Сварочное оборудование Awelco MIG ONE - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.














høje temperaturer tændes en gul kontrollampe. Når
temperaturen er faldet tilstrækkeligt og har nået det niveau,
hvor svejsemaskinen kan fungere korrekt, slukkes den gule
kontrollampe. Maskinen forsynes automatisk med strøm, og
svejsningen kan dermed genoptages.
De nærmere oplysninger om justering af maskinen er
beskyttet mod udsving i fødevarer gennem en nem
sikringsholderen udskiftning sæde i bestyrelsen for justering
af wiren. I tilfælde af, at sikringerne var brændende
maskinen fryser og angiver den skævhed via en gul LED på
forreste sæde i bilen (6), til udskiftning, efter fjernelse af
strøm til maskinen, skrue højre panel og erstatte sikringen
udvinder løftestangsvirkningen med en lille skruetrækker.
3. SVEJSEFORMER
3.1. NO-GAS
Den svejser var designet til at afgøre sagen med NO-GAS.
4. MONTERING AF TRÅDSPOLE OG BRÆNDER
4.1. MONTERING AF SPOLE
Til
kan anvendes spoler på 0.2 Kg, 0,4.
4.2. MOTOR FOR TRÅDTRÆK
Sørg for, at rullen til fremdrift af tråden har en not med en
diameter, der er lig trådens. Maskinerne er indstillet med
rulle til tråd med diameter på Ø 0,6 og Ø 0,8.
Anvendes til wire Ø 0.9, kan du bruge den medfølgende
rulle.
På siden af rullen er trykt den Ø, der skal anvendes.
Maskinerne er udstyret med rillede ruller beregnet til
svejsning med fyldt tråd uden beskyttelsesgas.
Under alle omstændigheder, at maskinen kun med solid wire
type Flux.
4.3. INDSÆTTELSE AF TRÅD
Skær de første 10 cm af tråden, og sørg for, at enderne er
skåret således, at der ikke er fremspring, forvridninger eller
urenheder til stede. Løft det hjul igen, der er tilsluttet den
mobile arm ved at løsne den respektive skrue. Indsæt tråden
i plastikføringen ved at lade den passere på en passende not
på rullen, og indsæt derefter tråden i trådføreren igen. Sørg
for, at tråden ikke er spændt, og at den befinder sig i en
naturlig stilling. Sænk armen, og regulér trykket ved hjælp af
skruen. Det korrekte tryk er det tryk, der tillader en jævn
fremdrift af tråden og som samtidigt i tilfælde af blokering af
tråden tillader drivhjulet at glide uden at sammenfiltre tråden.
Det er ligeledes muligt at regulere rulleenhedens friktion. Øg
friktionen, når rulleenheden kører i tomgang, så spolen altid
har det korrekte træk. Hvis friktionen derimod skaber for
meget gnidning, og hjulet har tendes til at glide, skal
friktionen reduceres, indtil der opnås en jævn fremdrift af
tråden.
4.4. TILSLUTNING AF BRÆNDER
Er brænderen tilsluttet direkte, og er derfor allerede klar til
brug. En eventuel udskiftning skal ske med største
forsigtighed. Det tilrådes at lade udskiftningen udføre af en
teknisk ekspert. For udskiftning af gasførerens spids er det
tilstrækkeligt at skrue den af eller trække den udad.
Gasførerens spids skal tages af, hver gang der kræves
udskiftning af trådførerens dyse. Denne dyse skal altid have
en diameter, der svarer til trådens. Hold altid gasførerens
spids fuldstændigt ren.
5. VEJLEDNING I SVEJSNING
5.1. GENEREL REGEL
Når svejsningen er indstillet på minimum, skal buens længde
være lille. Dette opnås ved at holde brænderen så tæt som
muligt på det emne, der skal svejses og med en hældning på
ca. 60 grader. Buens længde kan øges efterhånden som
strømmen intensiveres, der kan maksimalt opnås en afstand
på ca. 20mm.
5.2. GENERELLE RÅD
Der kan af og til opstå fejl i svejsningen. Disse fejl kan
fjernes ved nøje at følge nedenstående råd:
- Porøsitet
Små huller i svejsningen, der minder om hullerne i
overfladen på et stykke chokolade, kan skyldes afbrudt
gastilførsel eller tilstedeværelse af fremmedlegemer. Det
hjælper normalt at slibe svejsningen og derefter at gentage
den. Kontrollér dog først gastilførslen (ca. 8 liter/minuttet),
rengør omhyggeligt arbejdsområdet, og giv derefter
brænderen den korrekte hældning, når der svejses.
- Sprøjtning
Små dråber af smeltet metal, der stammer fra svejsebuen.
Små mængder er uundgåelige, men de kan reduceres til et
minimum ved at regulere strømmen og gastilførslen
omhyggeligt og ved at holde brænderen ren.
- Snæver og afrundet svejsning
Dette skyldes hurtig fremdrift af brænderen eller forkert
reguleret gastilførsel.
- Tæt og bred svejsning
Dette kan skyldes en for langsom fremdrift af brænderen.
- Tråd brændt bagtil
Dette kan skyldes en langsom fremdrift af tråden, slækket
eller slidt trådførerspids, tråd af dårlig kvalitet, lukket
gasførertud eller for høj strøm.
- Mangelfuld indtrængning
kan skyldes en for hurtig fremdrift af brænderen, for lav
strøm, ukorrekt trådforsyning, ombyttet polaritet, afrundinger
og utilstrækkelig afstand mellem kanterne. Vær omhyggelig
med reguleringen af de operative parametre, og sørg for at
forbedre forberedelsen af de emner, der skal svejses.
- Gennemboring af emnet
Kan skyldes for langsom bevægelse af brænderen, for høj
strøm eller ukorrekt trådforsyning.
- Stærk sprøjtning og porøsitet.
Kan skyldes for stor afstand af gasførerens tud fra emnet,
snavs på emnet, utilstrækkelig gastilførsel eller lav strøm.
Det er nødvendigt at kontrollere de to parametre og huske at
gastilførslen ikke må være under 7-8 liter/min., og at
svejsningsstrømmen skal passe til den tråddiameter, der
anvendes. Det tilrådes at have en trykreguleringsventil i
indgang og udgang. På trykmåleren i udgang er det ligeledes
muligt at aflæse kapaciteten i liter.
- Ustabil bue
Kan skyldes utilstrækkelig spænding, ujævn fremdrift af
tråden, utilstrækkelig beskyttelsesgas.
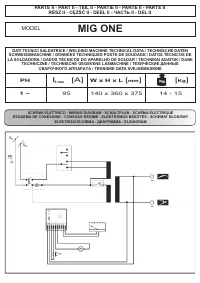
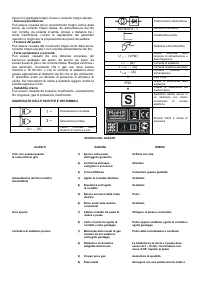
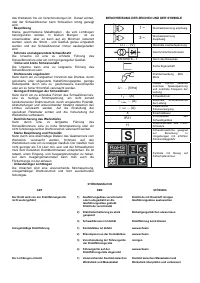
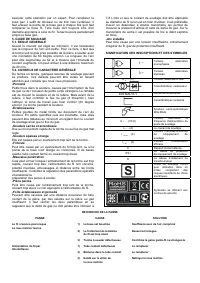
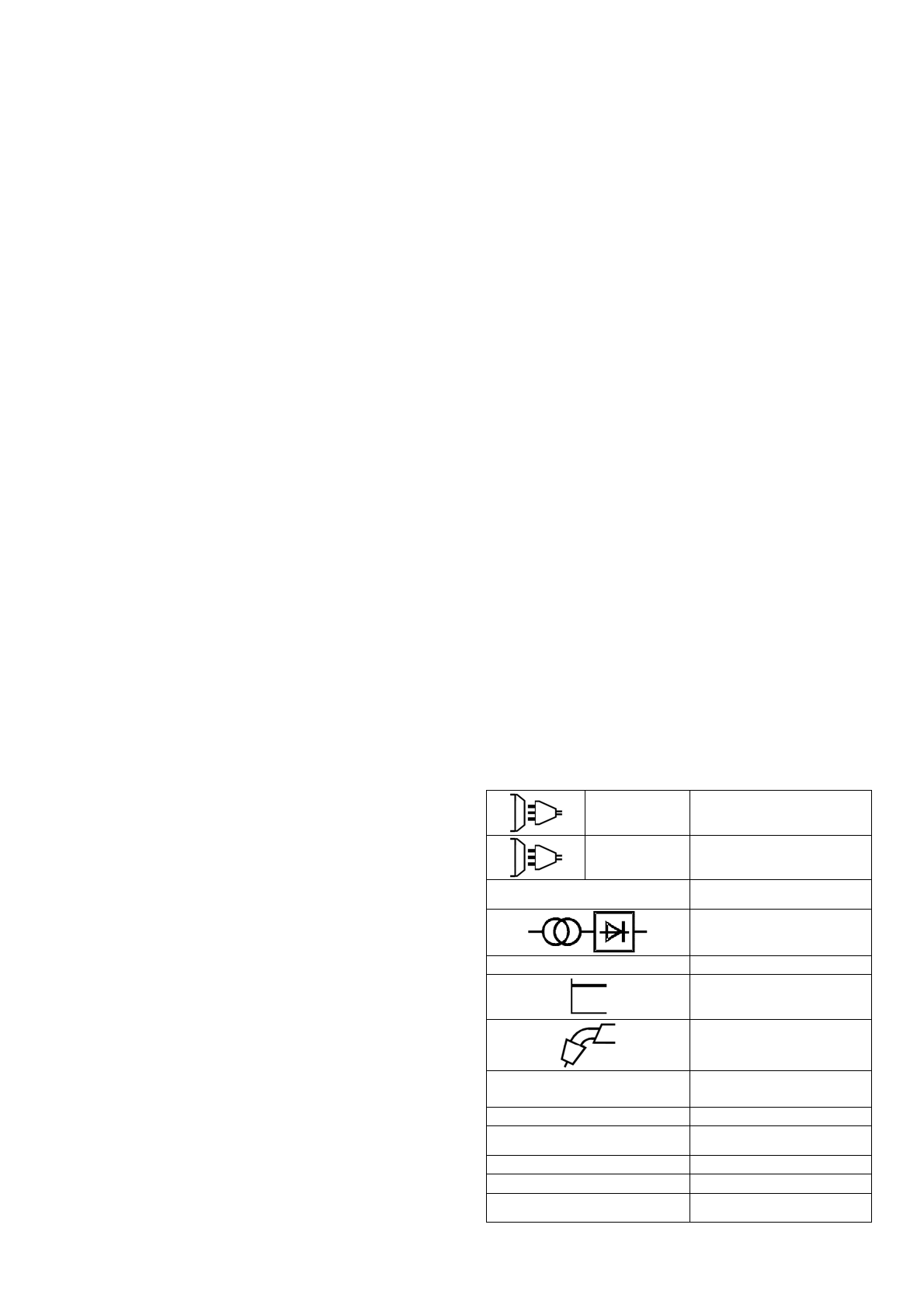
BETYDNING AF SKRIFT OG SYMBOLER
1 ~
Enfaset vekselspænding
3 ~
Trefaset vekselspænding
U
0
… (V)
Nominel åbne kredsloeb
spænding
Transformator-ensretter
EN 60974-1
Relevant direktiv
Beboelse karakteristik
MIG MAG ledning affodre
U
1
… (V/Hz)
Nominelle værdier i
netspænding og hyppighed
I
2
… (A)
Elektrisk strøm til svejsning
I
1 max
(A)
Liniens maksimale
strømforbrug.
I
1 eff
… (A)
Effektiv nuværende leveres
X Arbejdscyklus
IP21
Svejsningerne enhedens
beskyttelse klasse

