Сварочное оборудование Telwin TELMIG 161 1 TURBO - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.


































































on elimistöön asennettu sähköinen tai elektroninen laite.
näkyviin näytölle toimintatilat ja parametrien arvot.
b) M I G - M A G - H I T S A U K S E L L E E S I A S E T E T T U J E N
SYNERGIAOHJELMIEN LATAAMINEN
Nämä ohjelmat on esimääritetty ja tallennettu järjestelmään
valmistajan toimesta (ei muutettavissa); näiden ohjelmien avulla
käyttäjä voi valita tietyn työpisteen (joka vastaa hitsauksesta
riippumattomia eri hitsausparametrisarjoja) säätäen vain yhtä
-
Hitsauskone täyttää teknisen tuotestandardin vaatimukset
arvoa. Tämä on
SYNERGIAN
peruste, jonka avulla hitsauslaite
teollisuusympäristössä ja ammattikäytössä. Hitsauskoneen
voidaan säätää optimaalisesti ja helposti kaikkia työolosuhteita
sähkömagneettista yhteensopivuutta asuinympäristössä
varten.
käytettäessä ei taata.
c) M U K A U T E T T U J E N
O H J E L M I E N
TALLENTAMINEN/LATAAMINEN MUISTISTA
Tätä toimintoa voidaan käyttää sekä synergiaohjelmalla että
manuaalitilassa työskenneltäessä (tässä tapauksessa kaikki
LISÄVAROTOIMET
hitsausparametrit asetetaan vapaasti).Tämän toiminnon avulla
käyttäjä voi tallentaa muistiin ja ladata sieltä myöhemmin tietyn
-
HITSAUSTOIMENPITEET:
hitsausohjelman.
- ympäristössä, jossa on lisääntynyt sähköiskun vaara
Hitsauslaite on tarkoitettu käytettäväksi SPOOL GUN hitsaupäällä,
- ahtaissa tiloissa
jota käytetään alumiinin ja terästen hitsaamiseen, kun generaattorin ja
- helposti syttyvien tai räjähdysherkkien materiaalien
hitsattavan kappaleen välillä on pitkä etäisyys.
läheisyydessä
TÄYTYY arvioida etukäteen vastaavan asiantuntijan toimesta
METALLIEN HITSATTAVUUS
ja ne on aina suoritettava muiden koulutuksen saaneiden
MIG/MAG-FLUX
: Hitsauslaite on tarkoitettu alumiinin ja sen seosten
henkilöiden läsnäollessa, jotta nämä voivat auttaa
MIG-hitsaukseen sekä MIG-juottoon, joka tehdään yleensä sinkityillä
mahdollisessa hätätilanteessa.
pelleillä, sekä hiiliterästen MAG-hitsaukseen, niukkaseosteisille sekä
TÄYTYY ottaa käyttöön tekniset suojauskeinot, jotka
ruostumattomille teräksille. Lisäksi täytelankojen FLUX-hitsaus on
kuvataan TEKNISEN ERITELMÄN IEC tai CLC/TS 62081
mahdollista ilman suojakaasua (self-shielding) sovittaen hitsauspään
kohdassa 5.10; A.7; A.9.
napaisuus langan valmistajan ohjeisiin.
-
H i t s a u s o n K I E L L E T T Y k ä y t t ä j ä n n o s t a e s s a
Alumiinin ja sen seosten MIG-hitsaus on tehtävä käyttäen lankoja,
langansyöttölaitetta (esim. hihnojen avulla).
joiden täyte sopii hitsattavaan materiaaliin sekä suojakaasuun,
-
Hitsaus on KIELLETTY käyttäjän jalkojen ollessa irti maasta
puhdas Ar (99,9%).
ellei käytetä turvalavaa.
MIG-juotto voidaan tehdään yleensä sinkityillä pelleillä kupariseosta
-
ELEKTRODIN PIDINTEN JA POLTINTEN VÄLINEN JÄNNITE:
täynnä olevilla langoilla (esim. pii-kupari tai alumiini-kupari)
useammalla hitsauskoneella yhtä kappaletta tai useampaa
suojakaasulla, puhdas Ar (99,9%).
Hiiliterästen sekä niukkaseosteisten MAG-hitsaus tehdään käyttäen
sähköisesti kytkettyä kappaletta hitsattaessa kahden
sekä täysiä että täytettyjä lankoja, joiden koostumus sopii hitsattavaan
elektrodin pitimen ja polttimen välille voi syntyä vaarallinen
materiaaliin, suojakaasuun Co2, seoksiin Ar/CO2 tai Ar/CO2/O2m
tyhjäjännitteiden summa, joka saattaa ylittää sallitun rajan
(Argon yleensä > 80%).
kaksinkertaisesti.
Ruostumattomien terästen hitsaukseen käytetään yleensä
Asiantuntevan henkilön on suoritettava asianmukaiset
kaasuseoksia Ar/O2 tai Ar/CO2 (Ar yleensä > 98%).
mittaukset mahdollisen vaaran määrittämiseksi ja otettava
TIG:
Hitsauslaite sopii TIG-hitsaukseen tasavirralla (DC) LIFT -kaaren
käyttöön varokeinot, jotka kuvataan TEKNISEN ERITELMÄN
(pyyhkäisy)sytytyksellä, joka sopii käyttöön kaikilla teräksillä (hiili-,
IEC tai CLC/TS 62081 kohdassa 5.9.
niukkaseosteiset ja runsasseosteiset) sekä raskasmetalleilla (kupari,
nikkeli, titaani sekä niiden seokset) suojakaasulla, puhdas Ar (99,9%),
tai erityiskäyttöihin seoksilla Argon/Helium.
MMA:
Hitsauslaite sopii hitsaukseen MMA elektrodilla tasavirralla
JÄÄNNÖSRISKIT
(DC) kaikilla päällystetyillä elektrodityypeillä.
- KAATUMINEN: Hitsauskone on aina asetettava
PÄÄOMINAISUUDET:
vaakatasoiselle, sen painon kantavalle pinnalle.
- Virransyötön jännitteen valvonta.
- Toiminta 2T (2 aikaa)/4T (4 aikaa), Spot.
M u u s s a t a p a u k s e s s a ( e s i m . v i e t t ä v ä l l ä t a i
- Hitsauspään automaattinen tunnistus.
epätasaisella lattialla) kone on vaarassa kaatua.
- Langan nousuportaikon säätö, post-gas jälkikaasun aika, langan
loppuunpaloaika (burn-back).
- VÄÄRÄ KÄYTTÖ: Hitsauskoneen käyttö muuhun
- Yksilöllistettyjen ohjelmien muistiinlaitto/palautus.
k u i n s i l l e o s o i t e t t u u n t a r k o i t u k s e e n ( e s i m .
- SPOOL GUN hitsauspään käyttövalmius.
vesiputkiston sulattaminen) on vaarallista.
- Termostaattisuojaus.
- Napaisuuden käänteisyys (FLUX-hitsaus)
- HITSAUSKONEEN SIIRTÄMINEN: kiinnitä aina
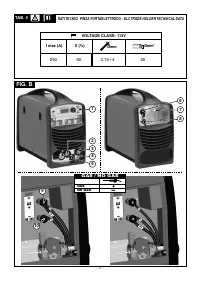
TILATTAVAT LISÄVARUSTEET
kaasupullo sopivilla apuvälineillä sen putoamisen
- Argon-kaasupullon sovitin.
välttämiseksi.
- Kärry.
- Käsikauko-ohjaus, 1 potentiometri.
- Käsikauko-ohjaus, 2 potentiometriä.
- Kytkentäkaapelipakkaus.
- Alumiinin hitsauspakkaus.
- Täytelankahitsauspakkaus.
Hitsauskoneen vaipan ja langansyöttölaitteen suojien ja
- MMA-hitsauspakkaus.
liikkuvien osien on oltava paikoillaan ennen hitsauskoneen
- TIG DC -hitsauspakkaus.
kytkemistä sähköverkkoon.
- Tummennettu naamari.
- MIG-hitsauspää.
- TIG-hitsauspää.
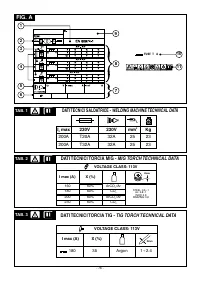
3. TEKNISET TIEDOT TYYPPIKILPI
3.1 TYYPPIKILPI
HUOMAA!: Mikä tahansa langansyöttölaitteen liikkuvia osia
Hitsauskoneen työsuoritusta koskevat tiedot löytyvät kilvestä
koskeva toimenpide, esim.
esitettynä seuraavin symbolein, joiden merkitys selitetään alla:
- Rullien ja/tai langanohjaimen vaihto
KUVA A
- Langan asettaminen rulliin
1-
EUROOPPALAINEN kaarihitsauskoneiden tur vallisuutta ja
- Lankakelan asentaminen
valmistusta käsittelevä viitestandardi.
- Rullien, hammaspyörien ja niiden alapuolisen alueen
2-
Koneen sisäisen rakenteen symboli.
puhdistus
3-
Suoritettavan hitsaustoimenpiteen symboli.
- Hammaspyörien voitelu
4- S-
symboli: osoittaa, että hitsaustoimenpiteitä voidaan suorittaa
ON SUORITETTAVA HITSAUSKONEEN OLLESSA SAMMUTETTU
ympäristössä, jossa on korkea sähköiskun vaara (esim. hyvin
JA IRROTETTU SÄHKÖVERKOSTA.
lähellä suuria metallimääriä).
5-
Syöttölinjan symboli:
2. JOHDANTO JA YLEISKUVAUS
1~: vaihtojännite yksivaiheinen;
JOHDANTO
3~: vaihtojännite kolmivaiheinen.
Nämä yksivaiheiset hitsauslaitteet ovat virranlähteitä, jotka perustuvat
6-
Vaipan suojausaste.
uusimpaan inventer igbt teknologiaan ja ovat kokonaan digitaalisesti
7-
Syöttölinjan tyypilliset luvut:
ohjattuja ja niissä on sisäänrakennettu langansyöttäjä.
- U :
Hitsauskoneen vaihtojännite ja virran taajuus (sallitut rajat
Hitsauslaitteilla on mahdollista suorittaa korkealaatuista MIG/MAG
1
±10%).
hitsausta jatkuvalla synergialla sekä Tig ja Mma -hitsausta sekä
- I
:
Suurin linjan käyttämä virta.
MIG/MAG -hitsausta pulssatulla synergialla.
1 max
Langansyöttäjä on varustettu langanvetoryhmällä, jossa on 2
- I :
:
Tehollinen syöttövirta.
1eff
moottoroitua rullaa sekä vetopaineen itsenäinen säätö. Integroidussa
8-
Hitsauspiirin toimintakyky:
digitaalisessa ohjauspaneelissa on mikroprosessorin ohjaama
- U :
Suurin tyhjäkäyntijännite (avoin hitsauspiiri).
0
säätökortti, jossa on pääasiassa kolme toimintoa:
- I /U :
Normalisoitu vastaava virta ja jännite, jotka hitsauskone voi
2
2
a) PARAMETRIEN ASETUS JA SÄÄTÖ
tuottaa hitsauksen aikana.
Tämän käyttöliittymän avulla on mahdollista asettaa ja säätää
- X :
Jaksoittainen suhde: Ilmoittaa sen ajan, jonka aikana
käyttöparametreja, valita muistiin tallennettuja ohjelmia sekä saada
hitsauskone voi tuottaa vastaavaa vir taa (sama palsta).
- 53 -





