Сварочное оборудование Telwin TECHNOMIG 200 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.






























































Ilmoitetaan % -määräisenä, 10 minuutin kierron perusteella
(esim. 60 % = 6 työminuuttia, 4 minuutin tauko jne).
-
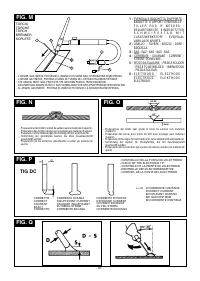
: TIG-DC LIFT-sytytyksellä.
Mikäli käyttöker toimet (ar vokilvessä mainitut, viittavat
9-
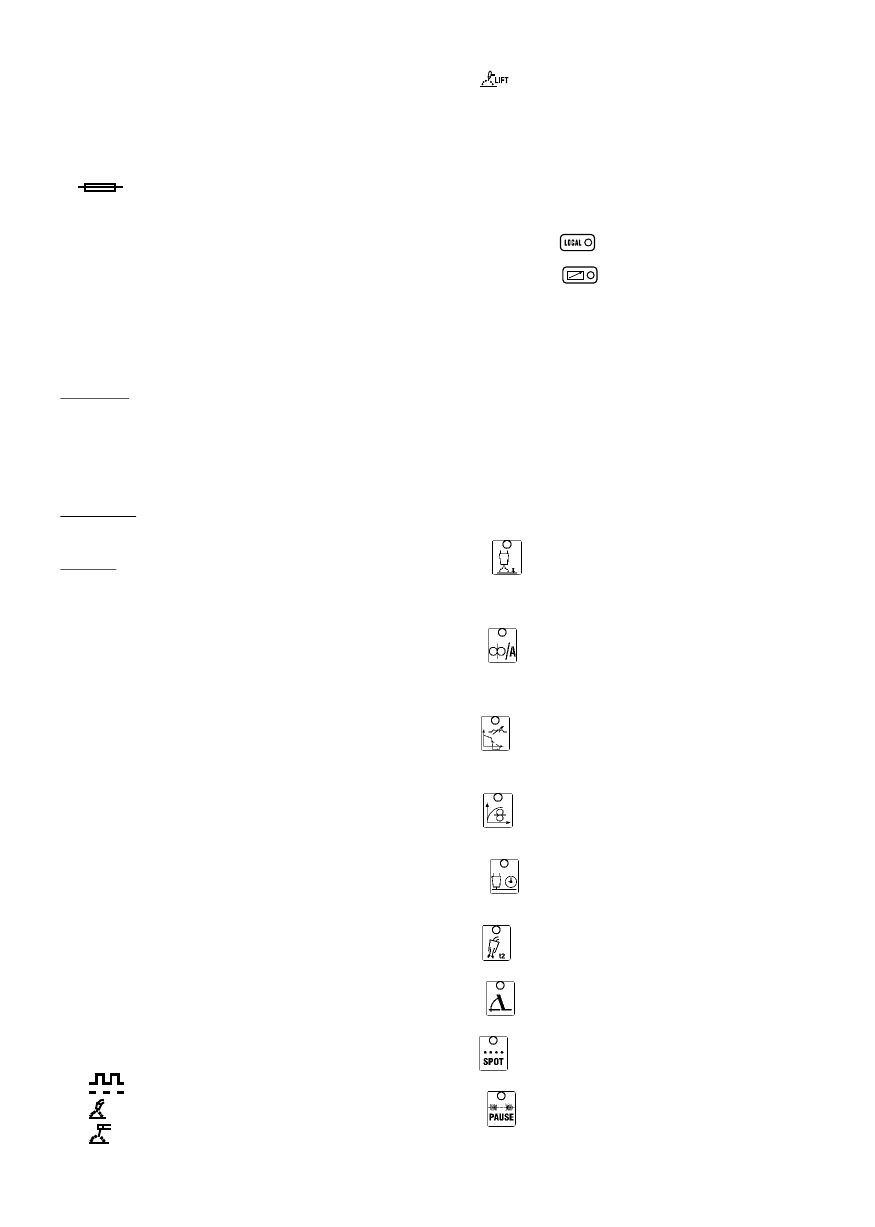
Hitsausprosessin valintanäppäin.
y m p ä r i s t ö n 4 0 a s t e e n l ä m p ö t i l a a n ) y l i t e t ä ä n ,
Laitteen ollessa MIG/MAG/FLUX-tavassa se mahdollistaa
ylikuumenemissuojaus laukeaa (kone pysyy valmiustilassa,
valinnan ohjauksen 2 aikaa, 4 aikaa tai pistehitsausajastimen
kunnes sen lämpötila palaa sallittujen rajojen puitteisiin).
välillä ( SPOT).
-A/V-A/V:
Ilmoittaa hitsausvirran säätöalueen (minimi - maksimi)
10- Materiaalityypin valintanäppäin.
kaaren vastaavalla jännitteellä.
Aseta toimintatapa materiaalin tai menetelmän mukaan.
9-
Sarjanumero hitsauskoneen tunnistamista varten (välttämätön
On käytössä vain synergiassa (13).
huollon, varaosien tilauksen ja tuotteen alkuperän selvityksen
11- Langan halkaisija valintanäppäin mahdollistaa langan
yhteydessä).
halkaisijan asettamisen
. 1.2 mm:n halkaisijaa varten on
10-
:
Linjan suojaukseen tarkoitetun viivästetyn käynnistyksen
liikutettava painiketta kunnes molemmat halkaisijoita 0.6 ja 0.8
sulakkeiden arvot.
mm vastaavat valodiodit syttyvät.
11-
Symbolit viittaavat tur vallisuusnor meihin, joiden merkitys
On käytössä vain synergiassa (13).
selitetään kappaleessa 1 “Kaarihitsauksen yleinen turvallisuus”.
12- Kauko-ohjauksen valintanäppäin.
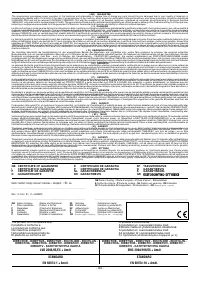
Huomautus: esitetty esimerkkikilpi kuvaa ainoastaan symbolien ja
- VALODIODIN
palaessa hitsauslaitteen paneelilla olevat
lukujen merkitystä, hallussanne olevan hitsauskoneen täsmälliset
ohjaukset ovat käytössä.
arvot on katsottava suoraan kyseisen hitsauskoneen kilvestä.
- VALODIODIN
palaessa säätö voidaan suorittaa vain
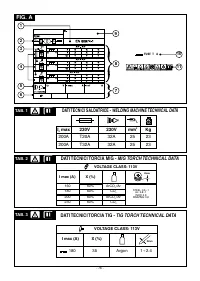
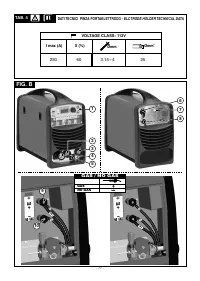
MUUT TEKNISET TIEDOT:
kauko-ohjauksella:
-HITSAUSLAITE : katso taulukko 1 (TAUL. 1)
a) ohjaus 1 potentiometrilla:
korvaa encoderin toiminnan (5).
-MIG-HITSAUSPÄÄ: katso taulukko 2 (TAUL. 2)
b) ohjaus 2 potentiometrilla:
korvaa encoderin (5) sekä
-TIG-HITSAUSPÄÄ: katso taulukko 3 (TAUL. 3)
lisäparametrin toiminnan.
-ELEKTRODIN KANNATINPIHDIT: katso taulukko 4 (TAUL. 4)
c) kauko-ohjaus polkimella:
korvaa encoderin toiminnan (5)
Hitsauslaitteen paino ilmoitetaan taulukossa 1 (TAUL. 1).
Tig-tavassa.
13- Hitsauksen valintanäppäin synergiassa.
Laitteen toimimisen
4. HITSAUSLAITTEEN KUVAUS
a s e t t a m i s e k s i s y n e r g i a s s a M I G / M AG - h i t s a u k s e s s a o n
OHJAUSLAITTEET, SÄÄTÖ JA KYTKENTÄ
välttämätöntä liikuttaa painiketta.
Hitsauslaite (KUVA B)
HUOMIO!
Vaikka laitteella on mahdollista asettaa vapaasti
Etupuolella:
jokainen parametri, on tiettyjä parametriyhdistelmiä, joilla ei
1-
Ohjauspaneeli (katso kuvaus).
välttämättä ole merkitystä sähkön tai hitsauksen näkökulmasta.
2-
Nopea negatiivinen pistoke (-) hitsauksen vir takaapelille
Joka tapauksessa hitsauslaite ei vaurioidu, vaikkei se toimisikaan
(maadoituskaapeli MIG:lle ja MMA:lle, hitsauspään kaapeli
vääränlaisen asetuksen mukaan.
TIG:lle).
14- Hitsausparametrien valintanäppäin.
3-
N o p e a p o s i t i i v i n e n p i s t o k e ( + ) T I G - h i t s a u k s e n
Painamalla näppäintä peräkkäin syttyy yksi VALODIODEISTA
maadoituskaapelille (hitsauksen virtakaapeli MMA:lle)
(14a) - (14i), johon tietty parametri liittyy. Jokaisen käytössä
4-
Keskitetty liitos MIG-hitsauspäälle (Euro).
olevan parametrin arvon asettaminen on tehtävissä ENCODER:n
5-
Liitin 14p (14 napaa) kauko-ohjaimen sekä spool gun:n kytkentää
avulla (5) ja ilmoitetaan näyttöruudulla (4).
varten.
Huomio: ne parametrit, joita käyttäjä ei voi muuttaa, ovat
Takapuolella:
automaattisesti pois valinnasta sen mukaan työskennelläänkö
6-
Yleiskatkaisin ON/OFF.
synergisellä ohjelmalla vai käsitavassa; vastaava VALODIODI ei
7-
Kaasuputken liitos (kaasupullo) MIG-hitsaukseen.
syty.
8-
Virtakaapeli kaapelinsulkijalla.
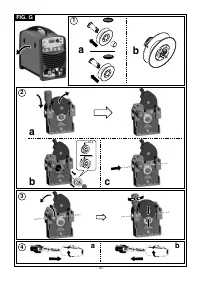
Kelan tila:
14a-
parametri
1:
Valitsee
hitsausjännitteen.
9-
Positiivinen liitin (+).
10- Negatiivinen liitin (-).
MIG/MAG/FLUX-tavassa säätää hitsausjännitteen volteissa tai
HUOMIO:
Napaisuuden käänteisyys FLUX-hitsaukseen (ilman
k a a r e n k o r j a u k s e n s y n e r g i a s s a ( v a i n M I G / M AG : l l e ) .
kaasua).
H i t s a u k s e s s a h ava i n n o l l i s t a a j ä n n i t t e e n g e n e r a a t t o r i n
ulostulossa.
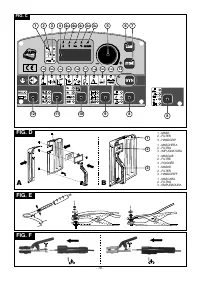
HITSAUSLAITTEEN OHJAUSPANEELI (KUVA C)
1-
Hälytystä merkitsevä VALODIODI
(hitsauslaitteen ulostulo on
lukittu). Näyttöruudulle (4) ilmestyy hälytysviesti.
14b-
parametri 2: Asettaa langan nopeuden tai
Hitsauslaitteen ennalleenpalautus on automaattinen hälytyksen
syyn poistuessa.
h i t s a u s v i r r a n .
M I G / M A G / F L U X - t a v a s s a l a n g a n
2-
Jännitteen ulostulossa ilmoittava VALODIODI
(ulostulo
etenemisnopeus metrejä minuutissa. MMA-tavassa mitattu
päällä).
hitsausvirta ampeereissa. Hitsauksessa havainnollistaa virran
3-
Hitsauslaitteen ohjelmointia merkitsevä VALODIODI.
generaattorin ulostulossa.
4-
Aakkosnumeerinen näyttöruutu 3 digit.
Ilmoittaa:
- hitsausvirran ampeereissa.
Ilmoitettu arvo on hitsauslaiteen tyhjäkäynnillä asetettu arvo,
14c-
parametri 3: Arc force tai elektroninen reaktanssi.
kun taas todellinen arvo on sen toiminnan aikana.
- hälytysviesti seuraavalla merkinnällä:
MMA-tavassa kaaren voimakkuus tai kaaren tunkeutumisen
-
"AL. 1"
: Ko n e e n y l i k u u m e n e m i s e s t a j o h t u va p ä ä p i i r i n
säätö. MIG/MAG/FLUX-tavassa tarkoittaa samaa, mutta sitä
suojatermostaatin keskeytys (vain versio MIG Pulse).
kutsutaan elektroniseksi reaktanssiksi.
-
"AL. 2"
: Koneen ylikuumenemisesta johtuva suojatermostaatin
keskeytys.
-
"AL. 3"
: Häiriö päävirransyötössä: virransyötön jännite on
14d-
parametri 4: Kiihdytysportaikko:
MIG/MAG/FLUX-
sallitun välin ulkopuolella +/- 15% suhteessa kyltin
arvoon.
t ava s s a s ä ä t ä ä l a n g a nve t o m o o t t o r i n k i i h d y t y s p o r t a i ko n
H U O M I O : Y l l ä m a i n i t u n j ä n n i t t e e n y l ä a r vo n
kaltevuuden.
ylittäminen vaurioittaa laitetta vakavasti.
-
"AL. 4"
: H ä i r i ö p ä ä v i r r a n s y ö t ö s s ä : s u o j a k e s k e y t y s
virransyöttölinjan alijännitteen vuoksi (vain versio MIG
14e-
parametri 5: Burn back-loppuunpaloaika:
Pulse).
-
"AL. 7"
: On yritetty hitsata MIG/MAG-tavassa liian suurella
MIG/MAG/FLUX-tavassa säätää aikavälin, joka kuluu langan
virralla generaattorille.
pysäytyshetken sekä ulostulovirran nollauksen välillä.
-
"AL. 8"
: Häiriö MIG/MAG-hitsauspiirissä (vain versio MIG
P u l s e ) . H U O M I O : t ä s s ä t a p a u k s e s s a
e n n a l l e e n p a l a u t u s o n v ä l t t ä m ä t ö n l a i t t e e n
sammuttamiseksi ja uudelleen käynnistämiseksi.
14f-
parametri 6: Postgas (jälkikaasu).
MIG/MAG/FLUX-
4a, 4b, 4c, 4d, 4e- VALODIODI ilmoittaa mittayksikön (ampeeri,
tavassa säätää jälkikaasun ajan sekunneissa.
voltti, sekunti, prosentti metri/minuutti).
5-
Encoderin ohjausvipu.
Mahdollistaa hitsausvirran säädön.
6-
Yksilöllistettyjen hitsausohjelmien palautusnäppäin (LOAD).
14g-
parametri 7: Laskuportaikko.
MIG/MAG-tavassa
7-
Yksilöllistettyjen hitsausohjelmien muistiinlaittonäppäin
laskuportaikon aika (vain synergiassa (13)).
(STORE).
8-
Hitsausmenettelyn valintanäppäin.
Painamalla näppäintä valodiodi syttyy käytettäväksi aiottua
hitsaustapaa vastaavasti:
14h-
parametri 8: Spot-aika.
MIG/MAG/FLUX-tavassa säätää
hitsausvirran keston pistehitsauksessa (SPOT).
-
: MIG/MAG PULSE ARC-tavassa (kun mahdollista).
-
: MIG/MAG/FLUX SHORT/SPRAY ARC-tavassa.
14i-
Parametri 9: Taukoaika pistehitsauksessa.
-
: elektrodi MMA.
M I G / M AG / F L U X - t ava s s a s ä ä t ä ä t a u o n ke s t o n k a h d e n
p i s t e h i t s a u k s e n v ä l i l l ä . A s e t u k s e l l a 0 s e k s e u ra ava n
- 54 -





