Сварочное оборудование Awelco BLUEMIG 170 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.



























3. MONTERING AF TRÅDSPOLE OG BRÆNDER
3.1. MONTERING AF SPOLE
Maskinerne kan bruges indifferently ruller ø100 og ø200. Rullens har en
kobling, for at holde trådbunden drev.
ø
100
ø
200
3.2. MOTOR FOR TRÅDTRÆK
Sørg for, at rullen til fremdrift af tråden har en not med en diameter, der
er lig trådens. Maskinerne er indstillet med rulle til tråd med diameter på
Ø 0,6 og Ø 0,8. Maskinerne er udstyret med rillede ruller beregnet til
svejsning med fyldt tråd uden beskyttelsesgas. For at svejse med tråd,
der er fyldt med beskyttelsesgas, skal trådtrækenhedens rulle udskiftes
med en rulle med
V
-formet not til ståltråde og
U
-formet not til
aluminiumstråde. Rekvirér disse ruller samt trykreguleringsventilen hos
forhandleren eller direkte hos producentfirmaet i tilfælde af, at der ønskes
svejsning med beskyttelsesgas.
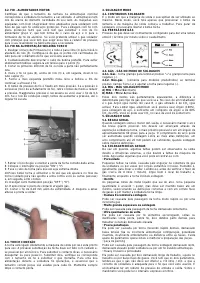
4.3. INDSÆTTELSE AF TRÅD
1. Frigøre foråret arm (1) og drej den op (2) for at flytte den væk fra roll
(3). Sørg for, at havne roll stemples på siden for at se diameter af wiren
bliver brugt.
2. Omhyggeligt frakobl ledning fra tændspole portafilo. For at undgå
trættende sbobinamenti holde den i spænding til det punkt (5).
3. Skær de første 100 mm af tråd eller hele den del, der ikke er helt lige.
4. Sæt ledningen i vej ledningen (4), over roll (3) og derefter sætte den i
kapillarroeret rør (5).
5. Luk venstre hånd premifilo fjederbelastede. Drej spolen med henblik
på yderligere at løsne ledning.
6. De knop af presset af wiren er indstillet på halv pres. Hvis trykket er for
stor (risiko for jævnede ledning), skrue knop således at mindske presset.
Ma
ġġ
oranza pres er påkrævet, hvis du bruger tråd fra 0,6 mm. Hvis roll
køre slæde, skal vi øge presset indtil wiren skrot regelmæssigt.
7. Fj ern gas venturidyse guide og spidsen af blus contatto.dalla pistol.
8. Sæt omskifteren i position "ON" ( "I").
9. Træk ledningen af blus, så det er meget rigtigt.
10. Tryk på knappen for lommelygten og wiren foder, indtil den vises i
slutningen af blus (Pas på ikke at sigte din pistol mod dig eller andr e
mennesker), og derefter slippe knappen.
11. Sluk for maskinen ved at iværksætte "OFF" ( "O").
12. Sæt spidsen af kontakt el'ugello gas.
13. Cut wiren 6-10 mm ud over den spids. Nu maskinen er klar til at
afvikle.
3.4. TILSLUTNING AF BRÆNDER
Er brænderen tilsluttet direkte, og er derfor allerede klar til brug. E n
eventuel udskiftning skal ske med største forsigtighed. Det tilrådes at
lade udskiftningen udføre af en teknisk ekspert. For udskiftning af
gasførerens spids er det tilstrækkeligt at skrue den af eller trække den
udad. Gasførerens spids skal tages af, hver gang der kræves udskiftning
af trådførerens dyse. Denne dyse skal altid have en diameter, der svarer
til trådens. Hold altid gasførerens spids fuldstændigt ren.
4. SVEJSEFORMER
4.1. KONTINUERLIG SVEJSNING
Det er det mest anvendte system. Når maskinen er blevet klargjort og
indstillet, er det tilstrækkeligt at trykke på brænderens trykknap og starte
svejsningen. For standsning af svejsning er det tilstrækkeligt at slippe
brænderens trykknap.
4.2. G ASTRYK
Gastrykket skal reguleres således, at gastilførslen svarer til en værdi
mellem 6 og 12 liter. i.
4.3. SVEJSNING MED GAS– UDEN G AS
4.3.1. Gas
- Brænderens klemme i positiv udgang “
+”
og
jordforbindelsesklemmen i negativ udgang “-
”.
4.3.2. Uden -Gas
– (Kun for modeller, der er indstillet til denne
svejseform) jordforbindelsesklemmen i positiv udgang “
+
” og brænderens
klemme i negativ udgang “
-
”.
4.4. MIG – MAG SVEJSNING
A) MIG = M
etal
I
nert
G
as
B) MAG = M
etal
A
ctive
G
as
De to svejseformer er fuldstændigt tilsvarende, det er blot en forskellig
type gas, der anvendes. I tilfælde A er den anvendte gastype l’ARGON
(ædelgas) I tilfælde B er den anvendte gastype CO
2
(aktiv gas) For
svejsning af aluminiumslegeringer eller rustfri stållegeringer skal der
anvendes ren ARGON eller højst en blanding bestående af % ARGON
og 20% CO
2
. Der kan kun anvendes CO
2
alene ved svejsning af
kulstofstål (j ern).
5. VEJLEDNING I SVEJSNING
5.1. GENEREL REGEL
Når svejsningen er indstillet på minimum, skal buens længde være lille.
Dette opnås ved at holde brænderen så tæt som muligt på det emne, der
skal svejses og med en hældning på ca. 60 grader. Buens længde kan
øges efterhånden som strømmen intensiveres, der kan maksimalt opnås
en afstand på ca. 20mm.
5.2. GENERELLE RÅD
Der kan af og til opstå fejl i svejsningen. Disse fejl kan fjernes ved nøj e at
følge nedenstående råd:
- Porøsitet
Små huller i svejsningen, der minder om hullerne i overfladen på et
stykke chokolade, kan skyldes afbrudt gastilførsel eller tilstedeværelse af
fremmedlegemer. Det hjælper normalt at slibe svejsningen og derefter at
gentage den. Kontrollér dog først gastilførslen (ca. 8 liter/minuttet),
rengør omhyggeligt arbejdsområdet, og giv derefter brænderen den
korrekte hældning, når der svejses.
- Sprøjtning
Små dråber af smeltet metal, der stammer fra svejsebuen. Små
mængder er uundgåelige, men de kan reduceres til et minimum ved at
regulere strømmen og gastilførslen omhyggeligt og ved at holde
brænderen ren.
- Snæver og afrundet svejsning
Dette skyldes hurtig fremdrift af brænderen eller forkert reguleret
gastilførsel.
- Tæt og bred svejsning
Dette kan skyldes en for langsom fremdrift af brænderen.
- Tråd brændt bagtil
Dette kan skyldes en langsom fremdrift af tråden, slækket eller slidt
trådførerspids, tråd af dårlig kvalitet, lukket gasførertud eller for høj
strøm.
- Mangelfuld indtrængning
kan skyldes en for hurtig fremdrift af brænderen, for lav strøm, ukorrekt
trådforsyning, ombyttet polaritet, afrundinger og utilstrækkelig afstand
mellem kanterne. Vær omhyggelig med reguleringen af de operative
parametre, og sørg for at forbedre forberedelsen af de emner, der skal
svejses.

