Сварочное оборудование Awelco BLUEMIG 170 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.


























3.2. MOTEUR D’ENTR AÎNEMENT DU FIL
Assurez -vous que le galet d’avancement du fil ait rainure du mêm e
diamètre que celui di fil à utiliser. Le diamètre du fil que le galet est apt e
à utiliser est estampillé sur son côté. Les postes sont équipés de galets
crénelés pour la soudure de fil fourré sans gaz de protection. Pour
souder avec fil plein avec gaz de protection, remplacez le galet du
groupe d’entraînement fil avec un galet ayant rainure à forme de
V
pour
le fil d’acier et à forme de
U
pour fil d’aluminium. Demandez ces galets et
le réducteur de gaz à votre revendeur de confiance ou à la maison
productrice, au cas où vous voulez utiliser le poste avec gaz de
protection.
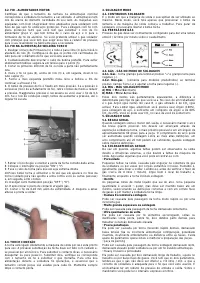
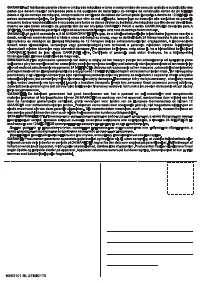
3.3. ENTR AINEMENT DU FIL
1. Débrayer la fléchette avec ressort (1) et le tourner vers l’haut (2) de
manière de l’éloigner de la roue motrice (3). Assurez-vous que la roue
motrice porte imprimé sur le coté à vue le diamètre du fil que vous êtes
en train d’utiliser.
2. Avec attention détacher le fil de la bobine porte-fil .Pour éviter des
embêtant déroulement du fil il faut le tenir tendu jusque au point (5).
3. Couper le premier 100 mm du fil et quoi que soit toute la partie
endommagée.
4. Introduire le fil dans la guide (4), dans la gorge du galet motrice et
après dans le capillaire (5).
5. Serrer le fléchette presse-fil en laissant le ressort chargé. Tourner la
bobine de façon de relâcher le fil.
6. La poignée de réglage de la pression du fil est réglée à moitié
pression. Dans le cas où la pression soit excessive (on risque de
déformer le fil9 , dévisser la poignée de façon de réduire la pression. Une
pression supérieur est demandée quand on utilise le fil de diamètre 0,6
mm. Si le galet glisse , il faut augmenter la pression jusqu’à quand le fil
entraîne régulièrement.
7. Détacher la buse gaz et la buse fil du pistolet de la torche.
8. Placer l’interrupteur en position « ON » (« I »)
9. Tirer le câble de la torche de façon que soit bien droit.
10. Presser la gâchette du pistolet de la torche jusqu’à quand il apparaît
à son extrémité ( attention à ne pas adresser le pistolet contre vous ou
d’autres personnes), après relâcher la gâchette.
11. Eteindre le poste en le mettant en position « OFF ».
12. Remonter la buse contact et la buse gaz.
13. Couper le fil de 6-10 mm après la buse contact. Maintenant le post e
est pré à travailler.
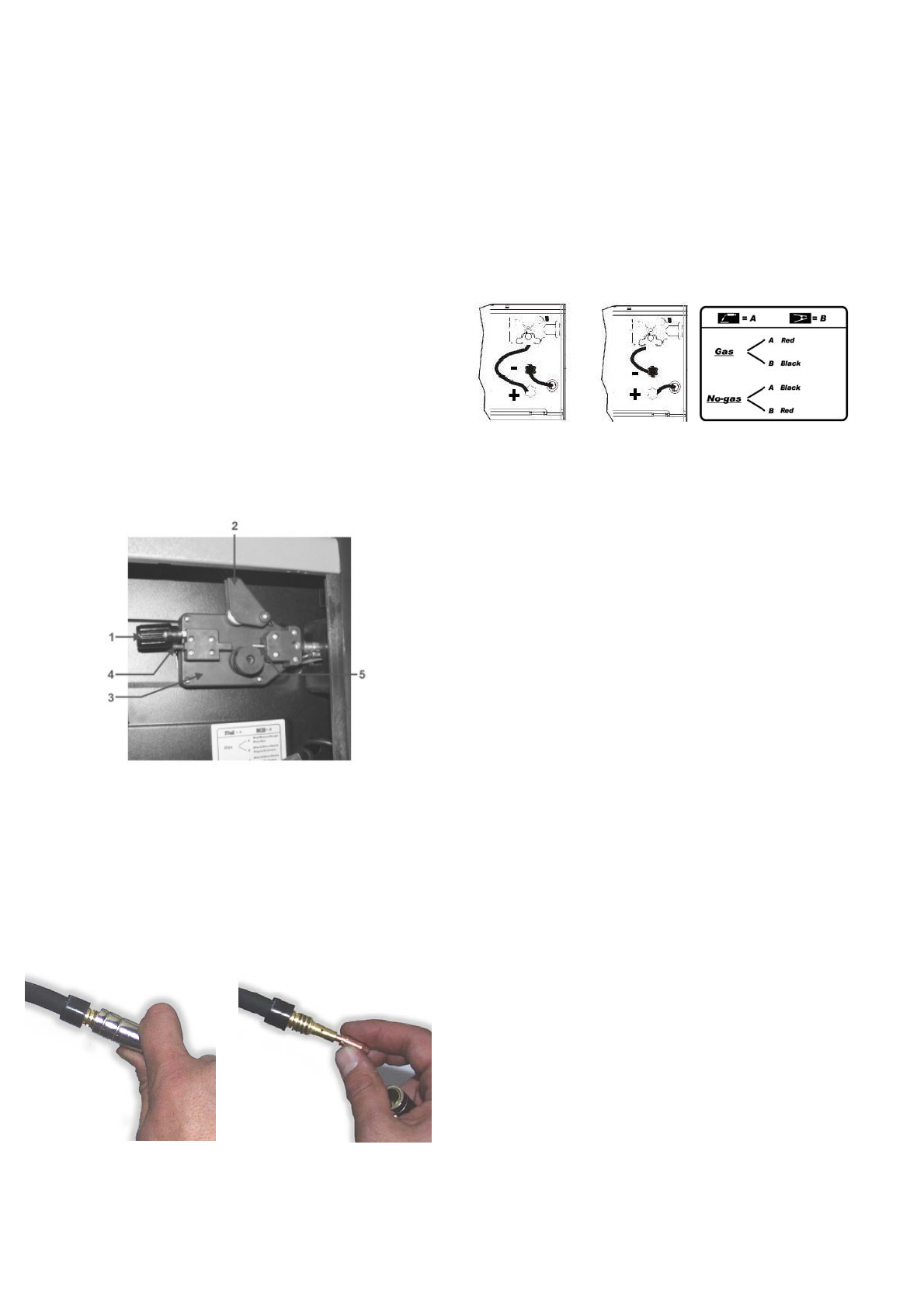
3.4. CONNEXION DE LA TORCHE
La torche est reliée d’une manière directe, donc elle est déjà prête à
l’emploi. S’il est nécessaire de la changer, il faut le faire avec beaucoup
d’attention. Il est préférable de faire exécuter cette opération par un
expert. Pour remplacer la buse gaz, il suffit de dévisser ou de tirer vers
l’extérieur. Il faut enlever la pointe de la buse gaz à chaque fois qu’il faut
remplacer la buse fil. Telle buse doit touj ours être d’un diamètre
approprié à celui du fil. Tenez touj ours parfaitement propre la buse gaz.
4. MODES DE SOUD AGE
4.1. SOUD AGE CONTINU
Il s’agit du système plus utilisé. Une fois que vous avez réglé l’appareil, il
suffit d’appuyer le bouton de la torche pour commencer les opérations de
soudage. Pour cesser de souder, il suffit de relâcher le bouton de la
torche.
4.2. PRESSION DU G AZ
La pression du gaz doit être réglée de façon à ce que la quantité du gaz
soit comprise entre 6 - 12 litres / min.
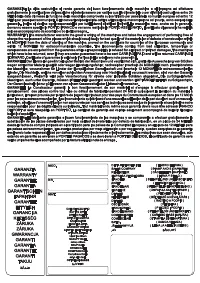
4.3. SOUDURE AVEC GAZ -S ANS G AZ
4.3.1. Gaz-
Borne de la torche connectée à la borne de sortie positive (+)
et pince de masse connectée à la borne négative(-).
4.3.2. Sans gaz-
( Seulement pour les modèles qui ont cette
prédisposition ) pince de masse à la connexion positive ( + ) et borne de
la torche à souder connectée à la borne négative ( - ) du poste à souder.
4.4. SOUDURE MIG-M AG
A) MIG = M
etal
I
nert
G
as
B) MAG
=
M
etal
A
ctive
G
as
Cex deux procédés de soudure sont parfaitement équivalents; c’est
seulement le type de gaz employé qui change.
Au point (A) le gaz employé est l’ARGON (gaz inerte).
Au point (B) le gaz employé est le CO
2
(gaz actif).
Pour souder des alliages d’aluminium, il est nécessaire d’employer de
l’ARGON pur ou à limite une alliance composée au 80 % de ARGON e t
au 20 % de CO
2
. On peut utiliser le gaz CO
2
seul, mais seulem ent dans
le cas de soudure d’acier au carbone (fer).
5. GUIDE DE SOUDAGE
5.1. REGLE GENERALE
Quand le courant est réglé au minimum, il est nécessaire que la longueur
de l’arc soit petite. Pour ce faire, il faut que la torche soit le plus près
possible de la pièce à souder avec une inclination de 60 degrés environ.
La longueur de l’arc peut être augmentée au fúr et à mesure que
l’intensité du courant augmente. On peut arriver à une distance maximum
de 20 mm.
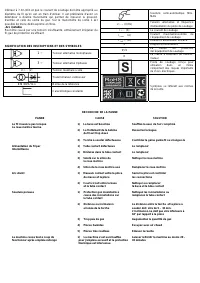
5.2. CONSEILS DE C AR ACTÈRE GÉNÉRALE
De temps en temps, quelques lacunes de soudage peuvent se produire.
Ces défauts peuvent être évités en faisant attention aux conseils que
nous vous proposons.
-Porosité
Petits trous dans la soudure, causés par l’interruption du flux de gaz ou
de l’inclusion de petits corps étrangers. Le remède est de meuler la
soudure et de la refaire. Mais avant de la refaire, il faut contrôler le flux
du gaz (8 litres/min.), bien nettoyer la zone de travail puis bien incliner
(60 degrés environ ) la torche pendant la soudure.
-Eclaboussures
Petites gouttes de métal fondu qui découlent de l’arc de soudure. E n
petite quantités cela est inévitable, mais elles peuvent être réduites au
minimum en réglant bien le courant de soudage ainsi que le flux du gaz.
-Soudure serrée et arrondissée
Due au mouvement rapide de la torche ou au flux du gaz mal réglé.
-Soudure épaisse et large
Elle est causée par un avancement trop lent de la torche.
-Fil brulé
Peut être causé par un avancement du fil trop lent, ou si la pointe de la
buse s’est élargie ou consumée, fil de basse qualité, tube contact fermé
ou courant trop élevé.
-Mauvaise pénétration
Cela peut arriver lorsque l’entraînement de la torche est trop rapide,
courant trop bas, l’alimentation du fil non correcte, polarité inversée,
émoussages et distance entre les bords insuffisante. Contrôlez la
régulation des paramètres opératifs et améliorez la
préparation des pièces à souder.
-Pièce percée
Peut être causé par l’entraînement trop lent de la torche, courant trop
elevé ou non approprié à l’alimentation du fil.
-Forte éclaboussure et porosité
Peuvent être causées par une distance excessive du tube contact de la
pièce, par des saletés sur la pièce ou gaz insuffisant. Il faut vérifier les
deux paramètres en se rappelant que le débit de gaz ne doit jamais êtr e

