Сварочное оборудование Telwin TECHNOMIG 200 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.






























































- 42 -
verwijzen naar 40°C ruimte) overschreden worden, wordt de
ingreep van de thermische beveiliging bepaald ( de lasmachine
-
: elektrode MMA.
blijft in stand-by tot haar temperatuur terug binnen de
toegestane limieten ligt).
-
: TIG-DC met ontsteking aan LIFT.
- A/V-A/V:
Duidt de gamma aan van de regeling van de lasstroom
( m i n i m u m - m a x i m u m ) a a n d e ove r e e n s t e m m e n d e
9-
Toets van selectie lasproces.
boogspanning.
Wanneer de machine in de modaliteit MIG/MAG/FLUX staat, is
het mogelijk te kiezen tussen bediening met 2 tijden, 4 tijden of
9-
Inschrijvingsnummer voor de identificatie van de lasmachine
met timer van puntlassen ( SPOT).
(noodzakelijk voor de technische service, de aanvraag van reserve
onderdelen en het opzoeken van de oorsprong van het product).
10- Toets van selectie type materiaal.
Stelt de werkwijze in op basis van het materiaal of de procedure.
10-
: De waarde van de zekeringen met vertraagde werking
Is alleen actief indien men zich in synergie bevindt (13).
moet voorzien worden voor de bescherming van de lij.
11- Toets van selectie diameter draad staat toe de diameter van
11-
Symbolen m.b.t. de veiligheidsnormen waarvan de betekenis
aangeduid is in hoofdstuk 1 “Algemene veiligheid voor het
de draad in te stellen
. Voor de diameter 1.2mm moet men
booglassen ”.
ingrijpen op de drukknop tot aan het aangaan van beide leds die
overeenstemmen met de diameters i 0.6 en 0.8mm.
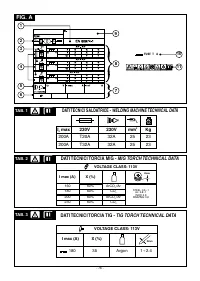
Opmerking: Het aangegeven voorbeeld van de kentekenplaat geeft
Is alleen actief indien men zich in synergie bevindt (13).
een indicatieve aanwijzing van de betekenis van de symbolen en van
12- Toets van selectie afstandsbediening.
de cijfers; de exacte waarden van de technische gegevens van de
- Met LED
verlicht, zijn de bedieningen op het paneel van
lasmachine in uw bezit moeten rechtstreeks genomen worden van de
kentekenplaat van de lasmachine zelf.
de lasmachine actief.
- Met LED
verlicht, kan de regeling uitsluitend worden
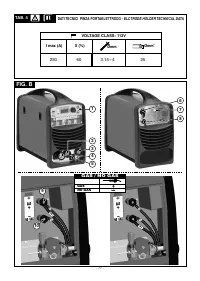
ANDERE TECHNISCHE GEGEVENS:
uitgevoerd vanop de afstandsbediening:
-LASMACHINE : zie tabel 1 (TAB.1)
a) bediening met een potentiometer:
vervangt de functie van
-TOORTS MIG : zie tabel 2 (TAB.2)
de encoder (5).
-TOORTS TIG : zie tabel 3 (TAB.3)
b) bediening twee potentiometers:
vervangt de functie van de
-TANG ELEKTRODENHOUDER : zie tabel 4 (TAB.4)
encoder (5) en van de hulpparameter.
Het gewicht van de lasmachine staat aangegeven in tabel 1 (TAB.
c) afstandsbediening met pedaal:
vervangt de functie van de
1).
encoder (5) in de modaliteit Tig.
4. BESCHRIJVING VAN DE LASMACHINE
13- Toets van selectie lassen in synergie.
Om de synergetische
INRICHTINGEN VAN CONTROLE, REGELING EN AANSLUITING
werking van de machine in te stellen in lassen MIG/MAG moet
LASMACHINE (FIG. B)
men ingrijpen op de drukknop.
Op de voorkant:
OPGELET
Ook indien de machine toestaat alle parameters vrij in
1-
Controlepaneel (zie beschrijving).
te stellen, bestaan er bijzondere combinaties van parameters die
2-
Negatieve snapmofverbinding (-) voor lopende laskabel
geen betekenis hebben vanuit elektrisch standpunt of vanuit het
(massakabel voor MIG en MMA, kabel toorts voor TIG).
standpunt van het lassen. De lasmachine zal evenwel niet
3-
Positieve snapmofverbinding (+) voor massakabel lassen TIG
beschadigd worden ook al werkt ze dan misschien niet volgens
(lopende laskabel voor MMA)
deze niet correcte instelling.
4-
Gecentraliseerde aansluiting voor toorts MIG (Euro).
14- Toets van selectie van de lasparameters.
5-
Connector 14p voor de verbinding van de afstandsbediening en
Wanneer men opeenvolgend de toets indrukt, wordt een van de
spool gun
LEDS verlicht van (14a) tot (14i) waaraan een specifieke
parameter gekoppeld is. De instelling van de waarde van iedere
Op de achterkant :
geactiveerde parameter kan uitgevoerd worden middels de
6-
Hoofdschakelaar ON/OFF.
ENCODER (5) en wordt aangeduid op het display (4).
7-
Aansluiting gasbuis (fles) voor lassen MIG.
Opmerking: de parameters die niet door de operator kunnen
8-
Voedingskabel met kabelblokkering .
gewijzigd worden, naargelang men aan het werken is met een
synergetisch programma of in de manuele modaliteit, worden
Haspelruimte:
automatisch uitgesloten door de selectie; de overeenstemmende
9-
Positieve klem (+).
LED wordt niet verlicht.
10- Negatieve klem (-).
N.B.:
inversie polariteit voor lassen FLUX (no gas).
14a-
parameter 1: Selecteert de lasspanning.
In
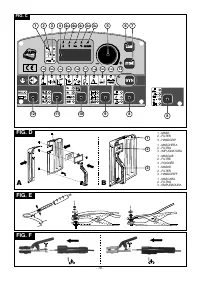
CONTROLEPANEEL VAN DE LASMACHINE (FIG. C)
1-
LED van Alarmmelding
(de output van de lasmachine is
MIG/MAG/FLUX regelt de lasspanning in Volt of de boogcorrectie
geblokkeerd). Op het display (4) verschijnt een alarmmelding.
in synergie (alleen voor MIG/MAG). In het lassen wordt de
De reset van de lasmachine is automatisch bij het ophouden van
spanning in uitgang van de generator gevisualiseerd.
de oorzaak van het alarm.
2-
LED aanwezigheid spanning in uitgang
(output actief).
3-
LED van signalering programmering lasmachine.
14b-
parameter 2:Stelt de snelheid van de draad of de
4-
Alfanumeriek display met 3 digit.
Duidt aan:
- de lasstroom in ampères.
lasstroom in.
In MIG/MAG/FLUX is de snelheid van voorwaartse
De aangeduide waarde is de ingestelde waarde, met
beweging van de draad in meters per minuut. In MMA is de
lasmachine leeg, en is de reële tijdens de werking.
lasstroom gemeten in Ampères. In het lassen wordt de stroom in
- een alarmmelding met de volgende codering :
uitgang van de generator gevisualiseerd.
-
"AL. 1"
: Er heeft zich een ingreep voorgedaan van de
veiligheidsthermostaat van het primair circuit wegens
de verhitting van de machine (alleen versie MIG Pulse).
14c-
parameter 3: Arc force of Elektronische reactantie.
In
-
"AL. 2"
: Er heeft zich een ingreep voorgedaan van een van de
twee veiligheidsthermostaten wegens de verhitting van
MMA is de arc force of regeling van de penetratie van de boog. In
de machine.
MIG/MAG/FLUX heeft dit een soortgelijke betekenis maar neemt
-
"AL. 3"
: Anomalie in de primaire voeding: de voedingsspanning
de naam van elektronische reactantie .
valt buiten de rang +/- 15% in vergelijking met de
waarde van de plaat.
OPGELET: Het overschrijden van de voornoemde
14d-
parameter 4: Helling van acceleratie:
In MIG/MAG/FLUX
bovenste limiet van spanning zal de inrichting
zwaar beschadigen.
regelt het afhellen van de helling van acceleratie van de motor
-
"AL. 4"
: Anomalie in de primaire voeding: ingreep bescherming
draadtrekker.
wegens verhitting van de voedingslijn (alleen versie
MIG Pulse).
-
"AL. 7"
: Men heeft geprobeerd te lassen in MIG/MAG aan een
excessieve stroom voor de generator.
14e-
parameter 5: Burn back time :
in MIG/MAG/FLUX regelt het
-
"AL. 8"
: Anomalie in het lascircuit MIG/MAG (alleen versie MIG
tijdsinterval dat verloopt tussen het ogenblik van stilstand van
Pulse). OPGELET: in dit geval, voor de reset moet de
draad en dat waarop de uitgangsstroom op nul wordt afgesteld.
inrichting uit- en terug aangeschakeld worden.
4a, 4b, 4c, 4d, 4e- LED van aanwijzing meeteenheid in uitvoering
(ampères, volt, seconden, percentage meters/minuten).
5-
Bedieningsknop encoder.
14f-
parameter 6: Postgas.
In MIG/MAG/FLUX regelt de tijd van
Staat de regeling toe van de lasstroom.
postgas in seconden.
6-
Toets van oproepen (LOAD) van de verpersoonlijkte
lasprogramma's.
7-
Toets van in het g eheug en opslaan (STORE) van
verpersoonlijkte lasprogramma's .
14g-
parameter 7: Helling van daling. MIG
/MAG is de tijd van
8-
Toets van selectie van de lasprocedure .
de helling van daling (alleen in synergie (13)).
Wanneer men op de toets drukt gaat de led aan ter hoogte van de
lasmodaliteit die men wenst te gebruiken:
-
: MIG/MAG in PULSE ARC (indien voorzien).
14h-
parameter 8: Tijd van spot.
In MIG/MAG/FLUX regelt de
tijdsduur van de lasstroom in puntlassen (SPOT).
-
: MIG/MAG/FLUX in SHORT/SPRAY ARC.





