Сварочное оборудование Awelco BLUEMIG 170 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.


























установленных
параметров
и
хорошей
подготовке
сварочной
заготовки
.
•
Проваривание
обрабатываемого
изделия
Причиной
может
быть
слишком
медленное
передвижени е
сварочного
пистолета
,
слишком
высокое
значение
сварочного
тока
или
неправильная
скорость
подачи
проволоки
.
•
Пористый
сварочный
шов
и
образование
большого
количества
брызг
Причиной
может
быть
недостаточный
газовый
поток
,
загрязнения
на
обрабатываемой
заготовке
или
расположение
сопла
на
слишком
большом
расстоянии
от
обрабатываемого
изделия
.
Обратит е
внимание
на
то
,
что
поток
газа
должен
быть
не
менее
7 – 8
литров
в
минуту
,
а
сварочный
ток
соответствовать
типу
используемой
проволоки
.
Рекомендуем
использовать
редуктор
.
По
манометру
Вы
можете
определить
расход
газа
в
литрах
.
•
Нестабильная
сварочная
дуга
Причиной
может
быть
недостаточное
значение
входного
напряжения
,
неправильно
установленная
скорость
подачи
проволоки
,
недостаточное
количество
защитного
газа
.
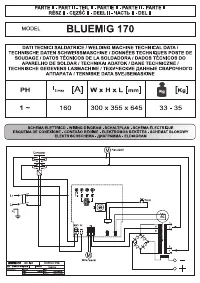
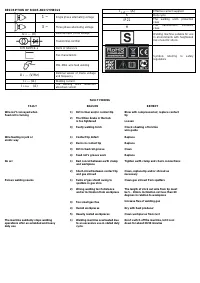
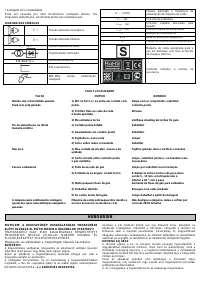
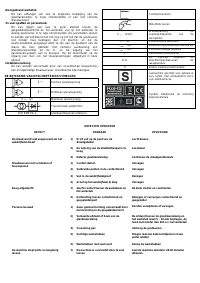
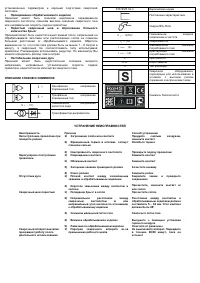
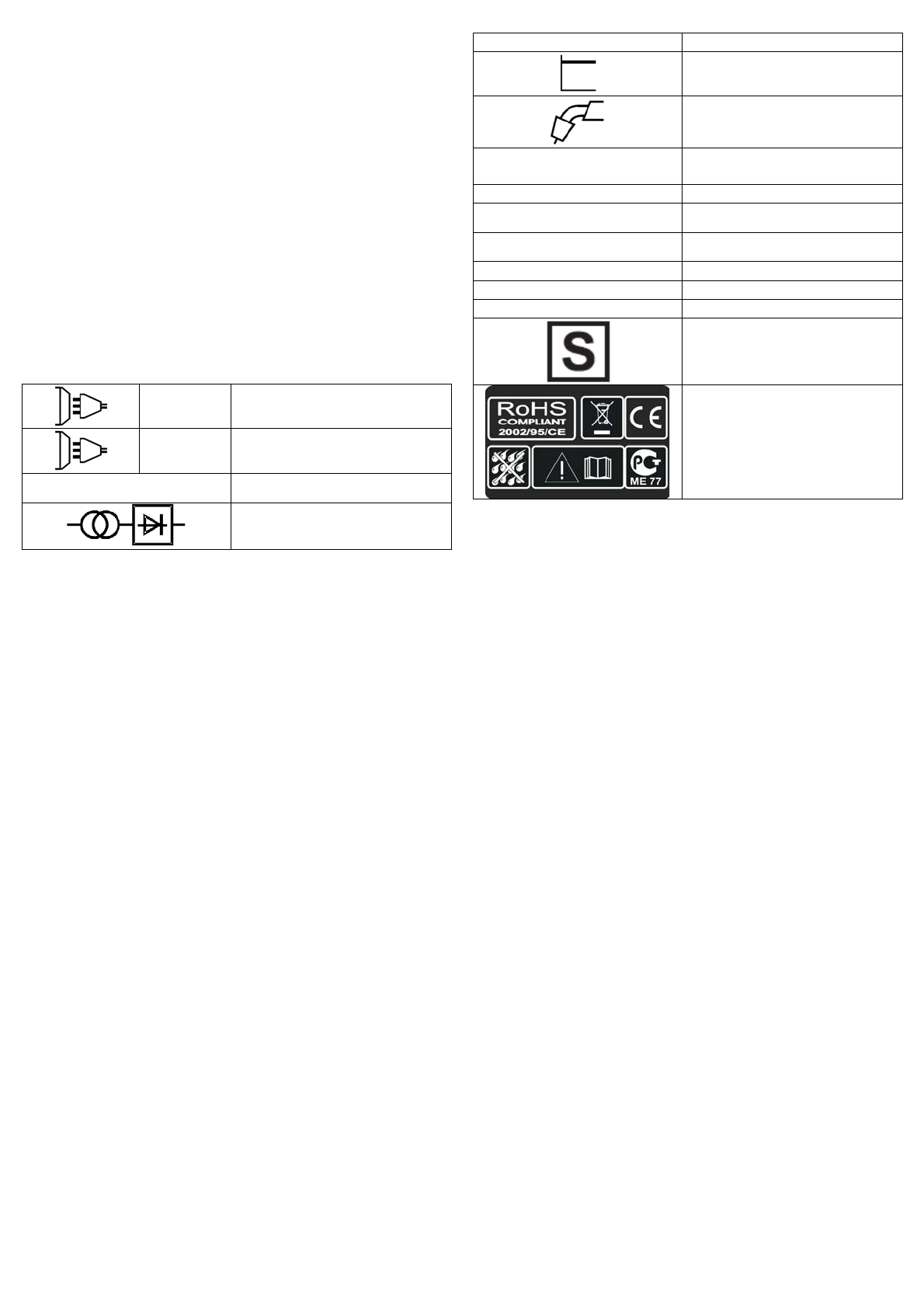
ОПИСАНИЕ
ЗНАКОВ
И
СИМВОЛОВ
1 ~
Однофазное
напряжение
(
переменный
ток
)
3 ~
Трехфазное
напряжение
(
переменный
ток
)
U
0
… (V)
Номинальное
напряжение
холостого
хода
Трансформатор
-
выпрямитель
EN 60974-1
Европейская
норма
Постоянные
характеристики
Сварка
MIG-MAG
U
1
… (V/Hz)
Номинальное
входное
напряжение
и
частота
I
2
… (A)
Сварочный
ток
I
1 max
(A)
Максимальное
значение
потребляемого
тока
I
1 eff
… (A)
Действующее
значение
потребляемого
тока
X
Цикл
работы
IP21
Класс
защиты
H
Тип
изоляции
Сварочное
оборудование
,
подходящее
для
использования
в
условиях
с
высоким
риском
поражения
электрическим
током
Символы
безопасности
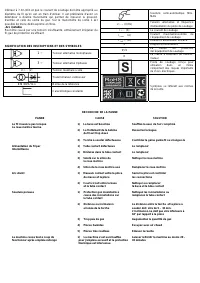
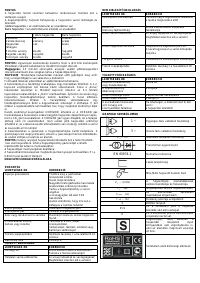
УСТРАНЕНИЕ
НЕИСПРАВНОСТЕЙ
Неисправность
Причина
Способ
устранения
Непоступление
проволоки
при
повороте
ролика
1)
Загрязнение
сопла
или
контакта
2)
Фрикционный
тормоз
в
штативе
затянут
слишком
сильно
3)
Неисправность
сварочного
пистолета
Продуйте
сжатым
воздухом
,
замените
контакт
Ослабьте
тормоз
Проверьте
подачу
проволоки
Нерегулярное
поступление
проволоки
1)
Повреждение
контакта
2)
Обоженный
контакт
3)
Засорение
канавки
приводного
ролика
4)
Износ
ролика
Замените
контакт
Замените
контакт
Зачистите
канавку
Замените
ролик
Отсутствие
дуги
1)
Плохой
контакт
между
заземленным
зажимом
и
обрабатываемым
изделием
2)
Короткое
замыкание
между
контактом
и
соплом
Закрепите
зажим
и
проверьте
соединение
Прочистите
,
замените
контакт
и
/
или
сопло
Сварочный
шов
пористый
1)
Попадание
брызг
в
сопло
2)
Неправильное
расстояние
между
сварочным
пистолетом
и
/
или
неправильный
угол
наклона
по
отношению
к
обрабатываемому
изделию
3)
Слишком
маленький
поток
газа
4)
Влажное
обрабатываемое
изделие
5)
Ржавчина
на
обрабатываемом
изделии
Прочистите
сопло
Расстояние
между
контактом
и
обрабатываемым
изделием
должно
составлять
5 – 10
мм
.
Угол
наклона
должен
быть
60°
Увеличьте
поток
газа
Высушите
с
помощью
установки
горячего
воздуха
Очистите
от
ржавчины
Сварочный
аппарат
внезапно
прекращает
работу
после
длительного
использования
1)
Перегрев
сварочного
аппарата
из
-
за
превышения
рабочего
цикла
Не
выключайте
аппарат
.
Подождите
в
течение
20/30
минут
,
пока
он
остынет

