Сварочное оборудование Awelco BLUEMIG 170 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.


























FONT OS
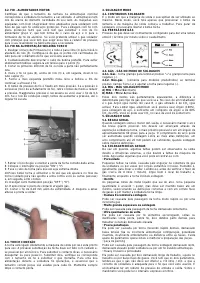
A hegesztési terület szemmel tartásához rendszeresen tisztítani kell a
véd
ő
pajzs üvegét.
A hegeszt
ő
pisztoly helyzete bef olyásolja a hegesztési varrat min
ő
ségét és
kinézetét.
Jobbra hegesztés
= az elektródahuzal az olvadékban van
Balra hegesztés
= az elektródahuzal kitolódik az olvadékból
Jobbra hegesztés
Balra hegesztés
Behatolás n
ő
csökken
Varratszélesség keskeny
széles
Hegesztési
ráhagyás
sok kevés
Porozitás veszély
kisebb
nagyobb
Ragadás veszély
nagyobb
kisebb
Fröcsögés veszély
kisebb
nagyobb
FONT OS:
Ugyanolyan áramer
ő
sség mellett a rövid ív (6-8 mm) keskenyebb
ömledéket, mélyebb behatolást és kisebb fröcsögést idéz el
ő
.
Megjegyzés:
1.5 mm-nél vékon yabb anyagok esetén jobbrahegesztést
célszer
ű
alkalmazni éles szögben tartva a hegeszt
ő
pisztolyt.
FIGYELEM
Mindenfajta karbantartási m
ű
velet el
ő
tt gy
ő
z
ő
djön meg arról,
hogy a hegeszt
ő
gép le van választva a hálózatról.
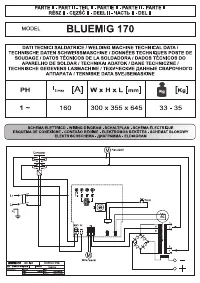
Fontosabb m
ű
szaki jellemz
ő
ket az alábbi táblázat tartalmazza.
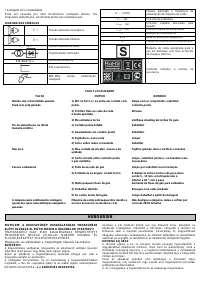
A berendezésen a f eszültség szabályzása négy f okozatban történhet. A 1-2.
kapcsoló segítségével két f okozat köz
ű
l válaszhatunk. Ezzel a „durva”
fokozatokat választjuk ki. Mindkét kapcsoló álláshoz az 3-4 felíratú
kapcsolóval kiválaszthatjuk a „finom” árambeállítást. Ílymódon összesen nég y
hegesztési f eszültségtartományt tudunk beállítani. A huzal el
ő
tolása
fokozatmentesen történik. A huzalel
ő
tolás változtatásával egy
fezültségtartományon belül a hegeszt
ő
áram er
ő
sségét is állíthatjuk. E két
értéket a legideálisabbra kell beállítani hoz, hogy megf elel
ő
eredményt érjük
el.
Kiválló eredményt kevertgázban (CORGON) érhetünk el. A CORGON gáz
használatával a berendezés sokkal nagyobb hegesztési teljesítményre képes,
mint a CO
2
gáz használatával. A CORGON gáz ugyan drágább, de a f ajlagos
költség nem n
ő
számottev
ő
en, mert sokkal jobb hegesztési erdményt
érhetünk el, és sokkal kevesebb utómunkálatra van szükség. (símább a varrat
és kevesebb a fröccskölés)
A berendezésben a gázszelep a hegesz
ő
pisztolyba került beép ítésre. A
pisztolykapcsoló megnyomásakor el
ő
sz
ő
r a gázszelepet hozzuk m
ű
ködésbe,
és ezután indítjuk a huzalt és az áramot.
FONT OS:
Vékony anyagok hegesztésénél törekedni kell a minél rövidebb
ívvel való hegesztésre, tehát a hegeszt
ő
pisztoly gázterel
ő
jét a lehet
ő
legközelebb kel tartani a munkadarabhoz.
A hegeszt
ő
gáz meenyiségének beállítása:
A huzal átmér
ő
tízsteresének megf elel
ő
gázmennyiséget kell beállítani. Pl.
φ
0,6mm huzal esetén 6 liter/perc
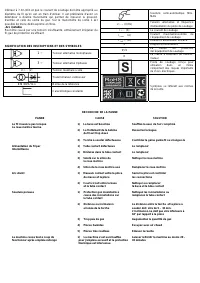
HEGESZTÉSI HIBÁK KORRIGÁLÁSA
POROZ ITÁS
LEHETSÉGES OK
KORREKCIÓ
Gyenge gázvédelem
Tisztítsa meg a gázfúvókát
Gázvezeték sérülés
Huzat megszüntetése
Nagyobb furatú gázfúvóka használata
Gázáramlási sebesség növelése
Tartsa a hegeszt
ő
pisztoly a varrat
végéhez
a visszagyújtási id
ő
alatt CO2
használata
esetén ellen
ő
rizze, hogy nincsen-e
bef agyva a nyomás reduktor
Rossz gázf ajta
Használjon megf elel
ő
gázt
Szennyezett gáz
Cserélje ki a gázpalackot
Kosz vagy rozsda kerül a varratba
Használjon tiszta és száraz hegeszt
ő
huzalt
A munkadarab koszos,
nedves vagy rozsdás
Távolítsa el a zsírt, olajat,
szennyez
ő
dést,
nedvességet, festéket, oxidokat vag y
bármilyen véd
ő
réteget
Túlzott cseppképz
ő
dés
Optimális távolság = a huzalátmér
ő
10-
szerese
Gázszelep hiba
Cserélje ki
TÚLZ OTT BEOLVADÁS
LEHETSÉGES OK
KORREKCIÓ
Túl nagy h
ő
Állítsa kisebb értékre a berendezést
Fokozza a munka sebességét
Helytelen varrat-el
ő
készítés
Az anyag f ajtájának és vastagságának
Megf elel
ő
en készítse el
ő
a varratot
NEM KIELÉGÍT
Ő
BEOLVADÁS
LEHETSÉGES OK
KORREKCIÓ
Szennyezett munkadarab
Tisztítsa meg a hegesztend
ő
f elületeket
a munka megkezdése el
ő
tt
Kevés h
ő
Alacsony tápf eszültség
Állítsa a berendezést magasabb
feszültségre
Rossz varrat-el
ő
készítés
Az anyag f ajtájának és vastagságának
megf elel
ő
en készítse el
ő
a varratot
Rossz hegesztési technika
Helyesbítse a hegesztési pozíciót
A huzalt egyenesen a varrat közepébe
irányítsa
Túl gyors munka
Csökkentse a munkavégzés sebességét
Túlzott cseppképz
ő
dés
Optimális távolság = a huzalátmér
ő
10-
szerese
TÚLZ OTT FRÖCSKÖLDÉS
LEHETSÉGES OK
KORREKCIÓ
Helytelen áramer
ő
sség
vagy huzalsebesség
Állítsa be
A hegeszt
ő
pisztoly
d
ő
lésszöge rossz
Korrigálja
Rossz min
ő
ség
ű
huzal
Váltson át más huzaltípusra
Rossz tekercshüvely
Cserélje ki
A munkadarab h
ő
kezelve
volt, és/vagy sok
szennyez
ő
dést tartalmaz
Ha lehetséges, a h
ő
kezelt részt ki kell
venni
a hegesztési területb
ő
l
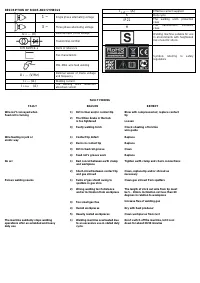
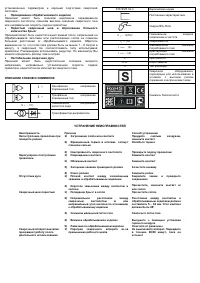
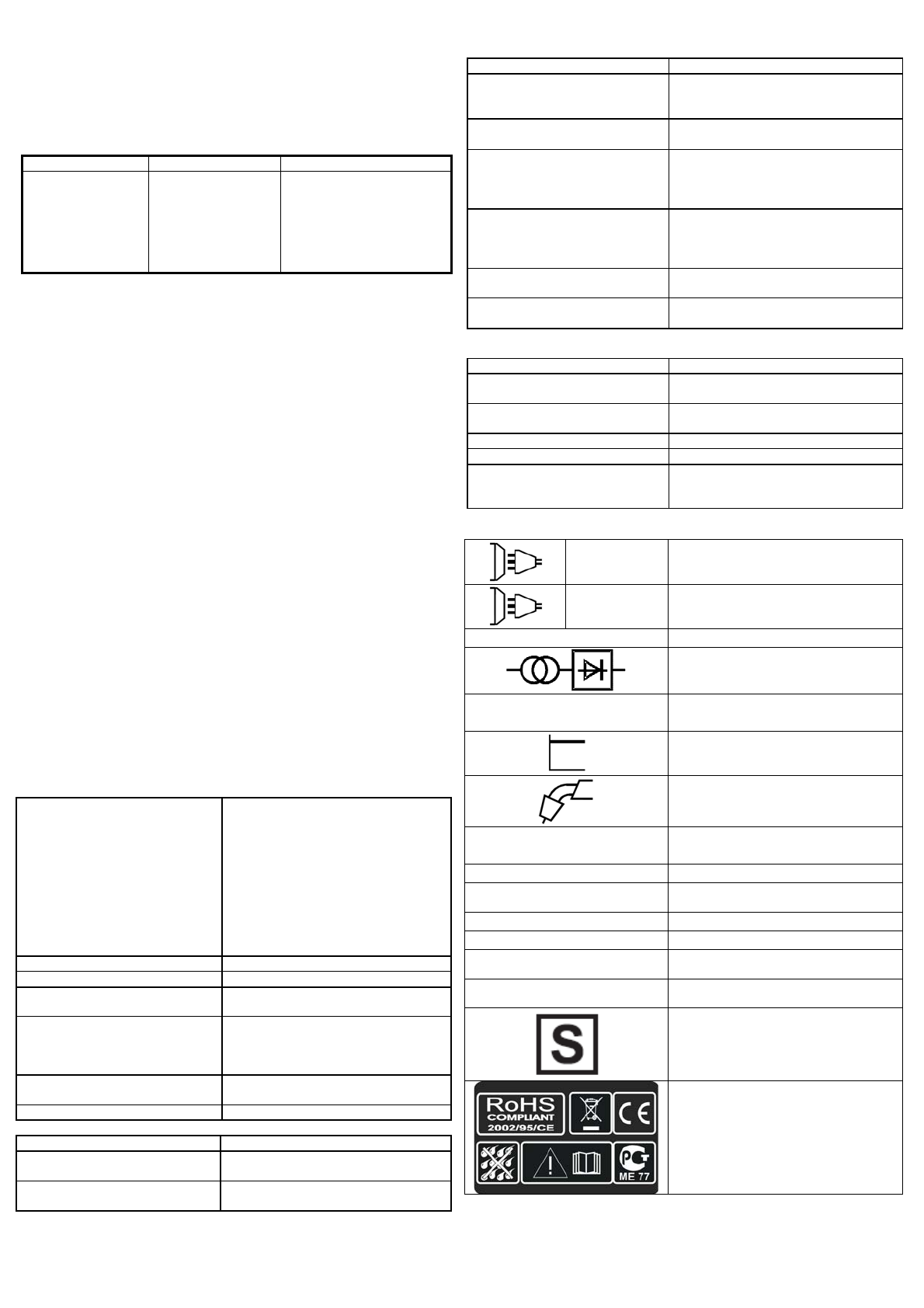
GR AFIKAI SZIMBÓLUMOK
1 ~
Egységes fázis váltakozó f eszültség
3 ~
Három f ázis váltakozó f eszültség
U
0
… (V)
Maximális üresjárási f eszültség
Transformer-egyenirányító
EN 60974-1
Normatíva ref erencia
Lakás tulajdonság
MIG-MAG hegeszt
ő
huzalok f eed
U
1
… (V/Hz)
A hegesztõgép áramellátásának
változó f eszültsége és frekvenciája
I
2
… (A)
Megállapodás szerinti hegesztési áram
I
1 max
(A)
Az áramellátási vezetékbõl
maximálisan elnyelt áram
I
1 eff
… (A)
Hatékony jelenlegi szolgáltatott
X kitöltési
tényez
ő
IP21
Ez a szimbólum jelöli a hegeszt
ő
készülék véd-elmi osztályát
H
Ez a szimbólum jelöli a transzf ormátor
szigetelési osztál-yát.
Hegesztõgép, mely alkalmas a
hegesztési mûveletek olyan
környezetben való végrehajtására is,
ahol az áramütés megnövelt veszélye
áll fenn.
Szimbólum utaló biztonsági el
ő
írások

