Сварочное оборудование Telwin TELMIG 161 1 TURBO - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.


































































- Vagn.
alarmet upphör.
- Manuell fjärrkontroll med 1 potentiometer.
2-
Lysdiod för närvaro av utmatningsspänning
(utmatning aktiv).
- Manuell fjärrkontroll med 2 potentiometrar.
3-
Lysdiod som indikerar programmering av svetsen.
- Set med anslutningskablar.
4-
Alfanumerisk display med 3 siffror.
Indikerar:
- Set för svetsning av aluminium.
- svetsströmmen i ampere.
- Set för svetsning med fylld tråd.
Det värde som visas är det som har ställts in, med svetsen på
- Set för MMA-svetsning.
tomgång, medan det är det reella värdet som visas när svetsen
- Set för TIG DC-svetsning.
är i funktion.
- Mask som mörknar automatiskt.
- ett alarmmeddelande med följande betydelse:
- MIG-skärbrännare.
-
"AL. 1"
: Skyddstermostaten för den primära kretsen har ingripit
- TIG-skärbrännare.
p.g.a. överhettning av maskinen (enbart för versionen
MIG Pulse).
3.TEKNISKA DATA
-
"AL. 2"
: Någon av skyddstermostaten har ingripit p.g.a.
INFORMATIONSSKYLT
överhettning av maskinen.
Den viktigaste informationen gällande användningen av svetsen och
-
"AL. 3"
: A n o m a l i i d e n p r i m ä r a m a t n i n g e n :
dess prestationer finns sammanfattad på en informationsskylt med
matningsspänningen ligger utanför gränsvärdet +/-
följande betydelse:
15% jämför t med det värde som indikeras på
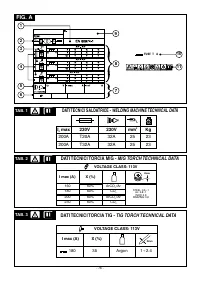
Fig. A
informationsskylten.
1-
EUROPEISK referensnorm gällande säkerhet och konstruktion av
VIKTIGT: Om den övre gräns som indikeras ovan
maskiner för bågsvetsning.
överskrids, kommer detta att skada anordningen
2-
Symbol för maskinens inre struktur.
allvarligt.
3-
Symbol för den svetsningsprocess som förutses.
-
"AL. 4"
: Anomali i den primära matningen: skyddsanordningen
4-
Symbolen
S
: indikerar att svetsning kan utföras i miljö med ökad
mot för låg spänning på matningslinjen har ingripit
risk för elektrisk stöt (t. ex. i närheten av stora metallmassor).
(enbart för versionen MIG Pulse).
5-
Symbol för matningslinjen:
-
"AL. 7"
: Man har försökt svetsa i MIG/MAG vid en för hög ström
1~: enfas växelspänning;
för själva generatorn.
3~: trefas växelspänning.
-
"AL. 8"
: Anomali i MIG/MAG-svetskretsen (enbart för versionen
6-
Höljets skyddsgrad.
MIG Pulse). VIKTIGT: i detta fall måste man, för att
7-
Matningslinjens egenskaper:
återställa alarmet, stänga av och starta anordningen
- U :
Växelspänning och frekvens för matning av maskinen (tillåtna
igen.
1
gränser ±10%).
4a, 4b, 4c, 4d, 4e- Lysdioder som indikerar aktuell måttenhet
- I
:
Maximal ström som absorberas av linjen.
(ampere, volt, sekunder, procentandel meter/minuter).
1 max
5-
Ratt för inställning av kodomvandlare.
- I :
: Reell matningsström.
1eff
Gör det möjligt att ställa in svetsströmmen.
8-
Svetsningskretsens prestationer:
6-
Knapp för att ta fram (LOAD) de personligt utformade
- U :
Maximal spänningstopp på tomgång (svetsningskretsen
0
svetsprogrammen.
öppen).
7-
Knapp för att spara (STORE) de personligt utformade
- I /U :
Motsvarande normaliserad ström och spänning som kan
2
2
svetsprogrammen.
fördelas av svetsen under svetsningen.
8-
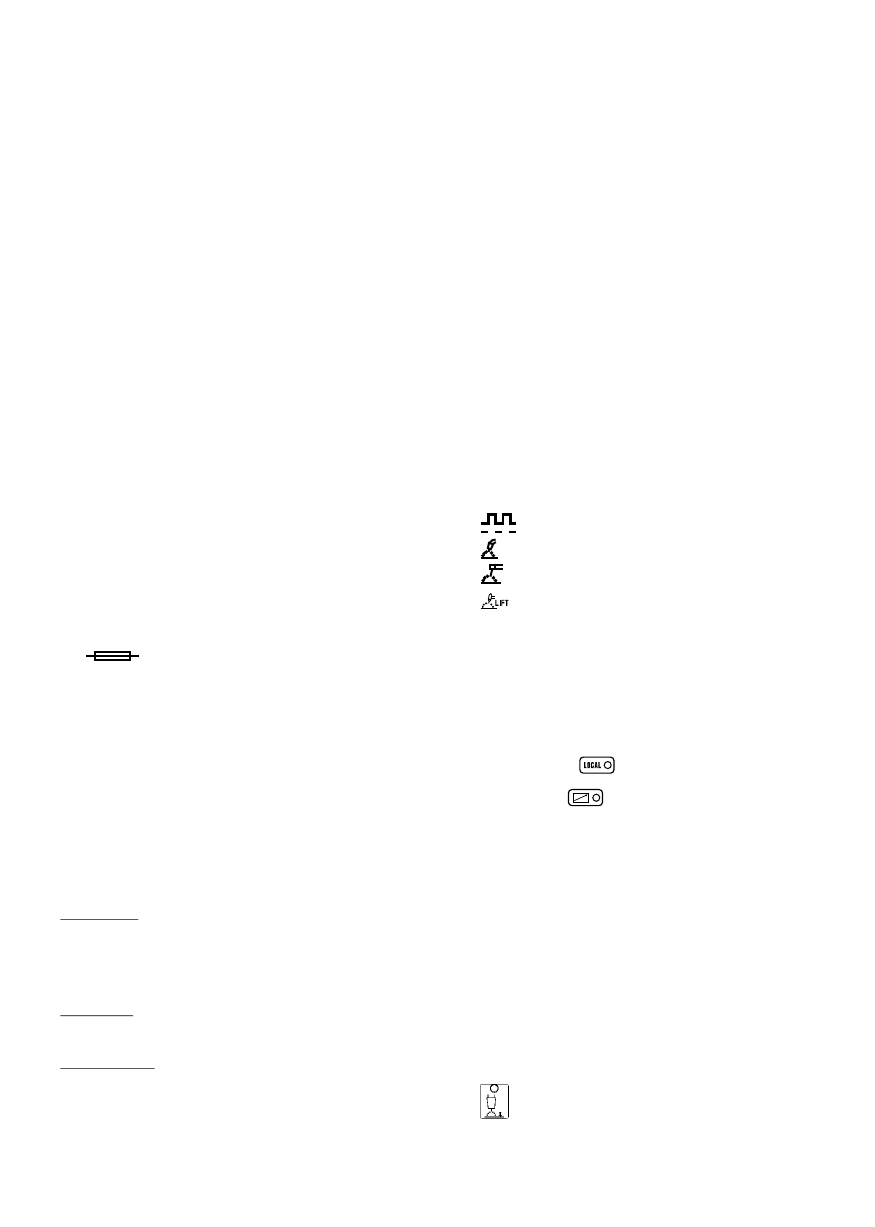
Knapp för val av tillvägagångssätt för svetsning.
- X :
Intermittensförhållande: indikerar den tid under vilken svetsen
När man trycker på knappen tänds lysdioden som motsvarar det
kan fördela den motsvarande strömmen (samma kolonn). Detta
tillvägagångssätt som man har för avsikt att använda:
uttrycks i %, baserad på en cykel på 10 min (t. ex. 60% = 6
minuters arbete, 4 minuters vila; och så vidare).
-
: MIG/MAG i PULSE ARC (där denna funktion finns).
Om utnyttjningsfaktorerna (värden på skylten, refererar till 40°C
omgivande temperaur) överskrids kommer det termiska
skyddet att ingripa (svetsen kommer att vara i
stand-by tills
-
: MIG/MAG/FLUX i SHORT/SPRAY ARC.
dess temperatur ligger inom gränserna).
-
: MMA-elektrod.
- A/V-A/V:
Indikerar skalan för inställning av
s ve t s s t r ö m m e n ( m i n i m u m - m a x i m u m ) o c h
-
: TIG-DC med LIFT-tändning.
motsvarande bågspänning.
9-
Serienummer för identifiering av svetsen (oumbärlig vid
9-
Knapp för val av svetsprocess.
När maskinen är inställd på funktionen MIG/MAG/FLUX kan man
teknisk service, beställning av reservdelar, sökning efter
välja mellan kommando med 2 takter, 4 takter eller med
produktens ursprung).
tidsinställning för häftsvetsning (SPOT).
10-
:Värde för de fördröjda säkringar som ska
10- Knapp för val av typen av material.
användas för att skydda linjen.
Ställer in funktionssättet efter materialet eller tillvägagångssättet.
11-
Symboler som hänvisar till säkerhetsnormer vars
Är enbart i funktion med svetsen i synergi (13).
b e t y d e l s e f ö r k l a r a s i k a p i t e l 1 “ A l l m ä n n a
11- Knapp för val av tråddiameter som gör det möjligt att ställa in
trådens diameter
. För att ställa in diametern 1,2 mm ska man
säkerhetsanvisningar för bågsvetsning”.
trycka på knappen tills båda två lysdioderna motsvarande
diametrarna 0,6 och 0,8 mm tänds.
Anmärkning: I det exempel på skylt som finns här är
Är enbart i funktion med svetsen i synergi (13).
symbolernas och siffrornas betydelse indikativ; de exakta
12- Knapp för val av fjärrkontroll.
värdena för er svets tekniska data måste avläsas direkt på
- Med lysdioden
tänd, är reglagen på svetsens
den skylt som finns på själva svetsen.
kontrolltavla i funktion.
ÖVRIGA TEKNISKA DATA:
- Med lysdioden
tänd, kan inställningen bara göras från
- SVETS: se tabell 1 (TAB.1)
fjärrkontrollen:
- MIG-SKÄRBRÄNNARE: se tabell 2 (TAB.2)
a) f j ä r r k o n t r o l l m e d e n p o t e n t i o m e t e r :
e r s ä t t e r
- TIG-SKÄRBRÄNNARE: se tabell 3 (TAB.3)
kodomvandlarens funktion (5).
- ELEKTRODHÅLLARTÅNG: se tabell 4 (TAB.4)
b) f j ä r r k o n t r o l l m e d t v å p o t e n t i o m e t r a r :
e r s ä t t e r
Svetsens vikt indikeras i tabell 1 (TAB. 1).
kodomvandlarens (5) och hjälpparameterns funktion.
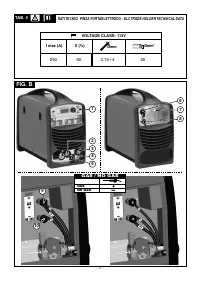
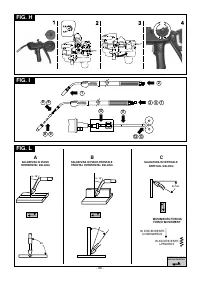
4. BESKRIVNING AV SVETSEN
c) fjärrkontroll med pedal:
ersätter kodomvandlarens funktion
A N O R D N I N G A R F Ö R K O N T R O L L , R E G L E R I N G O C H
(5) i funktionssättet Tig.
ANSLUTNING
13- Knapp för val av svetsning i synergi.
För att ställa in maskinens
Svets (FIG. B)
synergiska funktion vid MIG/MAG-svetsning ska man trycka på
På framsidan:
knappen.
1-
Kontrolltavla (se beskrivning).
VIKTIGT!
Även om man kan ställa in varje parameter fritt, så finns
2-
Negativ snabbkoppling (-) för kabel för svetsström (massakabel
det vissa parameterkombinationer som kan vara utan betydelse
för MIG och MMA, kabel till skärbrännare för TIG).
rent elektriskt eller vad gäller svetsningen. Svetsen kommer i vilket
3-
Positiv snabbkoppling (+) för massakabel för TIG-svetsning (kabel
fall som helst inte att gå sönder, även om den kanske inte fungerar
för svetsström för MMA)
enligt den felaktiga inställningen.
4-
Centraliserad anslutning för MIG-skärbrännare (Euro).
14- Knapp för val av svetsparametrar.
5-
Anslutning 14p för anslutning av fjärrkontroll och spool gun
När man trycker flera gånger på knappen tänds, i tur och ordning,
en av lysdioderna från (14a) till (14i) till vilken en specifik
På baksidan:
parameter hör. Inställningen av värdet för den parameter som
6-
Huvudströmbrytare ON/OFF.
lyser kan göras med hjälp av KODOMVANDLAREN (5) och visas
7-
Fäste för gasslang (gastub) för MIG-svetsning.
på displayen (4).
8-
Matningskabel med kabelspärr.
OBS: de parametrar som inte kan ändras av operatören,
beroende på om man arbetar i ett synergiskt program eller i
Haspelutrymme:
manuell funktion, utesluts automatiskt från valet. Den
9-
Positivt kabelfäste (+).
motsvarande lysdioden tänds inte.
10- Negativt kabelfäste (-).
OBS:
omvändning av polaritet för FLUX-svetsning (no gas).
14a-
parameter 1: Val av svetsspänning.
I MIG/MAG/FLUX
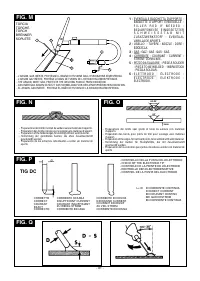
SVETSENS KONTROLLTAVLA (FIG. C)
1-
Lysdiod för Alarm
(svetsens utmatning är blockerad). På
reglerar den svetsspänningen i Volt eller korrigeringen av bågen i
displayen (4) visas ett alarmmeddelande.
synergi (enbart för MIG/MAG). Under svetsningen visar den
Återställningen av svetsen sker automatiskt när orsaken till
utspänningen från generatorn.
- 65 -





