Сварочное оборудование Telwin TELMIG 161 1 TURBO - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.



































































lichtjes uitsteken met de fijnste draden en lagere boogspanningen;
De indicatieve waarden van de stroom in het manueel lassen voor de
de vrije lengte van de draad (stick-out) zal normaal liggen tussen 5
meest gebruikte draden staan aangeduid in de tabel (TAB. 5).
en 12mm.
Boogspanning
De boogspanning kan door de operator geregeld worden door te
Toepassing:
Lassen in elke stand, op dunne dikten of voor een
draaien aan de encoder (FIG.C (5)); deze past zich aan de snelheid
eerste operatie binnen afrondingen bevorderd door de beperkte
van voorwaartse beweging van de draad (stroom) aan op basis van de
thermische bijdrage en het goed controleerbaar bad.
diameter van de gebruikte draad en de aard van het beschermend
gas, op een progressieve manier volgens de volgende verhouding die
Opmerking:
De transfer SHORT ARC voor het lassen van
er een gemiddelde waarde van geeft:
aluminium en legeringen moet nauwkeurig worden toegepast
U = (14 + 0,05 x I )
(vooral met draden met een diameter >1mm) omdat er zich hierbij
2
2
waar:
U :Boogspanning in volt;
het risico van defecten van smelting kan voordoen.
2
I :Lasstroom in ampères.
2
MODALITEIT VAN TRANSFER SPRAY ARC (SPRAY BOOG)
Kwaliteit van het lassen
Het smelten van de draad vindt plaats onder hogere spanningen ten
De kwaliteit van de lasnaad samen met de minimum geproduceerde
opzichte van de “short arc”; de draadpunt komt niet meer met het
hoeveelheid spatten, zal hoofdzakelijk bepaald worden door het
smeltbad in contact; vanaf de punt van het draad begint de boog waar
evenwicht van de lasparameters: stroom(snelheid draad), diameter
de metaaldruppels, die afkomstig zijn van het constante smelten van
van de draad, boogspanning, enz.
de draadelektrode, doorheen gaan, zonder kortsluiting dus.
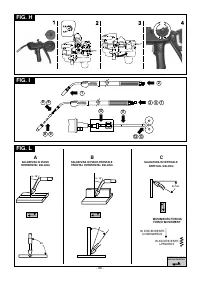
Op dezelfde wijze zal de stand van de toorts aangepast worden aan de
afbeeldingen op de figuur (FIG. L), teneinde een excessieve productie
Koolstofstaal en gelegeerde staalsoorten
van spatten en defecten van de lasnaad te voorkomen.
- Bruikbare draaddiameters:
0,8-1,6mm
Ook de snelheid van het lassen (snelheid van voorwaartse beweging
- Lasstroomgamma:
180-450A
langs de verbinding) is een doorslaggevend element voor de correcte
- Boogspanningsgamma:
24-40V
uitvoering van de lasnaad; hiermee moet men rekening houden
- Bruikbaar gas:
mengsel Ar/CO , Ar/CO /O
2
2
2
samen met de andere parameters; vooral op het einde van de
Roestvrije stalen
penetratie en van de vorm van de lasnaad zelf.
- Bruikbare draaddiameters:
1-1,6mm
- Lasstroomgamma:
140-390A
De meest voorkomende defecten van het lassen zijn samengevat in
- Boogspanningsgamma:
22- 32V
TAB.8.
- Bruikbaar gas:
mengsel Ar/O , Ar/CO (1-2%)
2
2
Aluminium en legeringen
LASSEN TIG (DC)
- Bruikbare draaddiameters:
0,8-1,6mm
Het lassen TIG is een lasprocedure die de warmte gebruikt die
- Lasstroomgamma:
120-360A
geproduceerd wordt door de elektrische boog die ontstoken en
- Boogspanningsgamma:
24-30V
behouden wordt, tussen een elektrode (Tungsteen) en het te lassen
- Bruikbaar gas:
Ar 99,9%
stuk. De elektrode van Tungsteen wordt ondersteund door een toorts
Typisch moet het contactbuisje zich aan de binnenkant van de
geschikt om de lasstroom over te brengen en de elektrode zelf en het
sproeier van 5-10mm bevinden, des te groter naarmate de
lasbad te beschermen tegen de atmosferische oxidatie middels een
boogspanning hoger ligt; de vrije lengte van de draad (stick-out) zal
stroom inert gas (normaal Argon: Ar 99,5%) dat uit de ceramiek
normaal liggen tussen 10 en 20mm.
blaaspijp komt (FIG. M).
In MODALITEIT MANUEEL (“PRG 0”), eens dat de parameters
Voor een goede lasoperatie moet men de juiste diameter van
snelheid draad en spanning boog correct geselecteerd zijn (d.w.z.
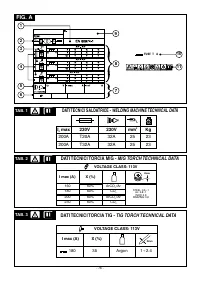
elektrode gebruiken met de juiste stroom, zie tabel (TAB.6).
met compatibele waarden) is de te selecteren waarde van reactantie
Het normaal uitsteken van de elektrode uit de ceramiek blaaspijp
onverschillig.
bedraagt 2-3mm en kan 8mm bereiken voor hoeklassen.
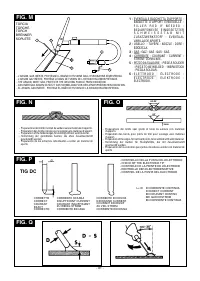
Het lassen gebeurt door smelting van de uiteinden van de verbinding.
Toepassing:
Horizontaal lassen met dikten niet lager dan 3-4mm
Voor dunne dikten op een adequate manier voorbereid (tot circa
(heel vloeibaar bad); de snelheid van uitvoering en het gehalte van
1mm.) is geen steunmateriaal nodig (FIG. N).
afzet liggen heel hoog (hoge thermische bijdrage).
Voor grotere dikten zijn stokjes met dezelfde samenstelling van het
basismateriaal nodig en met een geschikte diameter, met een
MODALITEIT VAN TRANSFER PULSE ARC (GEPULSEERDE
adequate voorbereiding van de uiteinden (FIG. O). Voor een goed
BOOG)
(INDIEN VOORZIEN)
slagen van de lasoperaties is het best dat de stukken grondig worden
Het betreft een “gecontroleerde” transfer geplaatst in de zone van
schoongemaakt en vrij zijn van oxide, oliën, vetten, oplosmiddelen,
werking “spray-arc” (gewijzigde spray-arc) en bezit dus de voordelen
enz.
van snelheid van smelting en afwezigheid van projecties en breidt zich
uit tot aanzienlijk lage waarden van stroom zodanig dat ook vele
Ontsteking LIFT:
typische toepassingen van de “short-arc” kunnen gerealiseerd
De ontsteking van de elektrische boog wordt uitgevoerd door de
worden.
elektrode van tungsteen te verwijderen van het te lassen stuk. Deze
Met elke stroomimpuls stemt de afscheiding van een afzonderlijke
modaliteit van ontsteking veroorzaakt minder elektrisch-uitgestraalde
druppel van de elektrodendraad overeen; het fenomeen gebeurt met
storingen en beperkt tot een minimum de insluitsels van tungsteen en
een frequentie proportioneel met de snelheid van voorwaartse
de slijtage van de elektrode.
beweging van de draad met een variatie gekoppeld aan het type en de
Procedure:
diameter van de draad zelf (typische waarden van frequentie: 30-
De punt van de elektrode laten steunen op het stuk, met een lichte
300Hz).
druk. De elektrode 2-3mm optillen met enkele ogenblikken van
vertraging, zodanig dat men de ontsteking van de boog bekomt. In het
Koolstofstaal en gelegeerde staalsoorten
begin geeft de lasmachine een stroom IBASE, na enkele ogenblikken
-
Bruikbare draaddiameters:
0,8-1,6mm
zal de ingestelde lasstroom verdeeld worden.
- Lasstroomgamma:
60-360A
Lassen TIG DC
- Boogspanningsgamma:
18-32V
Het lassen TIG DC is geschikt voor alle koolstofstalen, laaggelegeerde
- Bruikbaar gas:
mengsel Ar/CO , Ar/CO /O
2
2
2
en hooggelegeerde staalsoorten en zware metalen zoals koper,
(CO max 20%)
nikkel, titanium en hun legeringen.
2
Roestvrije stalen
Voor het lassen in TIG DC met elektrode aan de pool (-) wordt
- Bruikbare draaddiameters:
0,8-1,2mm
gewoonlijk de elektrode met 2% Cerium gebruikt (grijs gekleurde
- Lasstroomgamma:
50-230A
band).
- Boogspanningsgamma:
17-26V
Men moet de elektrode van Tungsteen axiaal aanpunten aan de
- Bruikbaar gas:
mengsel Ar/O , Ar/CO (1-2%)
slijpsteen, zie FIG. P, waarbij men ervoor moet zorgen dat de punt
2
2
perfect concentrisch is teneinde afwijkingen van de boog te
Aluminium en legeringen
voorkomen. Het is belangrijk het slijpen uit te voeren in de richting van
- Bruikbare draaddiameters:
0,8-1,6mm
de lengte van de elektrode. Deze operatie moet regelmatig herhaald
- Lasstroomgamma:
40-320A
worden in functie van het gebruik en de slijtage van de elektrode ofwel
- Boogspanningsgamma:
17-28V
wanneer deze toevallig bevuild, geoxideerd of niet correct gebruikt
- Bruikbaar gas:
Ar 99,9%
werd.
Typisch moet het contactbuisje zich aan de binnenkant van de
sproeier van 5-10mm bevinden, hoe hoger de boogspanning is, zal de
LASSEN MET BEKLEDE ELEKTRODE MMA
vrije lengte van de draad (stick-out) normaal tussen 10 en 20mm
Men moet de instructies van de fabrikant raadplegen die op de
liggen.
verpakking van de gebruikte elektroden staan en die de correcte
Toepassing
: lassen in “stand” op gemiddeld-lage diktes en op
polariteit van de elektrode en de bijhorende optimale stroom
thermisch overgevoelige materialen,
bijzonder geschikt voor het
aanduiden.
lassen op lichte legeringen (aluminium en zijn legeringen) ook op
De lasstroom moet geregeld worden in functie van de diameter van de
diktes onder de 3mm
.
gebruikte elektrode en het type van verbinding die men wenst uit te
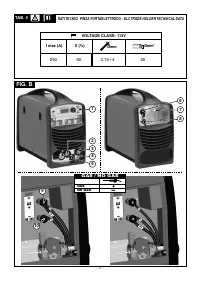
voeren (TAB. 7).
REGELING VAN DE LASPARAMETERS
Men moet hierbij opmerken dat samen met de diameter van de
Beschermend gas
elektrode, hoge waarden van stroom gebruikt zullen worden voor het
Het vermogen van het beschermend gas moet zijn :
vlak lassen, terwijl voor verticale lasoperaties of lassen boven het
short arc:
8-14 l/min
hoofd lagere stromen moeten gebruikt worden.
in functie van de intensiteit van de lasstroom en van de diameter van
De mechanische karakteristieken van de gelaste verbinding worden
de blaaspijp.
bepaald, niet alleen door de gekozen intensiteit van de stroom, maar
ook door de andere parameters van het lassen zoals lengte van de
Lasstroom
boog, snelheid en stand van uitvoering, diameter en kwaliteit van de
Wordt bepaald voor een bepaalde diameter van de draad door zijn
elektroden (voor een correcte bewaring de elektroden beschermen
snelheid van voorwaartse beweging. Men dient hierbij op te merken
tegen vocht in de speciaal daartoe bestemde verpakkingen of
dat met een gelijke gevraagde stroom de snelheid van voorwaartse
bakken).
beweging van de draad omgekeerd proportioneel is met de diameter
De karakteristieken van het lassen zijn ook afhankelijk van de waarde
van de gebruikte draad.
- 45 -





