Сварочное оборудование Telwin TECHNOMIG 200 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




























































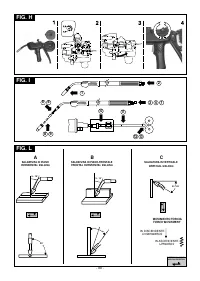


Montering av skyddsmask
Fig. D
Montering av återledarkabel-tång
14b-
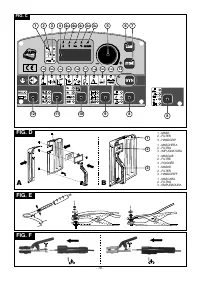
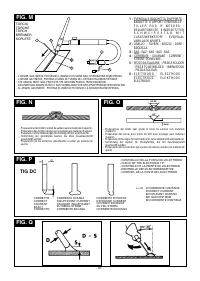
parameter 2: Ställer in trådhastigheten eller
Fig. E
svetsströmmen.
I MIG/MAG/FLUX är detta hastigheten för
frammatning av tråden i meter per minut. I MMA är det
Montering av svetskabel-elektrodhållartång
svetsströmmen mätt i Ampere. Under svetsningen visar den
Fig. F
utströmmen från generatorn.
PLACERING AV SVETSEN
Placera svetsen på en plats där öppningarna för in- och utmatning av
kylluften (forcerad kylning med fläkt, om sådan finns) inte riskerar att
14c-
parameter 3: Arc force eller Elektronisk reaktans.
I MMA
blockeras, försäkra er också om att elektriskt ledande damm, korrosiv
ä r d e t a r c f o r c e e l l e r i n s t ä l l n i n g e n a v b å g e n s
ånga, fukt, m.m inte kan sugas in i svetsen.
penetrationsförmåga. I MIG/MAG/FLUX har den en liknande
Lämna alltid ett fritt utrymme på 250 mm runt omkring svetsen.
betydelse, men kallas för elektronisk reaktans.
______________________________________________________
VIKTIGT! Placera svetsen på en plan yta av lämplig
14d-
parameter 4: Accelerationsramp.
I MIG/MAG/FLUX
bärkapacitet för dess vikt för att undvika att den tippar eller rör
sig på ett farligt sätt.
reglerar den lutningen på tråddragarmotorns accelerationsramp.
______________________________________________________
ANSLUTNING TILL ELNÄTET
14e-
parameter 5: Tid för Burn-back.
I MIG/MAG/FLUX
- Innan den elektriska anslutningen sker måste man försäkra sig om
att de värden som indikeras på informationsskylten på svetsen
reglerar den tidsintervallet mellan det ögonblick då tråden stannar
motsvarar den nätspänning och -frekvens som finns tillgängliga på
och det när utströmmen nollställs.
installationsplatsen.
- Svetsen får bara anslutas till ett matningssystem som är utrustat
med en neutral ledare ansluten till jord.
14f-
parameter 6: Efter-gas.
I MIG/MAG/FLUX reglerar den
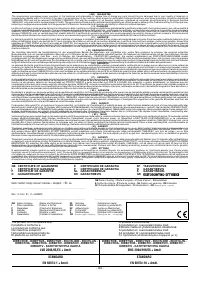
- För att garantera ett gott skydd mot indirekt kontakt, använd
differentialbrytare av typen:
tiden för efter-gas i sekunder.
-
Typ A (
) för enfas maskiner;
-
Typ B (
) för trefas maskiner.
14g-
parameter 7: Sänkningsramp
. MIG/MAG är tiden för
- För att uppfylla föreskrifterna i normen EN 61000-3-11 (Flicker),
sänkningsrampen (enbart i synergi (13)).
rekommenderar vi er att ansluta svetsen till de punker för inkoppling
till elnätet som har en impedans på mindre än Zmax =0,18 ohm.
14h-
parameter 8: Tid för spot.
I MIG/MAG/FLUX reglerar den
Stickpropp och uttag
Anslut nätkabeln till en stickpropp av standardmodell (2P + J) av
längden för svetsströmmen vid häftsvetsning (SPOT).
lämplig kapacitet och förbered ett eluttag utrustat med säkringar eller
med en automatisk brytare, terminalen för jord måste anslutas till
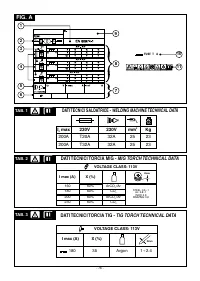
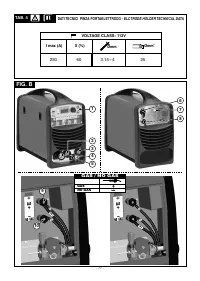
matningslinjens jordledare (gul/grön). I tabell
(TAB.1)
indikeras de
rekommenderade värdena i ampere för linjens fördröjda säkringar,
14i-
Parameter 9: Tid för paus vid häftsvetsning
som valts på basis av den maximala nominella ström som fördelas av
MIG/MAG/FLUX.
Reglerar längden på pausen mellan en
svetsen samt av elnätets nominella matningsspänning.
häftsvetsning och den påföljande. Om parametern ställs in på 0
______________________________________________________
sek för att utföra den påföljande häftsvetsningen, måste man
släppa knappen på skärbrännaren och sedan trycka in den igen.
V I K T I G T ! O m ova n s t å e n d e r e g l e r i n t e f ö l j s h a r
ATT SPARA OCH TA FRAM PERSONLIGT UTFORMADE
säkerhetssystemet som konstruerats av tillverkaren (klass 1)
PROGRAM
ingen effekt, vilket betyder att det finns risk för skador på
Inledning
personer (t.ex. elektrisk stöt) och för saker (t.ex. brand).
Svetsen kan spara (STORE) personligt utformade arbetsprogram med
______________________________________________________
en uppsättning parametrar för en särskild typ av svetsning. Varje
program kan tas fram (LOAD) när som helst, vilket erbjuder
ANSLUTNING AV SVETSKRETSEN
användaren en svets som är ”klar att användas” för ett särskilt
______________________________________________________
arbetsmoment som optimerats vid ett tidigare tillfälle. Svetsen kan
spara upp till 9 personligt utformade program.
VIKTIGT! FÖRSÄKRA ER OM ATT SVETSEN ÄR AVSTÄNGD
Procedur för att spara ett program (STORE)
OCH FRÅNKOPPLAD FRÅN ELNÄTET INNAN NI UTFÖR
Efter att svetsen har ställts in på ett optimalt sätt för en specifik typ av
FÖLJANDE ANSLUTNINGAR.
svetsning, ska man gå tillväga på följande sätt (FIG.C):
I tabell
(TAB. 1)
indikeras de rekommenderade värdena för
2
a)
Tryck in knappen (7) “STORE” i 3 sekunder.
svetskablarna (i mm ) på basis av den maximala ström som fördelas
b)
“St_ ” visas på displayen (4) tillsammans med ett nummer mellan 1
av svetsen.
och 9.
______________________________________________________
c)
Vrid på ratten (5) för att välja det nummer med vilket ni önskar
spara programmet.
MIG/MAG -SVETSNING
d)
Tryck på knappen (7) “STORE” en gång till:
Anslutning till gastuben
- om man trycker in knappen “STORE” längre än 3 sekunder, har
Gastub som kan placeras på stödytan på vagnen
max 60 kg
programmet sparats på ett korrekt sätt och texten “YES” visas.
- Skruva fast tryckreglaget vid gastubens ventil, placera det för detta
- om man trycker in knappen “STORE” kortare än 3 sekunder, har
avsedda reducerstycket, som levereras som tillbehör, emellan om ni
programmet inte sparats och texten “no” visas.
använder er av Argon-gas eller Argon/CO -blandning.
2
- Anslut slangen för matning av gas till reglaget och drag åt det band
Procedur för att ta fram ett program (LOAD)
som levereras tillsammans med svetsen.
Gå tillväga på följande sätt (se FIG.C):
- Lossa på lagret för reglering på tryckreglaget innan ni öppnar
a)
Tryck in knappen (6) “LOAD” i 3 sekunder.
ventilen på gastuben.
b)
“Ld_ ” visas på displayen (4) tillsammans med ett nummer mellan
1 och 9.
Anslutning av återledarkabel för svetsström
c)
Vrid på ratten (5) för att välja det nummer med vilket ni har sparat
- Denna ska anslutas till svetsstycket eller till den arbetsbänk på
det program som ni har för avsikt att använda.
vilken stycket är placerat, så nära den fog man håller på att svetsa
d)
Tryck på knappen (6) “LOAD” en gång till:
som möjligt.
- om man trycker in knappen “LOAD” längre än 3 sekunder har
programmet tagits fram på ett korrekt sätt och texten “YES”
Anslutning av skärbrännaren
visas.
- Koppla in skärbrännaren till det för detta avsedda kopplingsdonet
- om man trycker in knappen “LOAD” kortare än 3 sekunder har
och drag åt lagret för blockering ordentligt för hand.
programmet inte tagits fram och texten “no” visas.
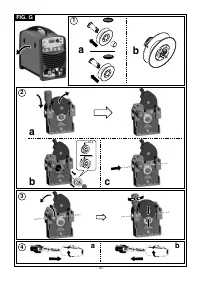
- Förbered skärbrännaren för den första laddningen av tråd,
OBS: under
arbetsmomentet med knapparna “store” och “load” tänds
demontera munstycket och kontaktröret för att göra det enklare att
lysdioden prg.
få ut tråden.
5. INSTALLATION
FLUX-SVETSNING
______________________________________________________
Anslutningarna av kabeln för retur av massa och skärbrännaren görs
på samma sätt som för MIG/MAG-svetsning, men man måste byta
VIKTIGT! UTFÖR SAMTLIGA ARBETSSKEDEN FÖR
spänningens polaritet (FIG. B (9)-(10)) i utrymmet för haspen på det
INSTALLATION OCH ELEKTRISK ANSLUTNING MED SVETSEN
sätt som illustreras på etiketten.
AVSTÄNGD OCH FRÅNKOPPLAD FRÅN ELNÄTET.
DE ELEKTRISKA ANSLUTNINGARNA MÅSTE ALLTID UTFÖRAS
Anslutning av Spool Gun (FIG.B)
AV KUNNIG OCH KVALIFICERAD PERSONAL.
- Anslut Spool Gun (4) till det centraliserade fästet genom att dra åt
lagret för fixering ända in.
______________________________________________________
- 66 -





