Сварочное оборудование Telwin TELMIG 161 1 TURBO - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.































































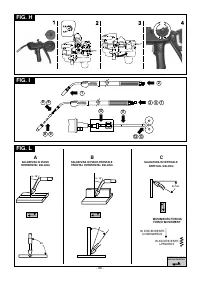



Spiralkappe for ståltråd
funksjonsområdet (modifiert spray arc) og kan derfor bruke alle
fordelene med fusjonsfordeler og mangel av flyvende formål ved
1-
Løsne på munstykket og sveisebrennerens hodes kontaktrør.
meget lave strømverdier, som kan tilfredsstille mange andre typiske
2-
Løsne kappestoppets mutter på midtkontakten og fjern kappen
“short arc”-applikasjoner.
som er der.
For hver strømimpuls, løsner en enkelt dråpe fra elektrodtråden; dette
3-
Sett inn den nye kappen i ledningen mellom kabel-sveisebrenner
fenomenet skjer med en frekvense som er proporsjonerlig med
og trykk den lett til den kommer ut fra sveisebrennerens hode.
trådens fremgangshastighet med variasjoner som gjelder type og
4-
Skru fast kappens blokkeringsmutter manuelt.
diameter på selve tråden (typiske frekvenseverdier: 30-300Hz).
5-
Kutt kappen som er altfor lang og trykk den sammen litt; fjern den
Kullstål og stål med lave legeringer
igjen fra sveisebrennerens kabel.
- Passende tråddiameter:
0,8-1,6mm
6-
Slip kuttesonen på kappen og sett den tilbake inn i ledningen
- Sveisestrøm:
60-360A
mellom kabel-sveisebrenner igjen.
- Buespenning:
18-32V
7-
Monter tilbake mutteren ved å bruke en nøkkel.
- Passende gasser:
Ar/CO , Ar/CO /O (CO max 20%)
8-
Monter tilbake kontaktrøret og munstykket.
2
2
2
2
Rustfritt stål
- Passende tråddiameter:
0,8-1,2mm
Kappe i syntetmaterial for aluminiumtråder
- Sveisestrøm:
50-230A
Utfør operasjonene
1, 2, 3
som er indikert for stålkappen (ute å utføre
- Buespenning:
17-26V
fasene
4, 5, 6, 7, 8
).
- Passende gasser:
Ar/O , Ar/CO (1-2%)
9-
Skru fast kontaktrøret for aluminium og kontroller at den kommer i
2
2
Aluminium og legeringer
kontakt med kappen.
- Passende tråddiameter:
0,8-1,6mm
10-
Sett inn kappens motsatte ende (sveisebrennerens festside),
- Sveisestrøm:
40-320A
nippelen i messine, OR-ringen og stram siden kappens
- Buespenning:
17-28V
festemutter ved å holde kappen lett intrykt. Ekstra isolering skal
- Passende gasser:
Ar 99,9%
fjernes senere
(se (13))
. Fjern kapillærrøret for stålkapper frå
Kontaktrøret skal være 5-10mm inni smørenippelen, mer hvis
sveisebrennerens skjøte på trådtrekkerenheten.
buespenningen er høy; trådens frie lengde (stick-out) skal normalt
11-
DET ER INGET KAPILLÆRRØR for aluminiumskjøter med en
være mellom 10 og 20mm.
diameter på 1,6-2,4mm (gul farge); erfor blir kappen innsatt i
Applisering
: sveising i “posisjon” på mellomstore-små tykkelser og på
sveisebrennerens skjøte uten det. Kutt kapillærrøret for
materialer som er termisk følsomme,
spesielt egnet for sveising på
aluminiumkapper med en diameter på 1-1,2mm (rød farge) til et
lette legeringer (aluminium og dens legeringer) og på tykkelser
verdi som understiger stålrørets verdi med 2mm omtrent og sett
som er under 3mm.
inn det på kappens frie ende.
12-
Sett inn og blokker sveisebrenneren i trådtrekkerskjøtet: marker
REGULERING AV SVEISEPARAMETRENE
kappen 1-2mm fra valsen; jern sveisebrenneren igjen.
Vernegass
13-
Kutt kappen til ønsket lengde, uten å deformere inngangshullet.
Forsyningen av vernegassen skal være:
Monter tilbake sveisebrenneren på trådtrekkerskjøtet og monter
short arc:
8-14 l/min
gassmunstykket.
I samsvar med sveisestrømmens intensitet og munstykkets diameter.
6. MIG/MAG-SVEISING
Sveisestrøm
MODUS FOR OVERFØRELSE MED KORT BUE (SHORT ARC)
Den bestimms for en tråddiameter i samsvar med matehastigheten.
Smelting av elektrodetråden og fjerning av drypp utføres gjennom
Observer at med den strøm som trenges er trådhastighetens
repeterende kortslutninger (opp til 200 ganger pr sekund) fra spissen
fremgång omvendt proporsjonerlig med diameteren på den tråd som
av tråden til sveisesømmen.
er brukt.
Kullstål og stål med lave legeringer
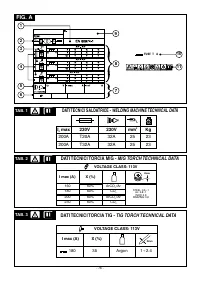
Verdiene som er indikert for sveisestrømmen for trådene som er brukt
- Passende tråddiameter:
0,6-1,2mm
er indikert i tabellen (TAB. 5).
- Sveisestrøm:
40-210A
- Buespenning:
14-23V
Buespenning
- Passende gasser:
CO , Ar/CO , Ar/CO /O
2
2
2
2
Buespenningen kan reguleres av operatøren ved å dreie encoderen
Rustfritt stål
(FIG.C (5)); den tilpasser seg til trådens fremgangshastighet (strøm)
- Passende tråddiameter:
0,8-1mm
som du valgt i samsvar med diametern på tråden som er brukt og type
- Sveisestrøm:
40-160A
av vernegass, progressivt i samsvar med følgende formel som
- Buespenning:
14-20V
forsyner et medelverdi:
- Passende gasser:
Ar/O , Ar/CO (1-2%)
2
2
U = (14 + 0,05 x I )
2
2
Aluminium og legeringer
hvor:
U : buespenning i volt;
2
- Passende tråddiameter:
0,8-1,6mm
I : sveisestrøm i ampere.
2
- Sveisestrøm:
75-160A
- Buespenning:
16-22V
Sveisingens kvalitet
- Passende gasser:
Ar 99,9%
Kvaliteten på sveisekanten og minimums kvantitet av sprøyt som blir
Kontaktrøret skal være i linje med munstykket eller lett skyve frem med
produsert blir avgjort av balansen mellom sveiseparametrene: strøm
tynne tråder og lav buespenning; trådens frie lengde (stick-out) skal
(trådhastighet), trådens diameter, buespenning etc.
normalt være mellom 5 og 12mm.
På samme måte skal sveisebrennerens posisjon tilpases til bildene i
Applisering:
sveising i enhver stilling, på tynne overflater eller for
figuren (FIG. L) for å unngå altfor mye sprøyt og sveisedefekter.
første sveising innenfor avrundninger med begrenset termisk effekt og
Også sveisehastigheten (fremgangshastigheten langs kanten) er en
kontrollerbart bad.
avgjørende faktor for en korrekt sveising og den er like viktig som de
Bemerk:
øverførelsen SHORT ARC for sveising av aluminium og
andre parametrene, spesielt for penetrasjon og for å gi kanten korrekt
legeringer skal utføres med stort omhu (spesielt med tråder som har
form.
en diameter >1mm) da de kan være risiko for fusjonsdefekter.
Vanlige sveisedefekter er indikert i
TAB.8
.
OVERFØRELSESMODUS MED SPRØYTEBUE (SPRAY ARC)
Her benyttes høyere spenning og strøm enn for kortbuesveising for å
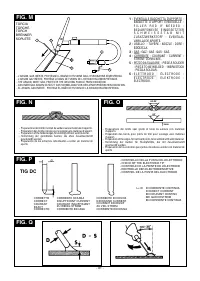
TIG-SVEISING (DC)
oppnå smelting av tråden. Trådspissen kommer ikke i kontakt med
TIG-sveising er en sveiseprosedyre som bruker varmen som blir
sveisefugen, en bue former spissen og gjennom den flyter en strøm av
produsert av den elektriske buen som blir aktivert mellom en
metalldråper. Disse er produsert av den kontinuerlige smeltingen av
tungstenselektrod og stykket som skal sveises. Tungstenselektroden
elektrodetråden uten at kortslutning er involvert.
blir holdt oppe av en sveisebrenner som kan overføre sveisestrømmen
Kullstål og stål med lave legeringer
og beskytte elektroden og sveisebadet mot oksidering ved hjelå av et
- Passende tråddiameter:
0,8-1,6mm
inert gassfløde (normalt Argon: Ar 99,5%) som kommer ut fra
- Sveisestrøm:
180-450A
kjeramikkmunstykket (FIG. M).
- Buespenning:
24-40V
Det er uunngjengelig for en god sveising å bruke en elektrod med
- Passende gasser:
Ar/CO , Ar/CO /O
eksakt diameter og eksakt strøm, se tabellen (TAB.6).
2
2
2
Elektrodens normale fremspring fra kjeramikkmunstykket er 2-3 mm
Rustfritt stål
og kan nå 8 mm for vinkelsveising.
- Passende tråddiameter:
1-1,6mm
Sveisingen skjer med fusjon av kantene. For tynne stykker (opp til 1
- Sveisestrøm:
140-390A
mm) trenges ingen støttematerial (FIG. N).
- Buespenning:
22-32V
For tykkere deler skal du bruke stenger av samme materiale og egnet
- Passende gasser:
Ar/O , Ar/CO (1-2%)
2
2
diameter med egnet forberedelse av kantene (FIG. O). Det er egnet for
Aluminium og legeringer
et godt sveiseresultat at stykkene er ordentligt rene og frie fra oksid,
- Passende tråddiameter:
0,8-1,6mm
olje, smørefett, løsningsmidler, etc.
- Sveisestrøm:
120-360A
- Buespenning:
24-30V
LIFT-aktivering:
- Passende gasser:
Ar 99,9%
Den elektriske buen blir aktiver t automatisk ved å fjer ne
Typisk skal kontaktrøret være 5-10mm i munstykket, jo lenger inn jo
t u n g s t e n e l e k t r o d e n f ra s t y k ke t s o m s k a l s ve i s e s. D e n n e
høyere buespenningen er; trådens frie lengde (stick-out) skal normalt
aktiveringsmodus forårsaker mindre problemer av elektrisk type og
være mellom 10 og 20mm. I MANUELT MODUS (“PRG 0”), dersom du
minker inklusjonen av tungsten og slitasjen på elektroden.
valgt parametrene for trådhastighet og buespenning på korrekt påte
Prosedyre:
(dvs med kompatible verdier), kan hvilket reaktanseverdi som helst
Still elektrodens spiss på stykket med ett lett trykk. Løft elektroden 2-3
velges.
mm etter noen sekund for å aktivere buen. Sveisebrenneren forsyner
Applisering:
horisontal sveising med tykkelser som ikke understiger
først en IBASE-spenning og etter noen sekund forsyner den
3 - 4 m m ( m e g e t f l y t e n d e b a d ) ; u t f ør e l s e s h a s t i g h e t e n o g
sveisebremmeren med innstilt sveisestrøm.
deponeringsgraden er meget høy (høy termisk effekt).
TIG DC-sveising
TIG DC-sveisingen er egnet for alt kullstål med lave leeringer og tunge
OVERFØRELSESMODUS MED PULSERT BUE (PULSE ARC)
metaller som kobber, nikkel, titanium og disses legeringer.
(HVIS MULIG)
For sveising i TIG DC med elektroden ved polen (-) er vanligvis
Denne overførelsen som er “kontrollert” befinner seg i “spray arc”-
- 62 -





