Сварочное оборудование Telwin TECHNOMIG 200 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.






























































udgangsstrøm.
Samling af svejsekabel-elektrodetang
Fig. F
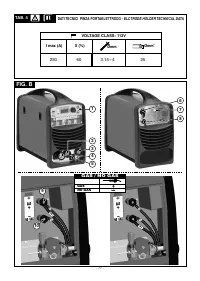
PLACERING AF SVEJSEMASKINEN
14c-
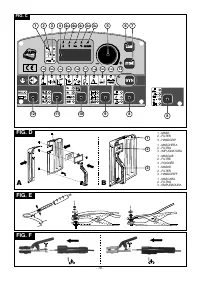
parameter 3: Arc force eller elektronisk reaktans.
Ved
Find frem til et installeringssted, hvor køleluftind- og udløbsåbningerne
M M A e r d e t a r c fo r c e e l l e r r e g u l e r i n g a f l y s bu e n s
ikke er spærrede på nogen måde (tvungen luftcirkulering med
gennemtrængning. Ved MIG/MAG/FLUX er betydningen
ventilator, såfremt denne forefindes); check endvidere, at der ikke
nogenlunde den samme, men den kaldes elektronisk reaktans.
kommer strømførende støv, korrosive dampe, fugt o.l. ind i maskinen.
Sørg for, at der et tomrum på mindst 250mm rundt om
svejsemaskinen.
_________________________________________________________________________________
14d-
parameter 4: Accelerationsrampe:
Ved MIG/MAG/FLUX
GIV AGT! Svejsemaskinen skal placeres på en plan flade,
regulerer det trådtrækkets motors accerationsrampes hældning.
som kan holde til maskinens vægt, således at der ikke opstår fare
for væltning eller farlige forskydninger.
_________________________________________________________________________________
14e-
parameter 5: Burn back time :
Ved MIG/MAG/FLUX
regulerer det tidsintervallet mellem standsningen af tråden og
TILSLUTNING TIL NETFORSYNINGEN
nulstillingen af udgangsstrømmen.
-
Før man foretager hvilken som helst form for elektrisk tilslutning,
skal man kontrollere, om svejsemaskinens mærkeværdier svarer
til den netspænding og -frekvens, der er til rådighed på
installeringsstedet.
14f-
parameter 6: Gasefterstrømning.
Ved MIG/MAG/FLUX
-
S v e j s e m a s k i n e n m å u d e l u k k e n d e fo r b i n d e s m e d e t
forsyningssystem med en jordforbundet, neutral ledning.
regulerer det gasefterstrømningens varighed i sekunder.
-
Der skal for at garantere beskyttelse mod indirekte kontakt
anvendes differentialeafbrydere af typen:
14g-
parameter 7: Nedgangsrampe. MIG
/MAG er
-
T
ype A (
) til enfasede maskiner;
nedgangsrampens varighed (kun ved synergi (13))..
-
T
ype B (
) til trefasede maskiner.
-
For at opfylde kravene i EN Standard EN 61000-3-11 (Flicker)
anbefales det at forbinde svejsemaskinen til elforsyningens
14h-
parameter 8: Spot varighed.
Ved MIG/MAG/FLUX
interface-steder med en impedans på under Zmax =0,18 ohm".
Stik og stikkontakt
regulerer det punktsvejsestrømmens varighed (SPOT)..
Forbind fødekablet med et passende standardstik (2F + J) og installér
en stikkontakt forsynet med sikringer eller en automatisk afbryder. Den
dertil beregnede jordklemme skal forbindes med forsyningsliniens
14i-
parameter 9: Pausens varighed ved MIG/MAG/FLUX
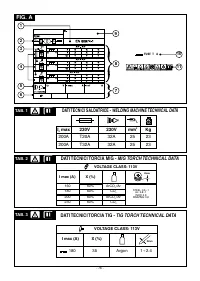
jordforbindelse (den gul-grønne ledning). Tabel
(TAB.1)
viser
værdier ne, udtr ykt i ampere, der anbefales for forsinkede
punktsvejsning
, regulerer pausens varighed mellem en
liniesikringer, som vælges med henblik på den maksimale
punktsvejsning og den næste Med indstillingen 0 sek til udførelse
nominalstrøm, svejsemaskinen kan levere, samt den anvendte
af næste punktsvejsning er man nødt til at slippe brænderens
nominalspænding.
knap og derefter trykke på den igen.
_________________________________________________________________________________
Hvordan man gemmer og henter brugertilpassede programmer
GIV AGT! Tilsidesættelse af de ovenfor nævnte regler kan
Indledning
medføre, at det af producenten planlagte sikkerhedssystem
S ve j s e m a s k i n e n g i ve r mu l i g h e d fo r a t g e m m e ( S TO R E )
(klasse 1) ikke fungerer, som det skal, med følgende risiko for
kundetilpassede arbejdsprogrammer vedrørende et sæt parametre
personer (f. eks. elektrisk stød) og genstande (f. eks. brand).
gældende for en bestemt svejsning. De enkelte kundetilpassede
_________________________________________________________________________________
programmer kan hentes (LOAD) på hvilket som helst tidspunkt,
hvorved svejsemaskinens bruger har svejsemaskinen ”klar til brug” til
SVEJSEKREDSLØBETS FORBINDELSER
et bestemt arbejde, der er blevet optimeret på et tidligere tidspunkt.
Svejsemaskinen giver mulighed for at gemme 9 kundetilpassede
_________________________________________________________________________________
programmer.
GIV AGT! FØR MAN FORETAGER DE NEDENSTÅENDE
Lagringsprocedure (STORE)
F O R B I N D E L S E R , S K A L M A N F O RV I S S E S I G O M , AT
Når svejsemaskinen er indstillet optimalt med henblik på en bestemt
S V E J S E M A S K I N E N E R S L U K K E T O G F R A K O B L E T
svejseprocedure, fortsæt således (FIG. C):
NETFORSYNINGEN.
a)
Tryk på knappen (7) ”STORE” i 3 sekunder.
Tabel
(TAB. 1)
viser værdierne, som anbefales for svejsekablerne (i
b)
Man ser “st” på displayet (4) sammen med et tal mellem 1 og 9.
2
mm ) i betragtning af den maksimale strømstyrke, maskinen kan
c)
Drej drejeknappen (5) og vælg det tal, som programmet skal
levere.
lagres med.
_________________________________________________________________________________
d)
Tryk på knappen (7) ”STORE” én gang til:
- hvis der trykkes på knappen "STORE" i over 3 sekunder,
MIG/MAG FLUX -SVEJSNING
gemmes programmet korrekt, og ordlyden "YES" kommer til
Forbindelse til gasbeholderen
syne;
Gasbeholder, der kan stilles på vognens støtteflade
max 60 kg
- hvis der trykkes på knappen "STORE" i under 3 sekunder,
- Skru trykreduktionsanordningen fast på gasbeholderens ventil og
gemmes programmet ikke, og ordlyden "no" kommer til syne;
indsæt det særlige reduktionsstykke, der leveres som tilbehør, hvis
der anvendes Argon-gas eller Argon/CO blandinger.
2
Henteprocedure (LOAD)
- Forbind gastilførselsrøret med reduktionsanordningen og stram
Følg nedenstående fremgangsmåde (se FIG. C):
den medleverede klemme.
a)
Tryk på knappen (6) ”LOAD” i 3 sekunder.
- Løsn trykreduktionsanordningens reguleringsring, før der åbnes for
b)
Man ser “Ld_” på displayet (4) sammen med et tal mellem 1 og 9.
beholderens ventil.
c)
Drej drejeknappen (5) og vælg det tal, som programmet, der skal
anvendes, er lagret med.
Forbindelse af svejsestrømreturkablet
d)
Tryk på knappen (6) ”LOAD” én gang til.
- Det skal forbindes til arbejdsemnet eller det metalbord, dette står
- hvis der trykkes på knappen "LOAD" i over 3 sekunder, hentes
på, så tæt som muligt på den søm, der er ved at blive udført.
programmet korrekt, og ordlyden "YES" kommer til syne;
- hvis der trykkes på knappen "LOAD" i under 3 sekunder, hentes
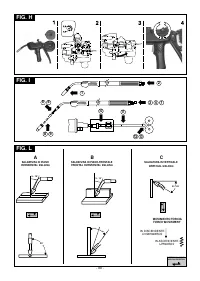
Forbindelse af brænder
programmet ikke, og ordlyden "no" kommer til syne;
- Sæt brænderen fast på den tilhørende konnektor og spænd
BEMÆRK:
Signallampen pgr lyser,
mens
der foretages handlinger
låsebolten helt i bund med håndkraft.
med tasten ”store” og ”load”.
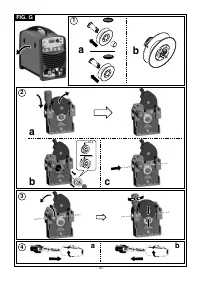
- Klargør den til den første trådpåsætning ved at afmontere dysen og
kontaktrøret, så den har lettere ved at komme ud.
5. INSTALLATION
______________________________________________________
FLUX-SVEJSNING
Jordforbindelsesreturkablet og brænderen er helt ens som ved
GIV AGT! DET ER STRENGT NØDVENDIGT, AT
MIG/MAG-svejsning, men det er nødvendigt at ændre spændingens
S V E J S E M A S K I N E N S L U K K E S O G F R A K O B L E S
polaritet (FIG.B (9)-(10)) i hasperummet som vist på mærket.
NETFORSYNINGEN, FØR DER FORETAGES HVILKEN SOM
Forbindelse af Spool Gun (FIG.B)
HELST INSTALLATION OG ELEKTRISK TILSLUTNING.
- Forbind spool gun'en (4) til den centrale kobling, og drej låsebolten
D E E L E K T R I S K E T I L S L U T N I N G E R M Å U D E L U K K E N D E
helt i bund.
FORETAGES AF ERFARNE MEDARBEJDERE, DER RÅDER OVER
- Sæt desuden styrekablets konnektor (5) i den dertil beregnede
DE FORNØDNE KVALIFIKATIONER.
stikkontakt. Svejsemaskinen genkender automatisk Spool Gun'en.
______________________________________________________
TIG-svejsning
Samling af beskyttelsesmaske
Forbindelse af gasbeholderen
Fig. D
Gasbeholder der kan læsses på vognens støtteflade
maks. 60 kg
- Skru trykformindskeren på gasbeholderens ventil, og indsæt det
Samling af returkabel-tang
særlige passtykke, der følger med som tilbehør, til Argongas.
Fig. E
- Forbind gasindstrømningsrøret med reduktionsanordningen, og
- 49 -





