Сварочное оборудование Telwin TECHNOMIG 200 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.






























































angesaugt werden.
- Der Gaszuführungsschlauch muß mit dem Reduzierer verbunden
Um die Schweißmaschine herum müssen mindestens 250 mm Platz
werden. Die im Lieferumfang enthaltene Schlauchschelle ist
frei bleiben.
festzuziehen. Anschließend das andere Ende des Schlauches mit
______________________________________________________
dem Anschlußhahn im WIG-Brenner verbinden.
- Den Einstellring des Druckverminderers lockern, bevor das
Flaschenventil geöffnet wird.
ACHTUNG! Die Schweißmaschine ist auf einer flachen,
Anschluß Schweißstrom-Rückleitungskabel
ausreichend tragfähigen Oberfläche aufzustellen, um das
-
Es wird mit dem Werkstück oder der Metallbank verbunden, auf
Umkippen und Verschieben der Maschine zu verhindern.
dem es aufliegt, und zwar so nah wie möglich an der Schweißnaht.
______________________________________________________
-
Dieses Kabel ist an die Klemme mit dem Symbol (+)
NETZANSCHLUSS
anzuschließen.
Achtung
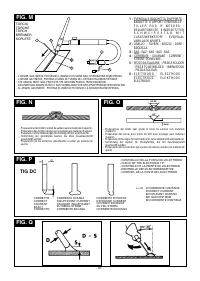
Anschluß des Brenners (Abb. M)
- Bevor die elektrischen Anschlüsse hergestellt werden, ist zu prüfen,
- Verbinden Si den WIG-Brenner mit dem Schnellanschluß (-) auf der
ob die Daten auf dem Typenschild der Schweißmaschine mit der
vorderen Tafel der Schweißmaschine.
Netzspannung und frequenz am Installationsort übereinstimmen.
- Die Schweißmaschine darf ausschließlich mit einem Speisesystem
MMA-Schweißen
verbunden werden, das einen geerdeten Nulleiter hat.
Fast alle ummantelten Elektroden müssen mit dem Pluspol (+) des
- Z u m S c h u t z vo r i n d i r e k t e m Ko n t a k t m ü s s e n fo l g e n d e
Generators verbunden werden, einzig die sauerumhüllten Elektroden
Differenzialschaltertypen benutzt werden:
sind an den Minuspol (-) anzuschließen.
Anschluß Schweißkabel Elektrodenhalter
-
Typ A (
) für einphasige Maschinen;
Auf dem Endstück sitzt eine spezielle Klemme zum Einspannen des
freiliegenden Elektrodenteils.
-
Typ B (
) für dreiphasige Maschinen.
Dieses Kabel ist an die Klemme mit dem Symbol (+) anzuschließen.
- Um den Anforderungen der Norm EN 61000-3-11 (Flicker) gerecht
Anschluß Schweißstromrückleitungskabel
zu werden, empfiehlt es sich, die Schweißmaschinen an den
Es ist möglichst nahe der Schweißstelle an das Werkstück oder die
Schnittstellen des Versorgungsnetzes anzuschließen, die eine
Metallbank anzuschließen, auf der das Werkstück ruht.
Impedanz von unter Zmax =0,18 ohm haben.
Dieses Kabel ist an die Klemme mit dem Symbol (-) anzuschließen.
Stecker und Buchse
EMPFEHLUNGEN
Verbinden Sie mit dem Versorgungskabel einen Normstecker
(2P + T)
- Drehen Sie die Stecker der Schweißkabel so tief es geht in die
mit ausreichender Stromfestigkeit und richten Sie eine Netzdose ein
Schnellanschlüsse, damit ein einwandfreier elektrischer Kontakt
mit Schmelzsicherungen oder Leistungsschalter. Der zugehörige
sichergestellt ist; andernfalls überhitzen sich die Stecker,
Erdungsanschluß muß mit dem Schutzleiter (gelb-grün) verbunden
verschleißen vorzeitig und büßen an Wirkung ein.
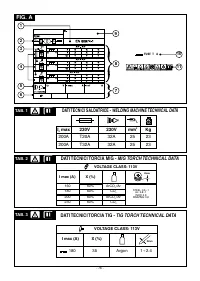
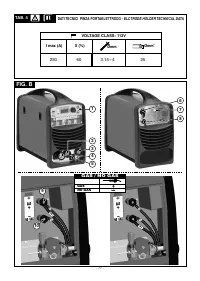
der Versorgungsleitung verbunden werden. In Tabelle 1
(TAB.1)
sind
- Verwenden Sie möglichst kurze Schweißkabel.
die empfohlenen Amperewerte der trägen Leitungssicherungen
- Vermeiden Sie es, anstelle des Schweißstrom-Rückleitungskabels
a u f g e f ü h r t , d i e a u s z u w ä h l e n s i n d n a c h d e m v o n d e r
metallische Strukturen zu verwenden, die nicht zum Werkstück
Schweißmaschine abgegebenen max. Nennstrom und der
gehören; dadurch wird die Sicherheit beeinträchtigt und
Versorgungsnennspannung.
möglicherweise nicht zufriedenstellende Schweißergebnisse
______________________________________________________
hervorgebracht.
ACHTUNG! Bei Mißachtung der obigen Regeln wird das
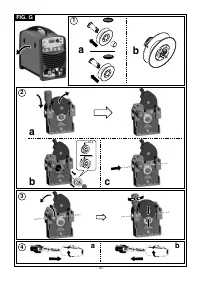
EINLEGEN DER DRAHTSPULE (Abb.G)
herstellerseitig vorgesehene Sicherheitssystem (Klasse I)
______________________________________________________
ausgehebelt. Schwere Gefahren für die beteiligten Personen (z. B.
Stromschlag) und Sachwerte (z. B. Brand) sind die Folge.
VORSICHT! BEVOR MIT DER ZUFÜHRUNG DES DRAHTES
______________________________________________________
BEGONNEN WIRD, MUSS SICHERGESTELLT SEIN, DASS DIE
S C H W E I S S M A S C H I N E A U S G E S C H A LT E T U N D V O M
ANSCHLÜSSE DES SCHWEISSSTROMKREISES
VERSORGUNGSNETZ GETRENNT IST.
______________________________________________________
______________________________________________________
VORSICHT! BEVOR DIE FOLGENDEN ANSCHLÜSSE
P R Ü F E N S I E , O B D I E D R A H T F Ö R D E R R O L L E N , D I E
VORGENOMMEN WERDEN, IST SICHERZUSTELLEN, DASS DIE
DRAHTFÜHRUNGSSEELE UND DAS KONTAKTROHR DES
S C H W E I S S M A S C H I N E A U S G E S C H A LT E T U N D V O M
BRENNERS MIT DEM DURCHMESSER UND DER ART DES
VERSORGUNGSNETZ GENOMMEN IST.
VORGESEHENEN KABELS KOMPATIBEL UND KORREKT
In Tabelle 1
(TAB. 1)
sind für den jeweiligen maximal abgegebenen
ANGEBRACHT SIND. WÄHREND DER DRAHT EINGEFÄDELT
Schweißstrom der Schweißmaschine die empfohlenen Werte für den
WIRD, DÜRFEN KEINE SCHUTZHANDSCHUHE GETRAGEN
2
Querschnitt des Schweißkabels aufgeführt (in mm ).
WERDEN.
-
Das Haspelfach öffnen.
______________________________________________________
- Drahtspule auf die Haspel setzen, das Drahtende dabei nach oben
gerichtet. Der Mitnahmestift der Haspel muß dabei korrekt in der
SCHWEISSEN MIG/MAG
dafür vorgesehenen Öffnung sitzen
(1a)
.
Verbindung mit der Gasflasche
- Nun die Andrück-Gegenrolle(n) lösen und von den unteren Rolle(n)
Aufladbare Gasflasche auf der Auflagefläche des Wagens
max 60 kg
entfernen
(2a)
.
- Druckverminderer an das Ventil der Gasflasche schrauben.
-
Prüfen Sie, dass die Drahtvoschubrolle(n) den verwendeten Draht
Dazwischen wird das Reduzierstück gesetzt, das als Zubehör
anpasst(en)
(2a)
.
geliefert wird, wenn Argon oder Gemische aus Argon/CO
2
- Das Drahtende freilegen, und das verformte Ende mit einem
verwendet werden.
glatten, gratfreien Schnitt abtrennen; die Spule gegen den
- Gaszufuhrschlauch an den Druckverminderer anschließen und die
Uhrzeigersinn drehen und das Drahtende einlaufseitig in die
mitgelieferte Schlauchschelle festziehen.
Drahtführung leiten. Es wird 50-100 mm in die Drahtführung des
- Den Einstellring des Druckverminderers lockern, bevor das
Brenneranschlusses geschoben
(2c)
.
Flaschenventil geöffnet wird.
- Die Gegenrolle(n) werden wieder positioniert und auf einen
Zwischenwert eingestellt. Prüfen Sie, ob der Draht korrekt in der
Anschluß Schweißstrom-Rückleitungskabel (Abb. G1)
Nut der unteren Rolle(n) läuft
(3)
.
Das Schweißstrom-Rückleitungskabel so nah wie möglich an der
- Die Haspel wird mit Hilfe der entsprechenden, in der Haspelmitte
ausgeführten Schweißung an das Werkstück oder an die Metallbank
sitzenden Stellschraube leicht gebremst
(1b)
.
anschließen, auf dem das Werkstück liegt.
- Düse und Kontaktrohr entfernen
(4a)
.
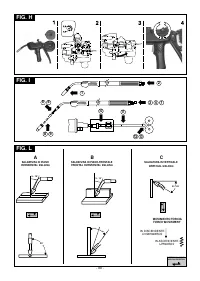
Brenneranschluß
- Stecker in die Netzsteckdose stecken, Schweißmaschine
Der Brenner
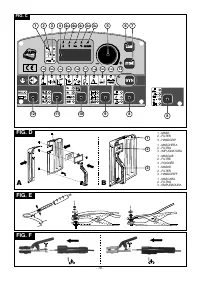
(Abb.B(4))
wird in die MIG zugehörige Steckverbindung
einschalten, Brennerknopf und abwarten, bis das Drahtende die
eingesetzt, anschließend den Feststellring von Hand ganz festdrehen.
gesamte Drahtführungsseele durchquert hat und 10-15 cm aus
Bereiten Sie ihn für die Erstzuführung des Drahtes vor, indem Sie die
dem vorderen Brennerteil hervorschaut. Nun den Knopf loslassen.
Düse und das Kontaktrohr abnehmen, damit der Draht leichter austritt.
______________________________________________________
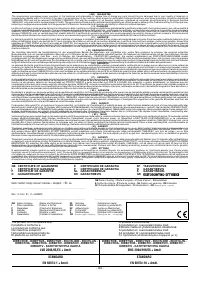
FLUSSMITTEL-SCHWEISSEN (FLUX)
Die Anschlüsse des Masserückleitungskabels sowie des Brenners
VORSICHT! Während
dieser Vorgänge
steht
der
sind die gleichen wie beim MIG/MAG-Schweißen. Allerdings muß die
Elektrodendraht unter Strom und unterliegt mechanischen
Spannungspolarität im Haspelgehäuse gewechselt werden
(ABB. B
K r ä f t e n . B e i N i c h t a n w e n d u n g d e r e n t s p r e c h e n d e n
(9)-(10))
, wie auf dem Schildchen angegeben.
Vorsichtsmaßnahmen besteht die Gefahr von Stromschlägen,
Verletzungen und der unerwünschten Zündung von elektrischen
Anschluß
Spool gun (Abb. B)
Lichtbögen.
Verbinden Sie die Spool gun mit dem zentralen Brenneranschluß
(4)
______________________________________________________
und drehen die Befestigungsringmutter fest zu. Stecken Sie außerdem
den Stecker des Steuerkabels in die entsprechende Aufnahmestelle
- Das Mundstück des Brenners nicht auf Körperteile richten.
(5)
.
- Nicht den Brenner der Flasche annähern.
Die Schweißmaschine erkennt die Spool gun automatisch.
- Das Kontaktrohr und die Düse müssen wieder an den Brenner
montiert werden
(4b)
.
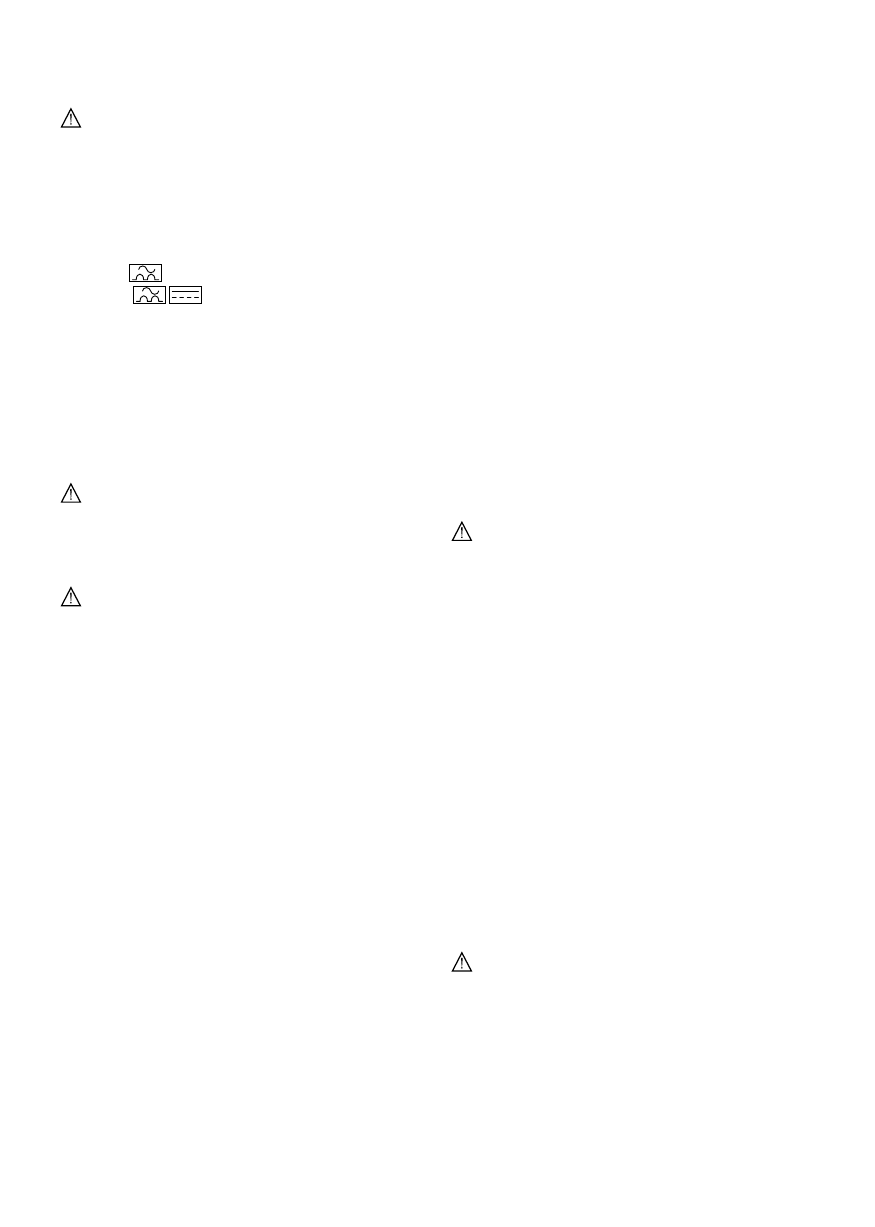
WIG-SCHWEISSEN
- Prüfen Sie, ob der Draht gleichmäßig vorgeschoben wird; stellen Sie
Verbindung mit der Gasflasche
den Rollendruck und die Haspelbremsung auf die Mindestwerte ein
Aufladbare Gasflasche auf der Auflagefläche des Wagens
max 60 kg
und kontrollieren Sie, ob der Draht in der Nut rutscht und ob sich
- Druckverminderer an das Ventil der Gasflasche schrauben.
beim Anhalten des Vorschubes die Drahtwindungen wegen der
Dazwischen wird das Reduzierstück gesetzt, das als Zubehör
Trägheitskräfte der Spule lockern.
geliefert wird, wenn Argon.
- Das aus der Düse hervorstehende Drahtende ist auf 10-15 mm
- 25 -





