuntaajan päälle kerääntynyt pöly
Hitsauslaite tuottaa aluksi IBASE-virtaa ja muutaman hetken kuluttua
kuivalla paineilmalla (max 10bar).
se tuottaa asetettua hitsausvirtaa.
- Älä kohdista paineilmasuihkua piirikortteihin, vaan puhdista ne
hyvin pehmeällä harjalla tai tarkoitukseen sopivilla liuottimilla.
TIG DC-HITSAUS
- Tarkista vähän väliä, että sähkökytkennät ovat kunnolla kiinni ja
TIG DC-hitsaus sopii kaikille hiiliteräksille, niukkaseosteisille ja
etteivät kaapelien eristykset ole vioittuneet.
runsasseosteisille sekä raskasmetalleille, kupari, nikkeli titaani sekä
- Kun tarkistustoimenpiteet on suoritettu, asenna hitsauskoneen
niiden seokset.
paneelit jälleen paikoilleen kiristäen kaikki kiinnitysruuvit hyvin.
- 57 -





