Сварочное оборудование Awelco BLUEMIG 170 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.


























проволоки
указывается
на
ролике
сбоку
.
Данные
аппараты
также
оснащены
роликами
,
подходящими
для
использования
порошковой
электродной
проволоки
для
осуществления
безгазовой
сварки
.
При
проведении
сварки
в
среде
защитного
газа
необходимо
установить
ролик
подающего
механизма
V
-
образной
формы
для
стальной
проволоки
и
U
-
образной
формы
для
алюминиевой
проволоки
.
Ролики
данного
типа
можно
приобрести
у
Вашег о
продавца
.
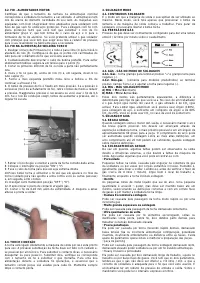
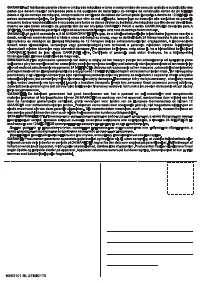
3.3.
ПОД АЧА
ПРОВОЛОКИ
В
СВАРОЧНЫЙ
ПИСТОЛЕТ
1.
Откройте
зажим
механизма
подачи
(1)
и
отверните
приводные
ролики
(2
и
3).
Убедитесь
,
что
отверстие
прижимного
ролика
соответствует
размеру
используемой
проволоки
.
2.
Аккуратно
отделите
конец
проволоки
от
катушки
.
Для
тог о
чтобы
избежать
разматывания
катушки
,
на
проволоку
должно
оказываться
равномерное
давление
.
3.
Отрежьте
конец
проволоки
длиной
приблизительно
10
см
.
4.
Проденьте
проволоку
через
отверстие
(4)
прижимного
ролика
(3)
в
направляющую
(5).
5.
Опустите
зажим
на
проволоку
и
заверните
прижимной
винт
(2).
При
необходимости
поверните
катушку
против
часовой
стрелки
,
чтобы
удалить
зазор
.
6.
Давление
,
оказываемое
на
проволоку
приводными
роликами
,
регулируется
с
помощью
прижимного
винта
.
При
чрезмерной
подаче
проволоки
поверните
прижимной
винт
против
часовой
стрелки
,
таким
образом
,
можно
избежать
искривления
проволоки
.
При
использовании
проволоки
0,6
мм
может
возникнуть
необходимость
уменьшить
давление
.
Если
при
подаче
проволоки
приводной
ролик
соскальзывает
,
давлени е
должно
быть
увеличено
.
7.
Снимите
сопло
и
зажим
со
сварочного
пистолета
.
8.
Включите
аппарат
“ON” (I).
9.
Закрепите
провод
сварочного
пистолета
.
10.
Нажмите
на
кнопку
пуска
,
чтобы
появилась
проволока
. (
Не
направляйте
сварочный
пистолет
на
себя
или
окружающих
во
время
работы
).
Отпустите
кнопку
после
появления
проволоки
.
11.
Выключите
аппарат
“OFF” (“
О
”).
12.
Установите
контакт
и
сопло
.
13.
Отрежьте
конец
проволоки
(6 – 10
мм
)
на
конце
контакта
.
Аппарат
готов
к
работе
.
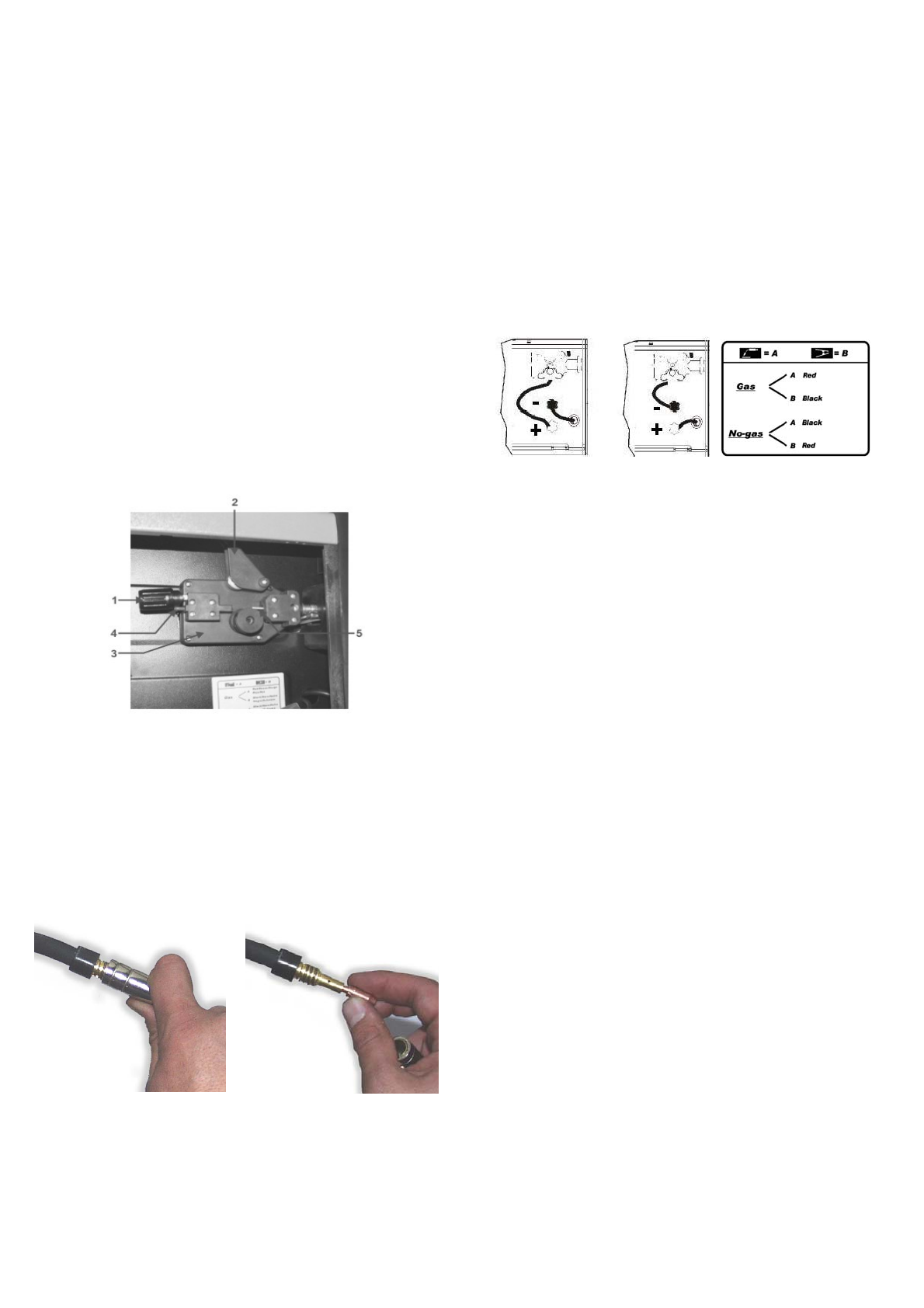
3.4.
УСТАНОВКА
СВАРОЧНОГО
ПИСТОЛЕТА
У
данных
моделей
сварочный
пистолет
уже
подсоединен
к
аппарату
и
готов
к
использованию
.
Замена
сварочного
пистолета
должна
осуществляться
только
квалифицированным
специалистом
.
Для
замены
контактов
открутите
их
и
снимите
.
Замените
контакт
,
проверив
,
что
он
подходит
к
сварочной
проволоке
,
которую
Вы
используете
.
Установите
сопло
.
Для
хорошей
подачи
сварочной
проволоки
очень
важно
использовать
комплектующие
,
соответствующие
ее
диаметру
и
материалу
.
Содержите
контакты
в
чистоте
.
4.
РЕЖИМЫ
СВАРКИ
4.1.
СВАРКА
С
НЕПРЕРЫВНОЙ
ПОД АЧЕЙ
ПРОВОЛОКИ
При
использовании
данного
режима
аппарат
работает
непрерывно
.
Для
начала
работы
необходимо
нажать
на
кнопку
сварочного
пистолета
,
для
окончания
работы
необходимо
отпустить
кнопку
.
4.2.
Д АВЛЕНИЕ
Г АЗ А
Давление
газа
должно
соответствовать
значению
от
6
до
12
литров
в
минуту
.
Давление
определяется
с
помощью
манометра
.
Каждый
пользователь
может
определить
самостоятельно
,
какое
давление
наиболее
подходит
для
типа
сварки
,
которую
он
выполняет
.
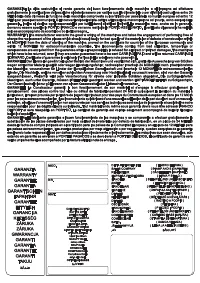
4.3.
Г АЗОВАЯ
–
БЕЗГАЗОВАЯ
СВАРКА
4.3.1.
Газовая
сварка
-
При
газовой
сварке
зажим
сварочного
пистолета
необходимо
приложить
к
положительной
клемме
«+»,
а
заземленный
зажим
–
к
отрицательной
клемме
«-».
4.3.2.
Безгазовая
сварка
(
только
для
определенных
моделей
) -
Заземленный
зажим
надо
приложить
к
положительной
клемме
«+»,
а
зажим
сварочного
пистолета
к
отрицательной
«-».
4.4.
СВАРКА
В
РЕЖИМАХ
MIG – MAG
а
)
MIG
=
сварка
плавящимся
электродом
в
среде
инертного
газа
б
)
M AG
=
сварка
плавящимся
электродом
в
среде
активного
газа
Эти
два
режима
абсолютно
идентичны
,
разницу
составляет
лишь
тип
газа
,
который
Вы
используете
.
В
первом
случае
необходимо
использовать
аргон
(
инертный
газ
).
Во
втором
случае
необходимо
использовать
двууглекислый
газ
СО
2
(
активный
газ
).
Для
сварки
алюминиевых
сплавов
необходим
аргон
(100%),
для
сварки
стали
–
газовая
смесь
из
аргона
(80%)
и
двууглекислог о
газа
(20%).
Для
сварки
железа
необходимо
использовать
только
двууглекислый
газ
.
5.
ИНСТРУКЦИИ
ПО
ПРОВЕДЕНИЮ
СВАРКИ
5.1.
ОБЩИЕ
ПРАВИЛ А
При
осуществлении
сварки
с
использованием
низкого
значения
тока
,
необходимо
,
чтобы
дуга
была
как
можно
короче
.
Для
этого
прижмите
наконечник
сварочного
пистолета
под
углом
60°
как
можно
ближе
к
свариваемой
детали
.
При
использовании
высокого
значения
тока
можно
увеличить
длину
дуги
до
20
мм
.
5.2.
ОБЩИЕ
РЕКОМЕНД АЦИИ
Часто
причиной
дефектов
сварочного
шва
является
не
неисправность
сварочного
аппарата
,
а
внешние
воздействия
.
Для
избежания
неполадок
обратите
внимание
на
следующие
рекомендации
:
•
Сварочный
шов
пористый
Причиной
пористости
сварочного
шва
может
быть
нарушение
подачи
защитного
газа
или
попадание
инородных
тел
.
Для
устранения
этой
неисправности
необходимо
зачистить
сварочный
шов
.
Прежде
чем
проводить
сварку
,
убедитесь
в
достаточной
подаче
газа
(
примерно
8
литров
в
минуту
).
Содержите
рабочее
место
в
порядке
.
Во
время
сварки
наклоняйте
пистолет
.
•
Брызги
Представляют
собой
частицы
расплавленного
металла
,
отскакивающие
от
сварочной
дуги
.
Появление
брызг
неизбежно
,
но
их
количество
можно
уменьшить
,
правильно
установив
сварочный
ток
и
поток
газа
.
Содержите
сварочный
пистолет
в
чистоте
.
•
Узкий
округлый
сварочный
шов
Образуется
при
слишком
быстром
продвижении
сварочного
пистолета
или
неправильном
потоке
газа
.
•
Широкий
сварочный
шов
Образуется
при
слишком
медленном
продвижении
сварочного
пистолета
.
•
Обгорание
проволоки
Происходит
при
соскальзывании
подаваемой
проволоки
,
повреждении
контакта
,
плохом
качестве
проволоки
,
при
слишком
близком
прижимании
сопла
к
обрабатываемому
изделию
или
слишком
высоком
напряжении
.
•
Маленькая
глубина
провара
Причиной
может
быть
слишком
быстрое
продвижение
сварочного
пистолета
,
низкое
напряжение
,
неправильный
сварочный
ток
,
неправильная
полярность
.
Убедитесь
в
правильности

