Сварочное оборудование Telwin TELMIG 161 1 TURBO - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.



































































Bemærk:
SHORT ARC overføringen ved svejsning af alumiunium og
(strømmen), der er valgt på grundlag af den anvendte tråds diameter
legeringer skal anvendes nøjagtigt (især hvis trådenes diameter
og beskyttelsesgassens natur, ifølge nedenstående formel, der giver
>1mm), da der er risiko for smeltefejl.
en gennemsnitsværdi:
U = (14 + 0,05 x I )
2
2
SPRAY ARC OVERFØRINGSMÅDE (SPRØJTELYSBUE)
hvor:
U :Lysbuens spænding i volt;
2
Her anvendes højere spænding end ved “kortbue” før at tråden
I : Svejsestrømmen i ampere.
2
smelter. Trådspidsen kommer ikke i kontakt med smeltebadet, en bue
formes fra spidsen og derigennem flyder en strøm af små metaldråber.
Svejsekvalitet
Disse opstår ved at elektroderne smeltes kontinuerligt uden
Svejsesømmens kvalitet og mængden af sprøjt afhænger først og
kortslutning.
fremmest af, om svejseparametrene er afbalancerede eller ej; de er
som følger. Strøm (trådens hastighed), trådens diameter, lysbuens
Ulegeret og lavtlegeret stål
spænding osv.
- Egnet tråddiameter:
0,8-1,6mm
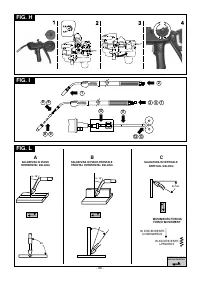
Brænderens position skal ligeledes tilpasses billederne på figuren
- Svejsespændingens omfang:
180-450A
(FIG. L), så der ikke forekommer for mange sprøjt og defekter i
- Buespændingens omfang:
24-40V
sømmen.
- Egnede gasarter:
CO , Ar/CO , Ar/CO /O
Svejsehastigheden (fremføringshastighed langs med samlingen) er
2
2
2
2
afgørende for, om sømmen udføres korrekt; der skal tages højde for
Rustfrit stål
dette, når de andre parametre vælges, især med henblik på
- Egnet tråddiameter:
1-1,6mm
gennemtrængningen og selve sømmens form.
- Svejsespændingens omfang:
140-390A
- Buespændingens omfang:
22-32V
De mest almindelige svejsedefekter sammenfattes på
TAB.8
.
- Egnede gasarter:
Ar/O , Ar/CO (1-2%)
2
2
Aluminium et alliages
TIG-svejsning (DC)
- Egnet tråddiameter:
0,8 -1,6mm
TIG-svejsning er en svejseprocedure, der udnytter varmen fra den
- Svejsespændingens omfang:
120- 360A
elektriske lysbue, der udløses og opretholdes mellem en elektrode
- Buespændingens omfang:
24-30V
(tungsten), der ikke kan smelte, og arbejdsemnet. Tungsten-
- Egnede gasarter:
Ar 99,9%
elektroden støttes af en brænder, der egner sig til at overføre
svejsestrømmen dertil og beskytte selve elektroden og svejsebadet
Normalt skal kontaktrøret befinde sig 5-10mm inde i dysen, endnu
mod atmosfærisk oxydering takket være gennemstrømning af en
mere ved højere buespænding; trådens fremspring (stick-out) skal
inaktiv gas (normalt Argon: Ar 99,5), der strømmer ud af keramikdysen
normalt udgøre 10-20mm.
(FIG.M).
Ved MANUEL DRIFT (“PRG 0”) er det ligegyldigt hvilken
For at opnå tilfredsstillende svejseresultater er det yderst vigtigt at
reaktansværdi der vælges, når parametrene trådhastighed og
anvende en rigtig elektrodediameter sammen med den rigtige strøm,
lysbuespænding først er indstillet rigtigt (d.v.s. når værdierne derfor er
jævnfør tabellen (TAB.6).
passende).
Elektroden skal normalt rage 2-3 mm ud fra keramikdysen, dog helt op
til 8 mm ved svejsning i hjørner.
Anvendelsesformål:
Vandret svejsning på emner, der er mindst 3-
Svejsningen foregår derved, at sømmens flapper smelter. Hvis der
4mm tykke (badet tyndtflydende); udførelseshastigheden og
skal arbejdes på tynde emner, der er forberedt på passende vis (op til
aflejringsgraden er meget høje (høj varmetilførsel).
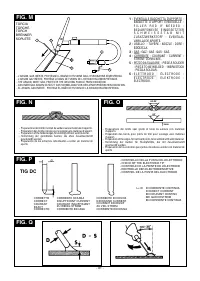
ca. 1 mm), er der ikke behov for tilførselsmateriale (FIG. N).
Hvis der arbejdes på tykkere emner, skal der anvendes stave med den
PULSE ARC OVERFØRINGSMÅDE (PULSERENDE LYSBUE)
samme sammensætning som grundmaterialet med en passende
(HVIS PÅKRÆVET)
diameter og en hensigtsmæssig klargøring af flapperne (FIG. O). For
Det drejer sig om en ”kontrolleret” overføring, som hører ind under
at opnå tilfredsstillende svejseresultater, bør arbejdsemnene renses
funktionsområdet “spray-arc” (modificeret spray-arc), hvilet medfører,
omhyggeligt for oxid, olie, fedt, opløsningsmidler osv.
at den er meget fordelagtig med henblik på smeltehastigheden og
mangel på udsprøjtning, og den bliver på en yderst lav strømstyrke,
LIFT-udløsning:
hvor ved den gøres velegnet til mange typiske “shor t-arc”
Den elektriske lysbue tændes ved at fjerne tungstenelektroden fra det
anvendelsesformål.
emne, svejsningen skal foretages på. Denne udløsningsmåde skaber
Hve r strømimpuls sva rer til udskillelsen af én dråbe fra
færre elektroforstyrrelser og nedsætter tilførslen af tungsten og
elektrodetråden; dette foregår ved en frekvens, som afhænger af
elektrodens slitage så meget som muligt.
trådens fremføringshastighed med en variation, som er forbundet med
Fremgangsmåde:
trådens type og diameter (typiske frekvensværdier: 30-300Hz).
Anbring elektrodens spids på arbejdsemnet og pres let. Hæv
elektroden 2-3 mm efter et par sekunder, hvorved lysbuen udløses. Til
Ulegeret og lavtlegeret stål
at begynde med udsender svejsemaskinen en IBASE strøm, et øjeblik
- Egnet tråddiameter:
0,8-1,6mm
senere den indstillede svejsestrøm.
- Svejsespændingens omfang:
TIG DC-svejsning
60-360A
TIG DC-svejsning egner sig til alle slags ulegeret, lavtlegeret og
- Buespændingens omfang:
18-32V
højtlegeret stål samt tungmetaller såsom kobber, nikkel, titanium og
- Egnede gasarter:
Ar/CO , Ar/CO /O (CO max 20%)
legeringer deraf.
2
2
2
2
Til TIG DC-svejsning med elektrode ved (-) pol anvendes der normalt
en elektrode med 2% cerium (gråt bånd).
Rustfrit stål
Tungstenselektroden skal spidses aksialt med slibestenen, som vist
- Egnet tråddiameter:
0,8-1,2mm
på FIG. P, hvorved man skal sørge for, at spidsen er fuldstændig
- Svejsespændingens omfang:
koncentrisk for at undgå udsvingninger i lysbuen. Det er vigtigt, at
50-230A
slibningen foretages i elektrodens længderetning. Dette arbejde skal
- Buespændingens omfang:
17-26V
gentages med jævne mellemrum, alt efter elektrodens anvendelse og
- Egnede gasarter:
Ar/O , Ar/CO (1-2%)
2
2
slidtilstand, samt hvis den ved et hændeligt uheld kontamineres,
oxyderes eller anvendes forkert.
Aluminium og legeringer
- Egnet tråddiameter:
0,8-1,6mm
SVEJSNING MED BEKLÆDT MMA-ELEKTRODE
- Svejsespændingens omfang:
Det er strengt nødvendigt at følge fabrikantens anvisninger, der er
40-320A
opført på elektrodepakningen og angiver elektrodens polaritet og den
- Buespændingens omfang:
17-28V
optimale strømstyrke.
- Egnede gasarter:
Ar 99,9%
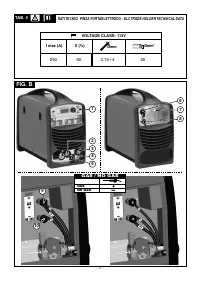
Svejsestrømmen skal reguleres på grundlag af den anvendte
elektrodes diameter og i betragtning af hvilken slags samling der skal
Kontaktrøret skal almindeligvis befinde sig 5-10mm inde i dysen,
udføres (TAB. 7).
hvilket er særligt vigtigt, hvis lysbuens spænding er høj; trådens frie
Vær opmærksom på, at der ved samme elektrodediameter kræves
længde (stick-out) udgør normalt 10-20mm.
høje strømstyrker til plan svejsning, mens der skal anvendes lavere
strømstyrker til vertikal eller underopsvejsning.
Anvendelsesformål
: Svejsning i ”stilling” på tynde arbejdsemner eller
Svejsesamlingens mekaniske egenskaber afhænger ikke kun af
arbejdsemner med en gennemsnitslig tykkelse samt varmefølsomme
strømmens styrke, men også af andre svejseparametre, såsom
materialer;
den er særligt velegnet til at svejse på lette legeringer
lysbuens længde, hastighed og position under udførelse,
(aluminium og aluminiumlegeringer) samt på emner med en
elektrodernes diameter og kvalitet (de bør opbevares i særlige
tykkelse på under 3mm
.
pakninger elle beholdere på et sted, hvor de beskyttes mod fugt).
Svejsningens egenskaber afhænger også af svejsemaskinens ARC-
REGULERING AF SVEJSEPARAMETRENE
FORCE værdi (dynamiske forholden).
Beskyttelsesgas
Der skal tages højde for, at høje ARC-FORCE værdier giver en bedre
Beskyttelsesgassens fremløb skal udgøre:
gennemtrængning og gør det muligt at foretage svejsningen i hvilken
short arc:
8-14 l/min
som helst stilling, typisk med basiske elektroder; lave ARC-FORCE
alt efter svejsestrømmens styrke og dysens diameter
værdier giver derimod en blød bue uden sprøjt, typisk med rutile
elektroder.
Svejsestrøm
Svejsemaskinen er desuden forsynet med HORT START og ANTI
Den bestemmes af fremføringshastigheden for den anvendte tråds
STICK anordningerne, der sikrer en nem start og hindrer elektroden i
diameter. Der skal tages højde for, at trådens fremføringshastighed
at klæbe sammen med arbejdsemnet.
stiger som trådens diameter falder og omvendt, ved samme
strømforbrug.
Fremgangsmåde
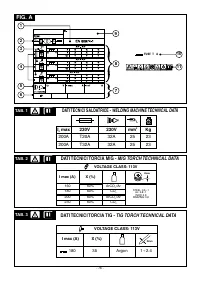
De vejledende værdier for strømmen ved manuel svejsning med de
Hold masken FORAN ANSIGTET, gnid elektrodens spids mod
mest anvendte tråde, er opført på tabellen (TAB. 5).
arbejdsemnet og foretag den samme bevægelse som for at tænde en
tændstik; dette er den mest korrekte måde at udløse lysbuen på.
Lysbuens spænding
GIV AGT: LAD VÆRE MED AT BANKE elektroden mod emnet; man
Operatøren kan regulere lysbuens spænding ved at dreje encoderen
risikerer ellers at beskadige beklædningen og dermed at gøre det
(FIG.C (5)); den tilpasser sig gradvist trådens fremføringshastighed
sværere at udløse lysbuen.
- 51 -





