Сварочное оборудование Telwin TECHNOMIG 200 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.






























































eccesso sarà rimossa a misura successivamente (vedi
(13)
).
Acciai al carbonio e basso legati
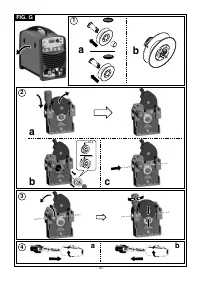
Estrarre dal raccordo torcia del trainafilo il tubo capillare per guaine
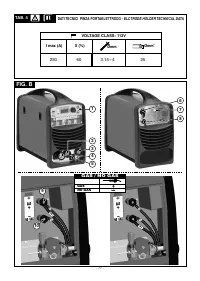
- Diametro fili utilizzabili:
0,8-1,6mm
acciaio.
- Gamma corrente di saldatura:
60-360A
11-
NON E' PREVISTO IL TUBO CAPILLARE per guaine alluminio di
- Gamma tensione d’arco:
18-32V
diametro 1,6-2,4mm (colore giallo); la guaina verrà quindi inserita
- Gas utilizzabile:
miscele Ar/CO o Ar/CO /O
2
2
2
nel raccordo torcia senza di esso.
(CO max 20%)
2
Tagliare il tubo capillare per guaine alluminio di diametro 1-1,2mm
Acciai inossidabili
(colore rosso) ad una misura inferiore di 2 mm circa rispetto a
- Diametro fili utilizzabili:
0,8-1,2mm
quella del tubo acciaio, ed inserirlo sull'estremità libera della
- Gamma corrente di saldatura:
50-230A
guaina.
- Gamma tensione di saldatura:
17-26 V
12-
Inserire e bloccare la torcia nel raccordo del trainafilo, segnare la
- Gas utilizzabile:
miscele Ar/cO o Ar/CO (1-2%)
2
2
guaina a 1-2mm di distanza dai rulli, riestrarre la torcia.
Alluminio o leghe:
13-
Tagliare la guaina, alla misura prevista, senza deformarne il foro
- Diametro fili utilizzabili:
0,8-1,6mm
d'ingresso.
- Gamma corrente di saldatura:
40-320A
Rimontare la torcia nel raccordo del trainafilo e montare l'ugello
- Gamma tensione di saldatura:
17-28V
gas.
- Gas utilizzabile:
Ar 99,9%
Tipicamente il tubetto di contatto deve essere all’interno dell’ugello di
6. SALDATURA A FILO
5-10mm, tanto più quanto più è elevata la tensione d’arco; la
Short Arc (Arco corto)
lunghezza libera del filo (stick-out) sarà normalmente compresa tra 10
La fusione del filo e distacco della goccia avviene per cor to-circuiti
e 12mm.
successivi dalla punta del filo nel bagno di fusione (fino a 200 volte al
Applicazione
: saldatura in “posizione” su spessori medio-bassi e su
secondo).
materiali termicamente suscettibili,
particolarmente adatto per
Acciai al carbonio e basso-legati
saldare su leghe leggere (alluminio e sue leghe) anche su
-
Diametro fili utilizzabili:
0,6-1,2mm
spessori inferiori a 3mm
.
-
Gamma corrente di saldatura:
40-210A
-
Gamma tensione d'arco:
14-23V
REGOLAZIONE DEI PARAMETRI DI SALDATURA
-
Gas utilizzabile:
CO o miscele Ar/CO o Ar/CO /O
2
2
2
2
Gas di protezione
Acciai inossidabili
La portata del gas di protezione deve essere:
-
Diametro fili utilizzabili:
0,8-1mm
short arc:
8-14 l/min
-
Gamma corrente di saldatura:
40-160A
in funzione dell'intensità della corrente di saldatura e del diametro
- Gamma tensioni d'arco:
14-20V
dell'ugello.
- Gas utilizzabile:
miscele Ar/O o Ar/CO (1-2%)
2
2
Alluminio e leghe
Corrente di saldatura
- Diametro fili utilizzabili:
0,8-1,6mm
È determinata per un dato diametro di filo dalla sua velocità di
- Gamma corrente di saldatura:
75-160A
avanzamento. Si osservi che a parità di corrente richiesta la velocità di
- Gamma tensioni di saldatura:
16-22V
avanzamento del filo è inversamente proporzionale al diametro del filo
- Gas utilizzabile:
Ar 99,9%
utilizzato.
-
Lunghezza libera del filo (stickout):
5-12mm
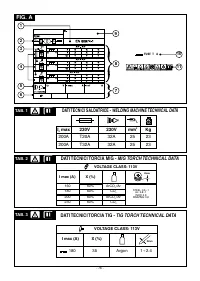
I valori indicativi della corrente in saldatura manuale per i fili più
Tipicamente il tubetto di contatto deve essere a filo dell'ugello o
comunemente usati sono indicati in tabella (
TAB. 5
).
leggermente sporgente con i fili più sottili e tensione d'arco più
basse; la lunghezza libera del filo (stick-out) sarà normalmente
Tensione d'arco
compresa tra 5 e 12mm.
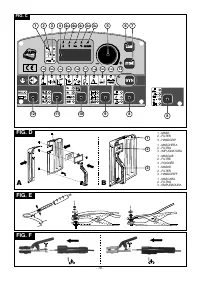
La tensione d'arco è regolabile dall’operatore ruotando l’encoder
(FIG.C (5))
; essa si adegua alla velocità di avanzamento del filo
Applicazione:
Saldatura in ogni posizione, su spessori sottili o per
(corrente) scelta in base al diametro del filo utilizzato e alla natura del
la prima passata entro smussi favorita dall'appor to termico limitato e
gas di protezione, in modo progressivo secondo la relazione seguente
il bagno ben controllabile.
che ne fornisce un valore medio:
U = (14 + 0,05 x I )
2
2
Nota:
Il trasferimento SHORT ARC per la saldatura dell'alluminio e
dove: U :Tensione d'arco in volt;
2
leghe dev'essere adottato con precauzione (specialmente con fili di
I
:Corrente di saldatura in ampere.
2
diametro >1mm) in quanto può presentarsi il rischio di difetti di
fusione.
Qualità della saldatura
La qualità del cordone di saldatura contemporaneamente alla minima
SALDATURA A FILO
quantità di spruzzi prodotta, sarà principalmente determinata
SPRAY ARC (ARCO A SPRUZZO)
dall'equilibrio dei parametri di saldatura: corrente (velocità filo),
La fusione del filo avviene a correnti e tensioni più elevate rispetto lo
diametro del filo, tensione d'arco, etc.
"shor t arc" e la punta del filo non entra più in contatto col bagno di
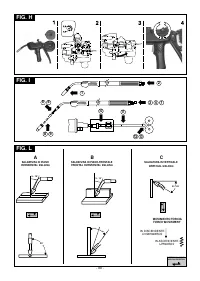
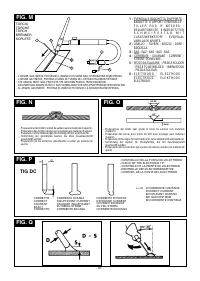
Allo stesso modo la posizione della torcia andrà adeguata alle
fusione; da essa prende origine un arco attraverso cui passano le
immagini in figura
(FIG. L)
, onde evitare eccessiva produzione di
gocce metalliche provenienti dalla fusione continua del filo
spruzzi e difetti del cordone.
elettrodo, in assenza quindi di cor to-circuiti.
Anche la velocità di saldatura (velocità di avanzamento lungo il giunto)
Acciai al carbonio e basso legati
è un elemento determinante per la corretta esecuzione del cordone; di
- Diametro fili utilizzabili:
0,8-1,6mm
essa si dovrà tener conto a parità degli altri parametri, soprattutto al
- Gamma corrente di saldatura:
180-450A
fine della penetrazione e della forma del cordone stesso.
- Gamma tensione d'arco:
24-40V
- Gas utilizzabile:
miscele Ar/CO o Ar/CO /O
2
2
2
I difetti di saldatura più comuni sono riassunti in
TAB.8
.
Acciai inossidabili
- Diametro fili utilizzabili:
1-1,6mm
SALDATURA TIG (DC)
- Gamma corrente di saldatura:
140-390A
La saldatura TIG è un procedimento di saldatura che sfrutta il calore
- Gamma tensione di saldatura:
22-32V
prodotto dall'arco elettrico che viene innescato, e mantenuto, tra un
- Gas utilizzabile:
miscele Ar/O o Ar/CO (1-2%)
2
2
elettrodo infusibile (Tungsteno) ed il pezzo da saldare. L'elettrodo di
Alluminio e leghe
Tungsteno è sostenuto da una torcia adatta a trasmettervi la corrente
- Diametro fili utilizzabili:
0,8-1,6mm
di saldatura e proteggere l'elettrodo stesso ed il bagno di saldatura
- Gamma corrente di saldatura:
120-360A
dall'ossidazione atmosferica mediante un flusso di gas inerte
- Gamma tensione di saldatura:
24-30V
(normalmente Argon: Ar 99,5%) che fuoriesce dall'ugello ceramico
- Gas utilizzabile:
Ar 99,9%
(FIG. M).
Tipicamente il tubetto di contatto deve essere all'interno dell'ugello
E' indispensabile per una buona saldatura impiegare l'esatto diametro
di 5-10mm, tanto più quanto più è elevata la tensione d'arco; la
di elettrodo con l'esatta corrente, vedi tabella
(TAB.6)
.
lunghezza libera del filo (stick-out) sarà normalmente compresa tra
La sporgenza normale dell'elettrodo dall'ugello ceramico è di 2-3mm e
10e 12mm.
può raggiungere 8mm per saldature ad angolo.
In MODALITÀ MANUALE (“PRG 0”), una volta che i parametri
La saldatura avviene per fusione dei lembi del giunto. Per spessori
velocità di filo e tensione d’arco siano stati selezionati correttamente
sottili opportunamente preparati (fino a 1mm ca.) non serve materiale
(ossia con valori compatibili), il valore di reattanza da selezionare è
d'apporto
(FIG. N)
.
indifferente.
Per spessori superiori sono necessarie bacchette della stessa
composizione del materiale base e di diametro opportuno, con
Applicazione:
Saldatura in piano con spessori non inferiori a 3-
preparazione adeguata dei lembi
(FIG. O)
. E' opportuno, per una
4mm (bagno molto fluido); la velocità d'esecuzione e il tasso di
buona riuscita della saldatura, che i pezzi siano accuratamente puliti
deposito sono molto elevati (alto appor to termico).
ed esenti da ossido, oli, grassi, solventi, etc.
SALDATURA A FILO
Innesco LIFT:
PULSE ARC (ARCO PULSATO), OVE PREVISTO
L’accensione dell’arco elettrico avviene allontanando l’elettrodo di
E’ un trasferimento “controllato” situato nella zona di funzionalità
tungsteno dal pezzo da saldare. Tale modalità di innesco causa meno
“spray-arc” (spray-arc modificato) e possiede quindi i vantaggi di
disturbi elettro-irradiati e riduce al minimo le inclusioni di tungsteno e
velocità di fusione e assenza di proiezioni estendendosi a valori di
l’usura dell’elettrodo.
corrente notevolmente bassi, tali da soddisfare anche molte
Procedimento:
applicazioni tipiche del “short-arc”.
Appoggiare la punta dell'elettrodo sul pezzo, con leggera pressione.
Ad ogni impulso di corrente corrisponde il distacco di una singola
Sollevare l'elettrodo di 2-3mm con qualche istante di ritardo, ottenendo
goccia del filo elettrodo; il fenomeno avviene con una frequenza
così l'innesco dell'arco. La saldatrice inizialmente eroga una corrente
proporzionale alla velocità di avanzamento filo con legge di variazione
I
, dopo qualche istante, verrà erogata la corrente di saldatura
BASE
legata al tipo e al diametro del filo stesso (valori tipici di frequenza: 30-
impostata.
300Hz).
Saldatura TIG DC
La saldatura TIG DC è adatta a tutti gli acciai al carbonio basso-legati e
- 14 -





