Сварочное оборудование Telwin BIMAX 4 165 TURBO - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





































































-
Para cumprir os requisitos da Norma EN 61000-3-11 (Flicker)
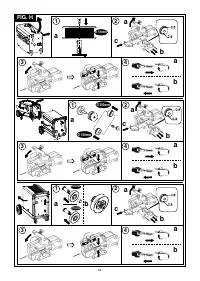
empurrando-o 50-100mm no guia de arame da conexão da tocha
aconselha-se a conexão do aparelho de soldar aos pontos de
(2c)
.
interface da rede de alimentação que apresentam uma
-
Reposicionar o/o contra-rolo/os regulando sua pressão a um
impedância menor de Zmax =0.1 ohm.
valor intermediário, verificar que o arame esteja posicionado
-
O aparelho de soldar contém os requisitos da norma IEC/EN
corretamente na cavidade do rolo inferior
(3)
.
61000-3-12.
-
Frear ligeiramente o carretel agindo no parafuso de regulação
apropriado colocado no centro do próprio carretel
(1b)
.
ATENÇÃO! A falta de observação das regras acima citadas
-
Tirar o bico e o tubo de contato
(4a)
.
torna ineficiente o sistema de segurança previsto pelo
-
Inserir o plugue na tomada de alimentação, ligar a máquina de
fabricante (classe I) com conseqüentes graves riscos para as
solda, apertar o botão da tocha ou o botão de tração do arame no
pessoas (p.ex. choque elétrico) e para as coisas (p.ex. incêndio).
painel de comandos (se presente) e esperar que a ponta do
arame percorrendo toda a luva guia de arame saia de 10-15cm
LIGAÇÕES DO CIRCUITO DE SOLDAGEM
pela parte dianteira da tocha, soltar o botão.
ATENÇÃO! ANTES DE EXECUTAR AS SEGUINTES
LIGAÇÕES VERIFICAR QUE A MÁQUINA DE SOLDA ESTEJA
ATENÇÃO! Durante estas operações o arame está sob
DESLIGADA E DESCONECTADA DA REDE DE ALIMENTAÇÃO.
tensão elétrica e é submetido a força mecânica; portanto pode
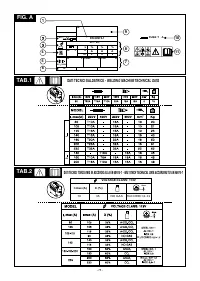
A Tabela 1
(TAB. 1) cont
ém os valores recomendados para os cabos
causar, se não forem adotadas as precauções adequadas,
2
de soldagem (em mm ) de acordo com a corrente máxima distribuída
perigos de choque elétrico, feridas e disparar arcos elétricos:
pela máquina de solda.
-
Não direcionar o bocal da tocha contra partes do corpo.
Ligação ao cilindro de gás (se utilizada)
-
Não aproximar a tocha ao cilindro.
-
Garrafa de gás carregável no plano de apoio da garrafa da
-
Remontar o tubo de contato e o bico na tocha
(4b)
.
máquina de soldar: max 20 kg.
-
Verificar que a tração do arame seja regular; calibrar a pressão
-
Aparafusar o redutor de pressão(*) à válvula do cilindro de gás
dos rolos e a travação do carretel nos valores mínimos possíveis
intercalando a redução apropriada fornecida como acessório,
verificando que o arame não escorregue na cavidade e que no
quando for utilizado gás Argônio ou mistura Argônio/CO .
2
momento da parada do avanço não se afrouxem as espirais de
-
Ligar o tubo de entrada do gás ao redutor e apertar a braçadeira
arame devido à inércia excessiva da bobina.
fornecida.
-
Cortar a extremidade de arame que sai pelo bico a 10-15mm.
-
Afrouxar o aro de regulação do redutor de pressão antes de abrir
-
Fechar o vão carrete.
a válvula do cilindro.
(*) Acessório a comprar separadamente se não for fornecido com o
6. SOLDAGEM: DESCRIÇÃO DO PROCEDIMENTO
produto.
-
Ligar o cabo de retorno à peça a ser soldada.
-
Verificar a polaridade (FLUX).
Ligação do cabo de retorno da corrente de soldagem
Deve ser
-
Se se estiver usando o fio eléctrodo cheio, abrir e regular o fluxo
ligado à peça a soldar ou à bancada metálica onde está apoiada, o
de gás de protecção por meio do redutor de pressão.
mais próximo possível da junta que está sendo executada.
NOTA:
Lembrar-se ao final do trabalho de fechar o gás de
protecção.
Ligação da tocha (somente para versões com junção EURO)
-
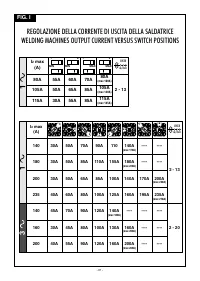
Ligar a máquina de soldar e regular a corrente de solda com o
Engatar a tocha no conector dedicado à mesma apertando
comutador ou o comutador rotativo (onde existir).
manualmente a fundo o aro de bloqueio. Prepará-la para o primeiro
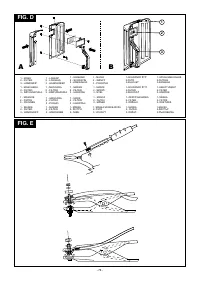
Fig. I
carregamento do arame, desmontando o bico e o tubo de contato,
-
Para iniciar a soldadura premer o botão tocha.
para facilitar a saída.
-
Para regular os parâmetros de soldadura estabelecer a
velocidade do fio (onde for prevista) com o apropriado punho até
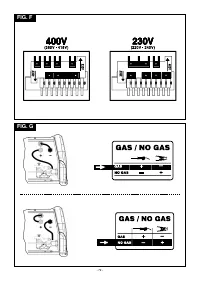
Troca de polaridade
obter uma soldadura regular
(Fig.B-3).
(somente para versões GÁS-SEM GÁS)
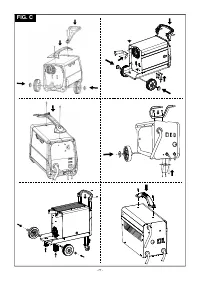
Fig. G
FUNÇÃO SOLDADURA A PONTOS (onde for prevista)
- Abrir o vão do carretel
Fig. L
- Soldagem MIG/MAG (gás):
- Para modificar o tempo de soldadura agir no punho de regulação
- Ligar o cabo da tocha proveniente do dispositivo de tração de
(Fig.B-5).
arame ao borne vermelho (+).
- Ligar o cabo de retorno da pinça ao borne preto (-).
ATENÇÃO!
- soldagem FLUX (sem gás):
-
Em alguns modelos o bico guia-fio está normalmente em tensão;
- Ligar o cabo da tocha proveniente do dispositivo de tração de
prestar atenção para evitar contactos acidentais.
arame ao borne preto (-).
-
A lâmpada de assinalação acende-se em condição de
- Ligar o cabo de retorno da pinça ao borne vermelho (+).
superaquecimento interrompendo a alimentação de potência; o
- Fechar o vão carrete.
restabelecimento verifica-se automaticamente depois de alguns
minutos de resfriamento da máquina.
Recomendações:
- Virar a fundo os conectores dos cabos de soldagem nos engates
7. MANUTENÇÃO
rápidos (se presentes), para garantir um perfeito contato elétrico;
em caso contrário haverá superaquecimentos dos próprios
conectores com a relativa deterioração dos mesmos e a perda de
ATENÇÃO! ANTES DE EXECUTAR AS OPERAÇÕES DE
eficiência.
MANUTENÇÃO, VERIFICAR QUE A MÁQUINA DE SOLDA
- Utilizar os cabos de soldagem mais curtos possíveis.
ESTEJA DESLIGADA E DESCONECTADA DA REDE DE
- Evitar de utilizar estruturas metálicas que não fazem parte da peça
ALIMENTAÇÃO.
em usinagem, em substituição do cabo de retorno da corrente de
soldagem; isto pode ser perigoso para a segurança e dar
MANUTENÇÃO ORDINÁRIA:
resultados insatisfatórios para a soldagem
AS OPERAÇÕES DE MANUTENÇÃO ORDINÁRIA PODEM SER
EXECUTADAS PELO OPERADOR.
CARREGAMENTO DA BOBINA DO ARAME (Fig. H)
Tocha
ATENÇÃO! ANTES DE INICIAR AS OPERAÇÕES DE CARGA
-
Evitar de apoiar a tocha e seu cabo sobre peças quentes; isto
DO ARAME, CERTIFICAR-SE QUE A MÁQUINA DE SOLDA
causará a fusão dos mater iais isolantes colocando-a
ESTEJA DESLIGADA E DESCONECTADA DA REDE DE
rapidamente fora de serviço.
ALIMENTAÇÃO.
-
Verificar periodicamente a vedação da tubulação e conexões de
gás.
VERIFICAR QUE OS ROLOS DISPOSITIVOS DE TRAÇÃO DE
-
A cada substituição da bobina de arame insuflar com ar
ARAME, A LUVA GUIA DE ARAME E O TUBO DE CONTATO DA
comprimido seco (max 5 bars) na camisa de guia do fio, verificar a
TOCHA ESTEJAM CORRESPONDENTES AO DIÂMETRO E À
sua integridade.
NATUREZA DO ARAME QUE SE DESEJA UTILIZAR E QUE
-
Controlar, pelo menos uma vez por dia, o estado de desgaste e a
ESTEJAM MONTADOS CORRETAMENTE. DURANTE AS FASES
montagem correta das partes terminais da tocha: bico, tubo de
DE ENFIAMENTO DO FIO NÃO VESTIR LUVAS DE PROTECÇÃO.
contato, difusor de gás.
-
Abrir o vão do carretel.
Alimentador de arame
-
Posicionar a bobina de arame no carretel, mantendo a ponta do
-
Verificar com freqüência o estado de desgaste dos rolos de tração
arame para cima; certificar-se que a ponta de puxar do carretel
do arame, remover periodicamente o pó metálico que se deposita
esteja corretamente alojada no furo previsto
(1a)
.
na área de tração (rolos e guia arame de entrada e saída).
-
Liberar o/os contra-rolo/s de pressão e afastá-lo/s do/s rolo/s
inferior/es
(2a)
.
MANUTENÇÃO EXTRAORDINÁRIA:
-
Verificar que o/s rodízio/s de alimentação sejam/a apropriados/o
AS OPERAÇÕES DE MANUTENÇÃO EXTRAORDINÁRIA DEVEM
ao fio utilizado
(2b)
.
S E R E X E C U TA DA S E X C L U S I VA M E N T E P O R P E S S OA L
-
Liberar a ponta do arame, cortar a sua extremidade deformada
ESPECIALIZADO OU QUALIFICADO NO CAMPO ELÉTRICO-
com um corte preciso e sem rebarba; virar a bobina em sentido
MECÂNICO.
anti-horário e colocar a ponta do fio no guia de arame da entrada
- 21 -





