Сварочное оборудование Telwin TECHNOMIG 200 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




























































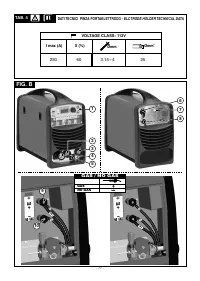


strømverdi for generatoren.
-
"AL. 8"
: Feil i MIG/MAG-sveisekretsen (kun version MIG
Pulse). BEMERK: i dette fallet er det nødvendig å slå fra
og kople på anlegget igjen.
14g-
parameter 7: Senkerampe. MIG
/MAG er tiden for
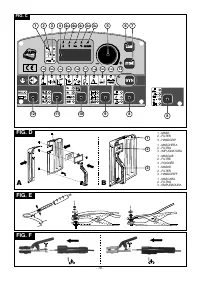
4a, 4b, 4c, 4d, 4e- LED for å indikere måleenhet (ampere, volt,
senkerampen (kun i synergi (13)).
sekunder, prosent meter/minutter).
5-
Kontroll for enkoderkontroll.
For å regulere sveisestrømmen.
6-
Tast for lading (LOAD) av personlige sveiseprogrammer.
14h-
parameter 8: Punktesveisingstid.
I MIG/MAG/FLUX
7-
Tast for å spare (STORE) personlige sveiseprogrammer.
regulerer den tiden for sveisestrømmen ved punktesveising
8-
Tast for valg av sveiseprosedyre.
(SPOT).
Trykk på tasten slik at indikatoren tennes i samsvar med
sveisemodus du ønsker bruke:
-
: MIG/MAG i PULSE ARC (hvis mulig).
14i-
Parameter 9: Pausetid for punktesveising
MIG/MAG/FLUX
regulerer lengden for pausen mellom
-
: MIG/MAG/FLUX i SHORT/SPRAY ARC.
punktesveisingene. Med en innstilling på 0 sek. For å utføre neste
punktesveising skal du slippe sveisbrennerens tast og siden
-
: MMA-elektrod.
trykke på den igjen.
SPARE OG TILBAKEKALLE PERSONLIGE PROGRAMMER
-
: TIG-DC med LIFT-aktivering.
Introduksjon
9-
Tast for valg av sveiseprosedyren.
Sveisebrenneren gjør at du kan spare (STORE) personlige
Når maskinen er i modus MIG/MAG/FLUX kan du velge mellom
programmer som gjelder parametrer for en spesiell sveising. Hvert
kommandon med 2 faser, 4 faser eller punktesveising (SPOT.
program kan tilbakekalles (LOAD) når du ønsker ved å forsikre seg om
10- Tast for valg av materialetype.
at sveiseren er “klar for bruk” for et spesielt arbeid som er blitt optimert
Stiller inn funksjonsmodus i samsvar med materialer og
tidligere. Sveisebrenneren gjør at du kan spare 9 personlige
prosedyre.
programmer.
Den er aktivert kun hvis den er synergisk (13).
11- Tast for valg av tillatt tråddiameter for å stille in tråddiameter
.
Spareprosedyre (STORE)
For en diameter på 1,2 mm skal du bruke tasten til begge
Da du har regulert sveisebrenneren på optimal måte for en
indikatorene for 0,6 og 0,8 mm lyser.
spesialsveising, skal du utføre denne prosedyren (FIG.C):
Den er aktiv kun hvis den er i synergisk modus (13).
a) Trykk på tasten (7) “STORE” i tre sekunder.
12- Tast for valg av fjernstyringskontroll.
b) “St_ ” blir vist på skjermen (4) sammen med et nummer mellom 1 og
9.
- Med LED
som lyser er kommandon aktivert på
c) Drei tasten (5) og velg nummer for å spare programmen.
sveisebrennerens panel.
d) Trykk igjen på tast (7) “STORE”:
- hvis du trykker på tasten “STORE” i mer enn tre sekunder blir
- Med LED
som lyser kan reguleringen utføres kun ved
programmen korrekt spart og teksten “YES” blir vist;
hjelp av fjernstyringskontrollen:
- hvis du trykker på tasten “STORE” i mindre enn tre sekunder blir
a) kommando med en potentiometer:
erstatter enkoderens
programmen ikke spart og teksten “no” blir vist.
funksjon (5).
b) kommando med to potentiometer:
erstatter enkoderens
Prosedyre for lading (LOAD)
funksjon (5) og extraparameteren.
Utfør følgende prosedyre (se FIG.C):
c) fjernstyringskontroll med pedal:
erstatter enkoderens
a) Trykk på tasten (6) “LOAD” i 3 sekunder.
funksjon (5) i Tig-modus.
b) Indikasjonen “Ld_ ” blir vist på skjermen (4) sammen med et
13- Tast for valg av sveising i synergi.
For innstilling av maskinens
nummer mellom 1 og 9.
synergiske funksjon i MIG/MAG-sveising ska du trykke på tasten.
c) Ved å dreie kontrollen (5) kan du velge nummeret som du brukt for å
ADVARSEL!
Også hvis maskinen gjør at du fritt kan stille in alle
spare programmet som du nå skal bruke.
parametrer er der kombinasjoner av parametrer som ikke har
d) Trykk på tast (6) “LOAD” igjen:
betydning fra elektronisk synpunkte eller sveisesynpunkte.
- hvis du trykker på “LOAD” i mer enn 3 sekunder, blir programmet
Sveisebrenneren går i hvert fall ikke i stykker og kanske ikke
ladet og teksten “YES” blir vist;
fungerer i samsvar med gal innstilling.
- hvis du tryker på “LOAD” i mindre enn 3 sekunder blir programmet
14- Tast for valg av sveiseparametrer.
ikke ladet og teksten “no” blir vist.
Hvis du trykker på tasten, tennes en av LED-indikatorene fra (14a)
BEMERK: under
operasjonene med tasten “store” og “load” lyser
til (14i) som er koplet til en parameter. Innstillingen av verdiet for
programindikatoren.
hver parameter som er aktivert kan utføres ved hjelp av
ENCODER (5) og er angitt på skjermen (4).
5. INSTALLASJON
Bemerk: parametrene som ikke kan endres av operatøren som
______________________________________________________
arbeider med et program i synergisk modus eller manuell modus
er automatisk utelukket fra valget; tilsvarende LED tennes ikke.
ADVARSEL!
UTFØR
ALLE
OPERASJONENE
SOM
INSTALLASJON OG ELEKTRISK KOPLING MED SVEISEREN
SLÅTT FRA OG FRAKOPLET NETTET.
14a-
parameter 1: Velger sveisespenning.
I MIG/MAG/FLUX
DE ELEKTRISKE KOPLINGENE MÅ UTFØRES KUN AV
KVALIFISERT PERSONAL MED ERFARINGER.
reguleres sveisespenningen i Volt eller korreksjonen av buen i
______________________________________________________
synergi (kun for MIG/MAG). I sveisingen blir spenningen vist ved
generatorens utgang.
Montering av vernemask
Fig. D
14b-
parameter 2: Stiller inn trådhastighet eller sveisestrøm.
Montering av returkabeln-klemme
Fig. E
I MIG/MAG/FLUX er trådens fremgangshastighet i meter per
minutt. I MMA er sveisestrømmen målt i Ampere. I sveisingen blir
Montering av sveisekabel-elektrodholderklemme
strømmen som kommer ut fra generatoren vist.
Fig. F
PLASSERING AV SVEISEREN
14c-
parameter 3: Arc force eller elektronisk reaktanse.
I
Velg passende installasjonsplass for sveiseren slik at der ikke er
hinder i høyde med avkjølingsluftens inngangsåpning og
MMA skjer arc force eller reguleringen av buens penetrasjon. I
utgangsåpning(forsert sirkulering ved hjelp av ventilator, om installert);
MIG/MAG/FLUX skjer en lignende operasjon som heter
forsikre deg også at ingen strømførende støv, korrosive anger, fukt, etc.
elektronisk reaktanse.
blir sugt opp.
Hold et avstand på minst 250mm rundt sveiseren.
______________________________________________________
14d-
parameter 4: Akselereringsrampe:
I MIG/MAG/FLUX
regulerer den akselerasjonsrampens skråning for motoren.
ADVARSEL! Plasser sveiseren på en jevn overflate med en
kapasitet som passer til vekten for å forhindre velting eller farlige
bevegelser.
______________________________________________________
14e-
parameter 5: Burn back time :
i MIG/MAG/FLUX regulerer
den tidsinter vallet mellom trådens stopp og tiden da
KOPLING TIL NETTET
utgangsstrømmen blir slått fra.
- Før du utfør noen elektriske koplinger, skal du kontrollere at
informasjonen på sveisebrennerens skilt tilsvarer spenning og
nettfrekvens på installasjonsplassen.
- Sveiseren skal bare koples til et nett med nøytral jordeledning.
14f-
parameter 6: Postgass.
I MIG/MAG/FLUX regulerer den
-
For å garantere vern mot indirekte kontakter skal du bruke
ettergasstiden i sekunder.
differensialbryter av typen:
-
Type A (
) til enfasmaskiner;
- 60 -





