Сварочное оборудование Telwin TECHNOMIG 200 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.






























































diâmetros 0,6 e 0,8 mm.
10-
:Valor dos fusíveis com acionamento retardado que
É activo somente se estiver em sinergia (13).
devem ser instalados para proteger a linha.
12- Tecla de selecção do comando à distância.
11-
Símbolos referidos a normas de segurança cujo significado está
contido no capítulo 1 “Segurança geral para a soldagem a arco”.
- Com LED
iluminado, estão activos os comandos no
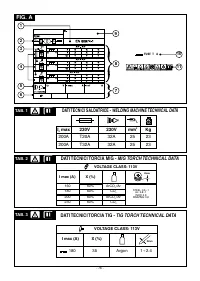
Nota: O exemplo de placa reproduzido é indicativo do significado dos
painel do aparelho de soldar.
símbolos e dos dígitos; os valores exatos dos dados técnicos da
máquina de solda em se
u poder devem ser detectados
- Com LED
iluminado, a regulação pode ser efectuada
diretamente na placa da própria máquina de solda.
exclusivamente pelo comando à distância:
a) comando a um potenciómetro:
substitui a função do
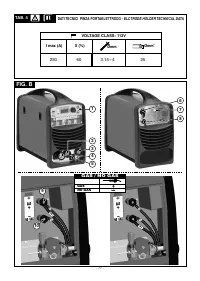
OUTROS DADOS TÉCNICOS:
codificador (5).
-APARELHO DE SOLDAR : ver tabela 1 (TAB.1).
b) comando dois potenciómetros:
substitui a função do
-TOCHA MIG: ver tabela 2 (TAB.2).
codificador (5) e do parâmetro auxiliar.
-TOCHA TIG : ver tabela 3 (TAB.3).
c) comando à distância a pedal:
substitui a função do
-PINÇA PORTA-ELÉCTRODO : ver tabela 4 (TAB.4).
codificador (5), na modalidade Tig.
O peso do aparelho de soldar está contido na tabela 1 (TAB. 1).
13- Botão de selecção de soldadura em sinergia.
Para configurar o
funcionamento sinérgico da máquina em soldadura MIG/MAG é
4. DESCRIÇÃO DO APARELHO DE SOLDAR
necessário agir no botão.
DISPOSITIVOS DE CONTROLO, REGULAÇÃO E CONEXÃO
ATENÇÃO!
Mesmo se a máquina permite de configurar
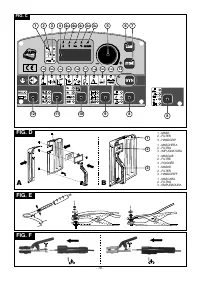
Aparelho de soldar (FIG. B)
livremente cada parâmetro, existem combinações especiais de
parte frontal:
parâmetros que podem não ter significado do ponto de vista
1- Painel de controlo (ver descrição).
eléctrico ou do ponto de vista da soldadura. O aparelho de soldar,
2- Tomada rápida negativa (-) para cabo de corrente de soldadura
de qualquer maneira, não se estragará mesmo se porventura não
(cabo de massa para MIG e MMA, cabo tocha para TIG).
funcionar segundo a configuração incorrecta.
3- Tomada rápida positivo (+) para cabo de massa soldadura TIG
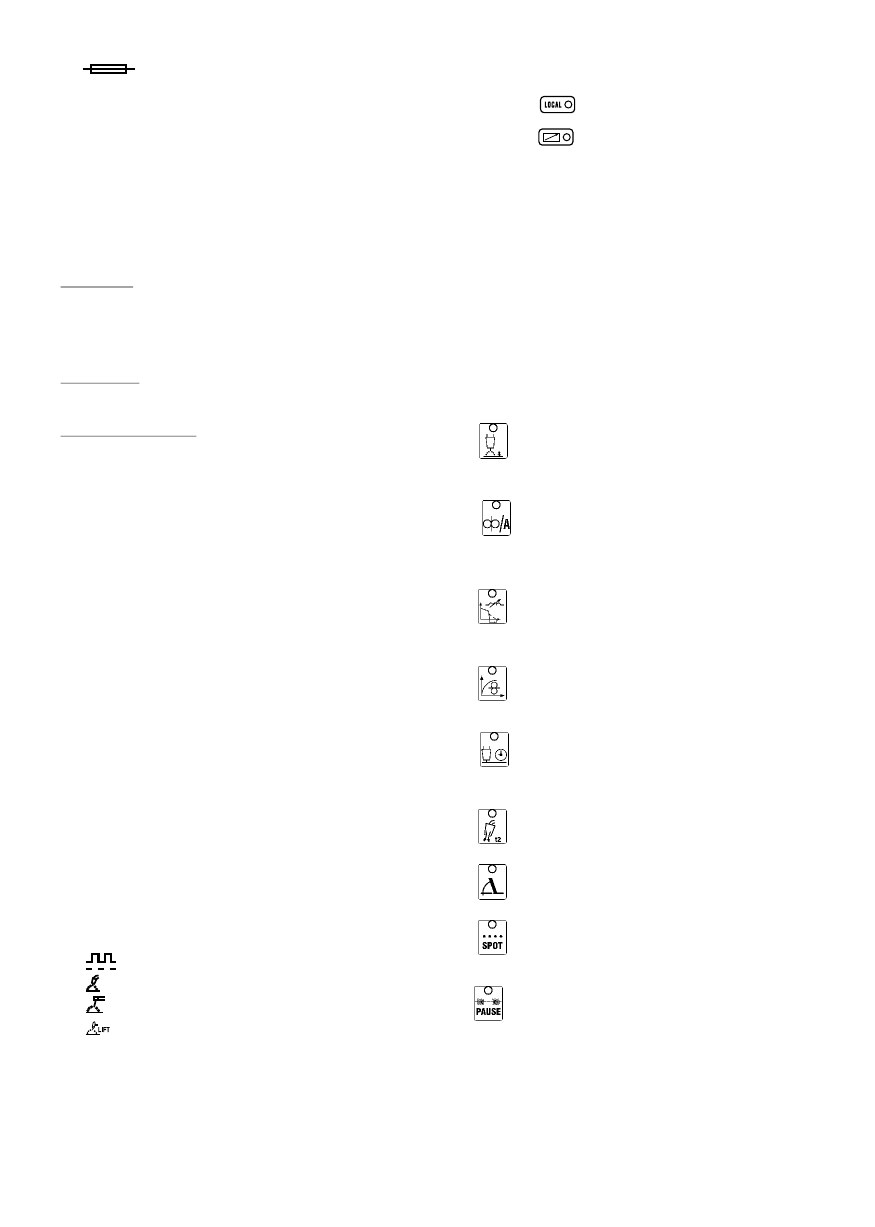
14- Botão de selecção dos parâmetros de soldadura.
(cabo corrente de soldadura para MMA)
Carregando em sequência o botão, é iluminado um dos LEDS de
4- Acoplamento centralizado para tocha MIG (Euro).
(14a) até (14i) ao qual é associado um parâmetro específico. A
5- Conector 14p para a conexão do comando à distância e spool gun.
configuração do valor de cada parâmetro activado, pode ser
efectuada por meio do CODIFICADOR (5) e indicado no ecrã (4).
parte traseira:
Nota: os parâmetros que não podem ser modificados pelo
6- Interruptor geral ON/OFF.
operador, conforme se estiver a trabalhar com um programa
7- Acoplamento tubo de gás (cilindro) para soldadura MIG.
sinérgico ou no modo manual são automaticamente excluídos da
8- Cavo de alimentação com dispositivo de bloqueio do cabo.
selecção; o LED correspondente não se ilumina.
compartimento carretel:
9- Borne positivo (+).
10- Borne negativo (-).
14a-
parâmetro 1: Selecciona a tensão de soldadura.
Em
N.B.:
inversão de polaridade para soldadura FLUX (sem gás).
MIG/MAG/FLUX regula a tensão de soldadura em Volts ou a
correcção de arco em sinergia (somente para MIG/MAG). Em
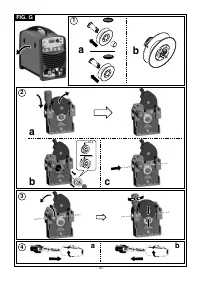
PAINEL DE CONTROLO DO APARELHO DE SOLDAR (FIG. C)
soldadura exibe a tensão na saída do gerador.
1- LED de sinalização Alarme
(o output do aparelho de soldar está
bloqueado). No ecrã (4) aparece uma mensagem de alarme.
A restauração do aparelho de soldar é automática na cessação da
causa do alarme.
14b-
parâmetro 2: Configura a velocidade do fio ou a
2- LED presença da tensão na saída
(output activo).
corrente de soldadura.
Em MIG/MAG/FLUX é a velocidade de
3- LED de sinalização da programação do aparelho de soldar.
avanço do fio em metros por minuto. Em MMA é a corrente de
4- Display alfanumérico com 3 dígitos.
Indica:
soldadura medida em Ampère. Em soldadura exibe a corrente na
- a corrente de soldadura em ampère.
saída do gerador.
O valor indicado é aquele configurado com aparelho de soldar
vazio, enquanto é aquele real durante o funcionamento.
- uma mensagem de alarme com a seguinte codificação:
-
"AL. 1” Houve a intervenção de um dos termóstatos de
14c-
parâmetro 3: Arc force ou Reactância electrónica.
Em
segurança do circuito primário por causa do
MMA é o arc force ou regulação da penetração do arco. Em
sobreaquecimento da máquina (somente versão
MIG/MAG/FLUX tem um significado semelhante mas pega o
MIG Pulse).
nome de reactância electrónica.
-
"AL. 2”: Houve a intervenção de um dos termóstatos de
segurança por causa do sobreaquecimento da
máquina.
-
"AL. 3”: Anomalia na alimentação primária:
a tensão de
14d-
parâmetro 4: Rampa de aceleração:
Em MIG/MAG/FLUX
alimentação está fora da faixa +/- 15% em relação ao
regula a pendência da rampa de aceleração do motor do
valor de placa.
dispositivo alimentador do fio.
ATENÇÃO: Ultrapassar o limite de tensão superior,
acima citado, danificará seriamente o dispositivo.
-
"AL. 4”: Anomalia na alimentação primária:
intervenção da
protecção devido a subtensão da linha de alimentação
14e-
parâmetro 5: Burn back time :
em MIG/MAG/FLUX
(somente versão MIG Pulse).
regula o intervalo de tempo que sobrevém entre o instante de
-
"AL. 7":
Tentou-se soldar em MIG/MAG com uma corrente
paragem do fio e aquele onde a corrente de saída se ajusta no
excessiva para o próprio gerador.
zero.
-
"AL. 8":
Anomalia no circuito de soldadura MIG/MAG (somente
versão MIG Pulse). ATENÇÃO: neste caso, para a
restauração é necessário desligar e religar o dispositivo.
4a, 4b, 4c, 4d, 4e- LED de indicação da unidade de medida em
14f-
parâmetro 6: Postgas.
Em MIG/MAG/FLUX regula o
curso (ampère, volt, segundos, percentual metros/minutos).
tempo de postgas em segundos.
5- Manípulo de comando codificador.
Permite a regulação da corrente de soldadura.
6- Tecla de abertura (LOAD) de programas de soldadura
personalizados.
14g-
parâmetro 7: Rampa de descida: MIG
/MAG é o tempo da
7- Tecla de memorização (STORE) de programas de soldadura
rampa de descida (somente em sinergia (13)).
personalizados.
8- Tecla de selecção do procedimento de soldadura.
Carregando a tecla ilumina-se o led correspondente à modalidade
de soldadura que se quer utilizar:
14h-
parâmetro 8: Tempo de spot.
Em MIG/MAG/FLUX regula
-
: MIG/MAG em PULSE ARC (onde previsto).
o tempo de duração da corrente de soldadura em soldadura por
pontos (SPOT).
-
: MIG/MAG/FLUX em SHORT/SPRAY ARC.
-
: eléctroco MMA.
14i-
Parâmetro 9: Tempo de pausa em soldadura por pontos
-
: TIG-DC com desencadeamento em LIFT.
MIG/MAG/FLUX
regula a duração da pausa entre uma soldadura
9- Tecla de selecção processo de soldadura.
por pontos e aquela seguinte. Com configuração em 0 seg. para
Quando a máquina está no modo MIG/MAG/FLUX permite de
executar a soldadura por pontos seguinte é necessário soltar o
escolher entre comando de 2 tempos, 4 tempos ou com
botão da tocha e depois carregar de novo.
temporizador de soldadura por pontos ( SPOT).
10- Tecla de selecção do tipo de material.
M E M O R I Z A Ç Ã O E A B E R T U R A D E P R O G R A M A S
Configura o modo de funcionamento conforme o material ou o
PERSONALIZADOS
procedimento.
Introdução
È activo somente se estiver em sinergia (13).
O aparelho de soldar permite a gravação (STORE) de programas de
11- Tecla de selecção do diâmetro do fio permite de configurar o
trabalho personalizados relativos a um grupo de parâmetros válidos
diâmetro do fio
. Para o diâmetro 1,2 mm é preciso agir no botão
para uma determinada soldadura. Cada programa personalizado
até o acendimento de ambos os leds correspondentes aos
pode ser aberto (LOAD) em qualquer momento colocando assim à
- 36 -





