Сварочное оборудование Telwin BIMAX 4 165 TURBO - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




































































Dazwischen wird das Reduzierstück (*) gesetzt, wenn Argon oder
- Das Kontaktrohr und die Düse müssen wieder an den Brenner
Gemische aus Argon/CO verwendet werden.
montiert werden
(4b)
.
2
-
Gaszufuhrschlauch (*) an den Druckminderer (*) anschließen und
- Prüfen Sie, ob der Draht gleichmäßig vorgeschoben wird; stellen
die Schlauchschelle (*) festziehen.
Sie den Rollendruck und die Haspelbremsung auf die Mindestwerte
-
Den Einstellring des Druckminderers (*) lockern, bevor das
ein und kontrollieren Sie, ob der Draht in der Nut rutscht und ob sich
Flaschenventil geöffnet wird.
beim Anhalten des Vorschubes die Drahtwindungen wegen der
(*) Separat zu beziehen, wenn nicht mitgeliefert.
Trägheitskräfte der Spule lockern.
- Das aus der Düse hervorstehende Drahtende ist auf 10-15 mm
abzutrennen.
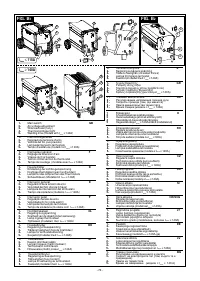
Anschluß Schweißstrom-Rückleitungskabel
- Das Haspelfach wieder schließen.
Es wird mit dem Werkstück oder der Metallbank verbunden, auf dem
es aufliegt, und zwar so nah wie möglich an der Schweißnaht.
6. SCHWEISSEN: VERFAHRENSBESCHREIBUNG
- Das Rückleitungskabel ist an das zu schweißende Teil
Brenneranschluß (nur für Versionen mit EURO-Anschluß)
anzuschließen.
Der Brenner wird in die zugehörige Steckverbindung eingesetzt,
anschließend den Feststellring von Hand ganz festdrehen. Bereiten
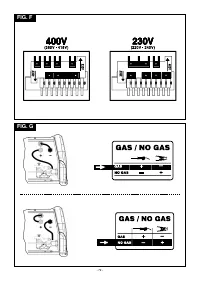
- Polung überprüfen
(FLUX)
.
Sie ihn für die Erstzuführung des Drahtes vor, indem Sie die Düse und
- Falls ein Volldraht verwendet wird, den Schutzgasstrom über das
das Kontaktrohr abnehmen, damit der Draht leichter austritt.
Druckminderventil zuführen und regulieren (5/7 l/min).
HINWEIS:
Nach Beendigung des Schweißvorganges ist das
Polaritätsumschaltung
Schutzgas abzustellen.
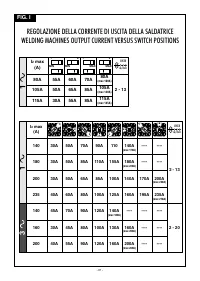
- Schalten das Schweissgerät an und den Schweissstrom durch
(nur für Versionen GAS-NO GAS)
Schalter oder Drehschalter (wenn vorhanden) eistellen.
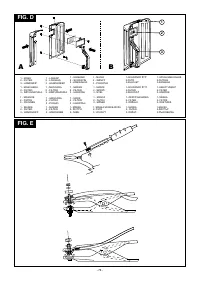
Abb. G
Abb. I
- Das Haspelfach öffnen.
- Schweißverfahren MIG/MAG (Gas):
- Das vom Drahtvorschubsystem kommende Brennerkabel mit
- Zum Einleiten des Schweißvorganges den Brennerknopf drücken.
der roten Klemme (+) verbinden.
- Z u r R e g e l u n g d e r S c h w e i ß p a r a m e t e r d i e
- Das Stromrückleitungskabel mit der schwarzen Klemme (-)
D r a h t f ö r d e r g e s c h w i n d i g ke i t ( fa l l s vo r h a n d e n ) m i t d e m
verbinden.
entsprechenden Regler einstellen, bis ein regelmäßiges
- Schweißverfahren FLUX (no Gas):
Schweißergebnis eintritt
(Abb. B-3).
- Das vom Drahtvorschubsystem kommende Brennerkabel mit
der schwarzen Klemme (-) verbinden (-).
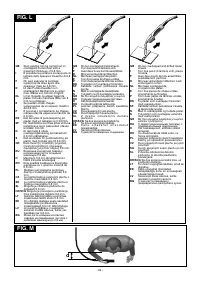
PUNKTSCHWEISSFUNKTION (falls vorhanden)
- Das Stromrückleitungskabel mit der roten Klemme (+)
Abb. L
verbinden.
- Die Schweißdauer läßt sich mit dem Regler ändern
(Abb. B-5).
- Das Haspelfach wieder schließen.
ACHTUNG!
Empfehlungen:
- Bei einigen Modellen führt die Drahtführungsspitze normalerweise
- Drehen Sie die Stecker der Schweißkabel so tief es geht in die
Spannung; achten Sie darauf, daß unerwünschte Zündvorgänge
Schnellanschlüsse (falls vorhanden), damit ein einwandfreier
vermieden werden.
elektrischer Kontakt sichergestellt ist; andernfalls überhitzen sich
- Die Signallampe leuchtet bei Überhitzung, gleichzeitig wird keine
die Stecker, verschleißen vorzeitig und büßen an Wirkung ein.
Leistungmehr bereitgestellt. Die Rücksetzung erfolgt automatisch
- Verwenden Sie möglichst kurze Schweißkabel.
nach einigen Minuten der Abkühlung.
- Vermeiden Sie es, anstelle des Schweißstrom-Rückleitungskabels
metallische Strukturen zu verwenden, die nicht zum Werkstück
7. WARTUNG
gehören; dadurch wird die Sicherheit beeinträchtigt und
möglicherweise nicht zufriedenstellende Schweißergebnisse
hervorgebracht.
ACHTUNG! VOR BEGINN DER WARTUNGSARBEITEN IST
S I C H E R Z U S T E L L E N , DA S S D I E S C H W E I S S M A S C H I N E
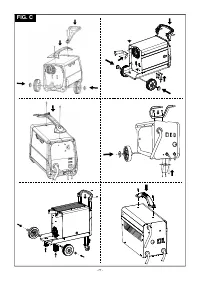
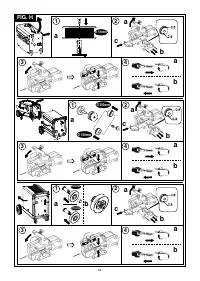
EINLEGEN DER DRAHTSPULE (Abb. H)
AUSGESCHALTET UND VOM VERSORGUNGSNETZ GETRENNT
IST.
VORSICHT! BEVOR MIT DER ZUFÜHRUNG DES DRAHTES
PLANMÄSSIGE WARTUNG:
BEGONNEN WIRD, MUSS SICHERGESTELLT SEIN, DASS DIE
DIE PLANMÄSSIGEN WARTUNGSTÄTIGKEITEN KÖNNEN VOM
S C H W E I S S M A S C H I N E A U S G E S C H A LT E T U N D V O M
SCHWEISSER ÜBERNOMMEN WERDEN.
VERSORGUNGSNETZ GETRENNT IST.
Brenner
P R Ü F E N S I E , O B D I E D R A H T F Ö R D E R R O L L E N , D I E
- Der Brenner und sein Kabel sollten möglichst nicht auf heiße Teile
DRAHTFÜHRUNGSSEELE UND DAS KONTAKTROHR DES
gelegt werden, weil das Isoliermaterial schmelzen würde und der
BRENNERS MIT DEM DURCHMESSER UND DER ART DES
Brenner bald betriebsunfähig wäre;
VORGESEHENEN KABELS KOMPATIBEL UND KORREKT
- Es ist regelmäßig zu prüfen, ob die Leitungen und Gasanschlüsse
ANGEBRACHT SIND. WÄHREND DER DRAHT EINGEFÄDELT
dicht sind;
WIRD, DÜRFEN KEINE SCHUTZHANDSCHUHE GETRAGEN
- Bei jedem Wechsel der Drahtspule ist die Drahtführungsseele mit
WERDEN.
trockener Druckluft zu durchblasen (max 5 bar) und auf ihren
-
Das Haspelfach öffnen.
Zustand hin zu überprüfen;
- Drahtspule auf die Haspel setzen, das Drahtende dabei nach oben
gerichtet. Der Mitnahmestift der Haspel muß dabei korrekt in der
-
Kontrollieren Sie mindestens einmal täglich folgende
dafür vorgesehenen Öffnung sitzen
(1a)
.
Endstücke des Brenners auf ihren Verschleißzustand und
- Nun die Andrück-Gegenrolle(n) lösen und von den unteren
daraufhin, ob sie richtig montiert sind: Düse, Kontaktrohr,
Rolle(n) entfernen
(2a)
.
Gasdiffusor.
-
Prüfen Sie, dass die Drahtvoschubrolle(n) den verwendeten Draht
Drahtzufuhr
anpasst(en)
(2a)
.
- Prüfen Sie die Drahtvorschubrollen häufiger auf ihren
- Das Drahtende freilegen, und das verformte Ende mit einem
Verschleißzustand. Metallstaub, der sich im Schleppbereich
glatten, gratfreien Schnitt abtrennen; die Spule gegen den
angesammelt hat, ist regelmäßig zu entfernen (Rollen und
Uhrzeigersinn drehen und das Drahtende einlaufseitig in die
Drahtführung am Ein- und Austritt).
Drahtführung leiten. Es wird 50-100 mm in die Drahtführung des
Brenneranschlusses geschoben
(2c)
.
AUSSERPLANMÄSSIGE WARTUNG:
- Die Gegenrolle(n) werden wieder positioniert und auf einen
AUSSERPLANMÄSSIGE WARTUNGEN DÜRFEN NUR VON
Zwischenwert eingestellt. Prüfen Sie, ob der Draht korrekt in der
FACHPERSONAL AUS DEM BEREICH ELEKTROMECHANIK
Nut der unteren Rolle(n) läuft
(3)
.
DURCHGEFÜHRT WERDEN.
- Die Haspel wird mit Hilfe der entsprechenden, in der Haspelmitte
sitzenden Stellschraube leicht gebremst
(1b)
.
VORSICHT! BEVOR DIE TAFELN DER SCHWEISSMASCHINE
- Düse und Kontaktrohr entfernen
(4a)
.
ENTFERNT WERDEN, UM AUF IHR INNERES ZUZUGREIFEN, IST
- Stecker in die Netzsteckdose stecken, Schweißmaschine
SICHERZUSTELLEN, DASS SIE ABGESCHALTET UND VOM
einschalten, Brennerknopf und abwarten, bis das Drahtende die
VERSORGUNGSNETZ GETRENNT IST.
gesamte Drahtführungsseele durchquert hat und 10-15 cm aus
Werden Kontrollen durchgeführt, während das Innere der
dem vorderen Brennerteil hervorschaut. Nun den Knopf loslassen.
Schweißmaschine unter Spannung steht, besteht die Gefahr
eines schweren Stromschlages bei direktem Kontakt mit
VORSICHT! Während
dieser Vorgänge
steht
der
spannungsführenden Teilen oder von Verletzungen beim
Elektrodendraht unter Strom und unterliegt mechanischen
direkten Kontakt mit Bewegungselementen.
- Regelmäßig und in der Häufigkeit auf die Verwendungsweise und
K r ä f t e n . B e i N i c h t a n w e n d u n g d e r e n t s p r e c h e n d e n
die Staubentwicklung am Arbeitsort abgestimmt, muß das Innere
Vorsichtsmaßnahmen besteht die Gefahr von Stromschlägen,
der Schweißmaschine inspiziert werden. Der Staub, der sich auf
Verletzungen und der unerwünschten Zündung von elektrischen
Transformator, Reaktanz und Gleichrichter abgelagert hat, ist mit
Lichtbögen.
trockener Druckluft abzublasen (max 10 bar).
- Vermeiden Sie es, den Druckluftstrahl auf die elektronischen
- Das Mundstück des Brenners nicht auf Körperteile richten.
Karten zu richten. Sie sind mit einer besonders weichen Bürste oder
- Nicht den Brenner der Flasche annähern.
geeigneten Lösungsmitteln bei Bedarf zu reinigen.
- 15 -





