Сварочное оборудование Awelco BLUEMIG 170 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.


























3.2. FIO - ALIMENTADOR MOTOR
Certifique de que o tamanho da ranhura na alimentação nominal
corresponde à soldadura fio tamanho a ser utilizado. A alimentação tem
rolo de arame de diâmetro carimbada do seu lado. As máquinas são
equipadas com bom shagreneed rolos adequados para soldagem com
fluxo de gás sem fio endocarpo protecção. Para soldagem com fio com
plena protecção GAS que você tem que substituir o rolo de fio
alimentador grupo V, que tem forma de o cabo de aço e U para o
formulário de fio de alumínio. Se você pretende utilizar o gás soldador
com proteção que você tem que exigir essa rola e redutor de pressão
para o seu revendedor ou fabricante para a sociedade.
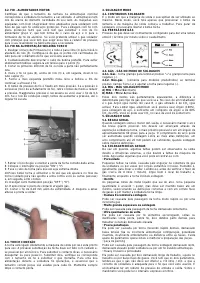
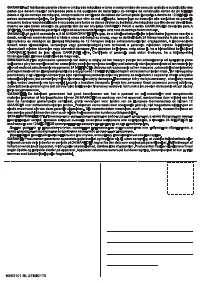
3.3. FIO N A ALIMENTAÇÃO WELDING TORCH
1. Desligar o braço da Primavera (1) e rode-o para cima (2) para movê-lo
afastado do rolo (3). Certifique-se de que os portos rolo carimbadas do
lado para ver o diâmetro do fio que você está usando.
2. Cuidadosamente desconectar o cabo da bobina portafilo. Para evitar
sbobinamenti tedious segurá-la em tensão para o ponto (5).
3. Cortar os primeiros 100 mm de fio ou toda a parte não perfeitamente
reta.
4. Insira o fio no guia (4), acima do rolo (3) e, em seguida, inseri-lo no
tubo capilar (5).
5. Feche a mão esquerda premifilo mola. Gire a bobina a fim de
continuar a afrouxar o fio.
6. O botão de pressão do fio é fixado em meia pressão. Se a pressão é
excessiva (risco de achatamento do fio), retire o botão de modo a reduzir
a pressão. Ma
ġġ
oranza pressão é necessária se você usar o fio de 0,6
mm. Se o rolo de condução sleigh, temos de aumentar a pressão, até o
regular fio sucata.
7. Retirar o bico de gás e orientar a ponta da tocha contatto.dalla arma.
8. Coloque o interruptor na posição "ON" ( "I").
9. Puxe o cabo da tocha para que ele sej a extrema-direita
10.Press botão tocha e alimentar o fio até que ele aparece no final da
tocha (cuidado para não aponte a arma contra você ou outras pessoas)
e, em seguida, solte o botão.
11.
Desligar carro mettendoin posição "OFF" ( "O").
12.
Reposicionar o ponto de contacto el'ugello gás.
13.
Cortar o fio de 6-10 mm além da extremidade. A máquina a estas
alturas é pronta a soldar.
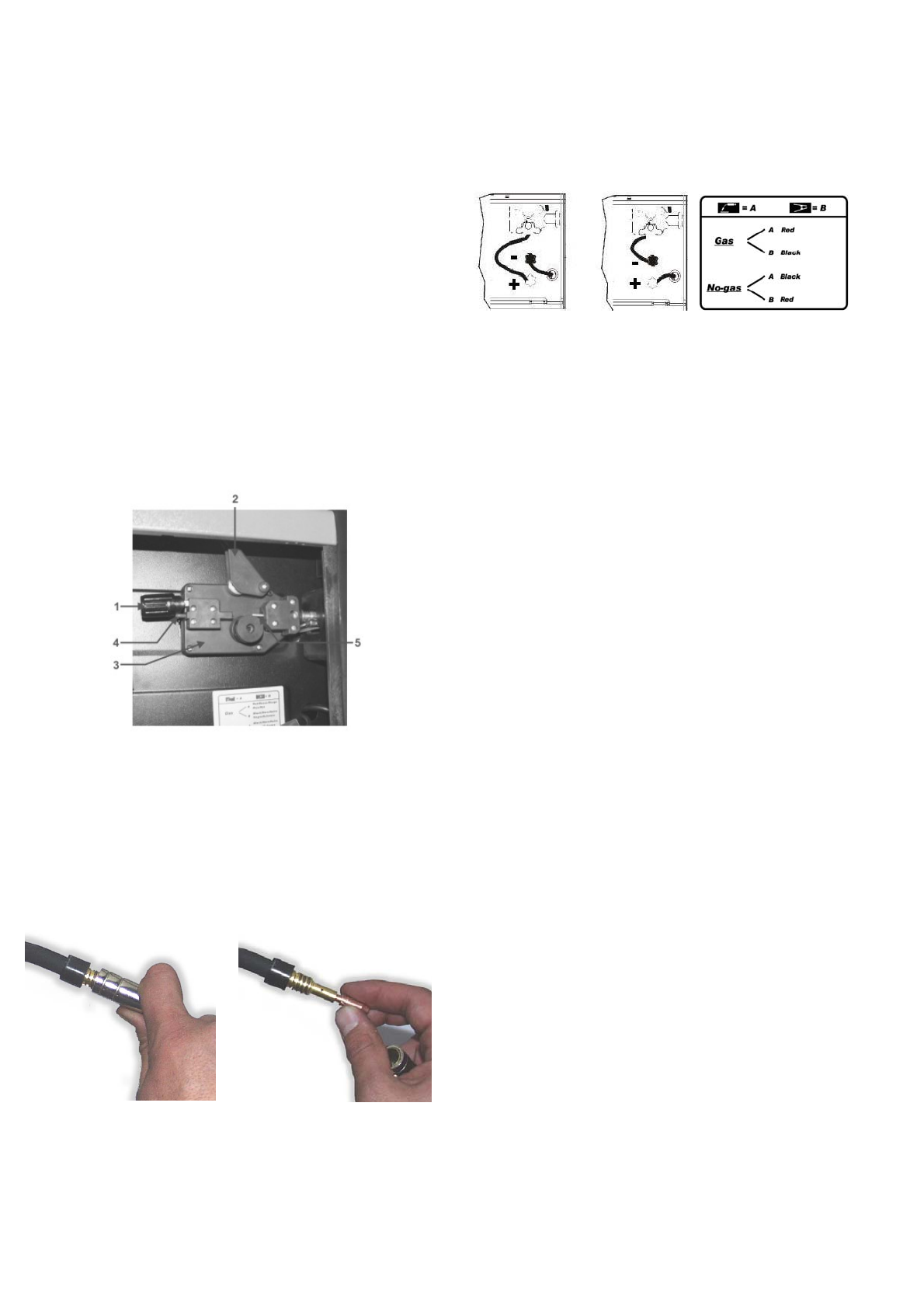
3.4. TORCH CONEXÃO
A tocha está ligado diretamente à máquina de solda por isso está pront o
para uso. A provável substituição da tocha deve ser feito com cuidado e,
se possível por um técnico. Para substituir o contacto dicas, é necessário
desapertar ou para puxar-lo. Substituir dica, verifique se corresponde
com o tamanho do fio e substituir o gás mortalha. Para uma boa
alimentação durante a soldadura fio operações, é essencial que o
tamanho correto peças são usadas para cada fio. Mantenha sempr e
limpo o contacto ponta.
4. SOLDAGEM MODE
4.1. CONTINUOUS SOLD AGEM
É o modo em que a máquina de solda é susceptível de ser utilizado ao
máximo. Neste modo, você terá apenas que pressionar o botão da
lanterna e da máquina de solda começa a trabalhar. Para parar de
soldagem, é necessário libertar o botão tocha
4.2. PRESSÃO DE GÁS
Pressão de gás deve ser normalmente configurado para dar uma leitur a
entre 6 / 12 litros por minuto sobre o caudalímetro.
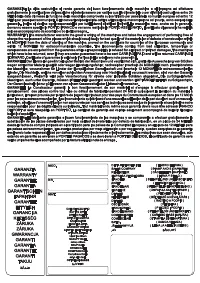
4.3. GÁS - GÁS NO MODO DE SOLD AGEM
4.3.1. Gás
- tocha grampo para terminal positivo "+" e grampo terra para
negativo (-).
4.3.2. Não-gás
- (somente para modelos predefinidos) ao terminal
positivo clampe Terra (+) e apertar a tocha para negativo (-).
4.4. MIG - MAG SOLD AGEM MODE
A) MIG
=
M
etal
G
ás
I
nerte
B) MAG
=
M
etal
A
ctive
G
ás
Estes dois modos são perfeitamente equivalentes, a diferença é
determinada pelo tipo de gás que você usa. No caso de um trabalhador
é o gás Árgon (gás inerte). No caso B, o gás utilizado é de CO
2
(gás
activa). Para soldar ligas alluminium você precisa usar Árgon (100%),
para soldagem de aço, é suficiente um composto de árgon e de 80%
CO
2
de 20%. Você só pode usar CO
2
no caso de você irá soldar ferro
5. SOLDAGEM GUIA
5.1. REGR A GER AL
Quando soldagem sobre o menor def. saída, é necessário manter o arc o
tão breve quanto possível. Isto deverá ser alcançado através da
exploração soldadura tocha, o mais próximo possível e em um ângulo de
aproximadamente 60 graus para a peça. O comprimento do arco pod e
ser aumentada quando soldagem sobre as mais altas definições, um
arco comprimento até 20 mm podem ser suficientes quando soldagem
sobre máximo definições.
5.2. SOLD AGEM DIC AS GER AIS
De vez em quando, algumas falhas podem ser observados na solda
devido a influências externas, e não devido a falhas da máquina de
solda. Aqui estão algumas que você pode encontrar-se com:
•
Porosidade
Pequenas falhas na solda, causada pelo enguiçar na cobertura de gás
da soldadura ou por vezes por corpos estranhos inclusão. Remédio é,
geralmente, para moer a soldar. Lembre-se, antes de verificar o fluxo de
gás (cerca de 8 litros / minuto), limpe bem o local de trabalho e,
finalmente, enquanto a tocha inclineis soldagem.
•
Borrifo
As pequenas bolas de metal líquido que sai do arco. Uma pequena
quantidade é unavoid ¬ poder, mas deve ser mantido baixo até um
mínimo, seleccionando as definições correctas e com um correto fluxo
de gases e por manter a soldadura tocha limpa.
•
Reduza Escombreira soldagem
Pode ser causada pela passagem da tocha muito rápido ou por uma
incorrecta gás.
•
Muito grande espessura ou soldagem
Pode ser causada pela passagem da tocha demasiado lentamente.
•
Wire queimaduras de volta
Ela pode ser causada por fio alimentos escorreguem, soltas ou
danificadas solda ponta, pobre fio, bico detidos perto demais par a
trabalhar ou tensão demasiado elevada.
•
Pouca penetração
Ela pode ser causada por tocha movendo rápido demais, demasiado
baixa tensão fixa ou incorrecta alimentação configuração, polaridade
invertida, insuficiente embotamento ea distância entre as faixas. Cuide
ajuste de parâmetros operacionais e melhorar a preparação das peças.
• peça de piercing
Pode ser causada pela passagem da tocha soldagem demasiado lento,
demasiado elevado poder soldadura ou por um fio inválido alimentação.
• Heavy chuveiro e porosidade
Ela pode ser causada por bico demasiado longe de trabalho, sujeira no
trabalho ou por baixo fluxo de gases. Você tem que os dois parâmetros,
lembre-se que o gás não deve ser inferior a 7-8 litros / min. e que a
corrente de soldadura é adequada para o fio que você está usando. É
aconselhável ter um redutor de pressão de entrada e saída. Sobre o
manômetro você pode ler o intervalo, expresso em litros.

