Сварочное оборудование Awelco MIG ONE - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.














снимите
правую
часть
панели
и
извлеките
предохранитель
.
Для
установки
предохранителя
используйте
маленькую
отвертку
.
Не
подсоединяйте
аппарат
к
силовому
генератору
.
3.
СВАРОЧНЫЙ
РЕЖИМ
3.1.
РЕЖИМ
БЕЗГАЗОВОЙ
СВАРКИ
Данный
аппарат
предназначен
для
безгазовой
сварки
.
4.
УСТАНОВКА
КАТУШКИ
С
ПРОВОЛОКОЙ
И
СВАРОЧНОГО
ПИСТОЛЕТА
4.1.
УСТАНОВКА
КАТУШКИ
С
ПРОВОЛОКОЙ
Используйте
катушки
с
проволокой
0,2 – 0,4
кг
.
4.2.
ДВИГАТЕЛЬ
ПРИВОДА
ПОДАЧИ
ПРОВОЛОКИ
Проверьте
,
чтобы
приводной
ролик
был
установлен
на
проволоку
соответствующего
диаметра
.
Для
данного
сварочного
аппарата
можно
использовать
катушки
с
проволокой
диаметром
0,6,
и
0,8
мм
.
Аппарат
в
стандартной
комплектации
оснащен
катушкой
0,9
мм
.
Необходимый
диаметр
нанесен
на
приводной
ролик
.
Аппарат
оснащен
роликами
,
которые
подходят
для
сварки
порошковой
электродной
проволокой
без
применения
защитного
газа
.
4.3.
ПОДАЧА
ПРОВОЛОКИ
В
СВАРОЧНЫЙ
ПИСТОЛЕТ
Отрежьте
конец
проволоки
(10
см
)
и
проверьте
,
чтобы
на
проволоке
не
было
искривлений
или
разветвлений
конца
.
Откройте
зажим
механизма
подачи
,
открутив
прижимной
винт
,
и
затем
проденьте
проволоку
через
отверстие
прижимного
ролика
в
направляющую
.
Убедитесь
,
что
витки
проволоки
не
заходят
друг
на
друга
,
и
не
будут
мешать
разматыванию
.
Отпустите
зажим
на
проволоку
и
заверните
прижимной
винт
.
С
помощью
прижимного
винта
Вы
можете
отрегулировать
давление
,
оказываемое
на
проволоку
.
Оптимальное
давление
обеспечит
хорошее
продвижение
проволоки
.
Если
катушка
будет
раскручиваться
,
необходимо
отрегулировать
натяжение
проволоки
.
Если
натяжение
слишком
сильное
,
ослабьте
его
,
чтобы
проволока
двигалась
равномерно
.
4.4.
УСТАНОВКА
СВАРОЧНОГО
ПИСТОЛЕТА
У
данной
модели
сварочный
пистолет
уже
установлен
и
готов
к
использованию
.
Замена
пистолета
может
производиться
только
в
специализированном
сервисном
центре
.
Для
замены
контактов
достаточно
их
открутить
или
вытянуть
.
Замените
контакт
,
убедившись
,
что
он
соответствует
типу
используемой
проволоки
.
Содержите
контакты
в
чистоте
.
5.
ИНСТРУКЦИИ
ПО
ПРОВЕДЕНИЮ
СВАРКИ
5.1.
ОБЩИЕ
ПРАВИЛА
При
осуществлении
сварки
с
использованием
небольшого
тока
,
необходимо
,
чтобы
дуга
была
как
можно
короче
.
Для
этого
прижмите
наконечник
сварочного
пистолета
под
углом
60°
как
можно
ближе
к
свариваемой
детали
.
При
использовании
большого
тока
сварки
,
можно
увеличить
длину
дуги
до
20
мм
.
5.2.
ОБЩИЕ
РЕКОМЕНДАЦИИ
Часто
причиной
дефектов
сварочного
шва
является
не
неисправность
сварочного
аппарата
,
а
внешние
воздействия
.
Для
избежания
неполадок
обратите
внимание
на
нижеуказанные
советы
:
•
Сварочный
шов
пористый
Причиной
может
быть
нарушение
подачи
защитного
газа
или
попадание
инородных
тел
.
Для
устранения
этой
неисправности
необходимо
зачистить
сварочный
шов
.
Прежде
чем
проводить
сварку
,
проверьте
газовый
поток
(
≈
8
литров
в
минуту
).
Содержите
рабочее
место
в
порядке
.
Во
время
сварки
наклоняйте
пистолет
.
•
Брызги
Представляют
собой
частицы
расплавленного
металла
,
отскакивающие
от
сварочной
дуги
.
Появление
брызг
неизбежно
,
но
их
количество
можно
снизить
,
правильно
установив
сварочный
ток
и
поток
газа
.
Содержите
сварочный
пистолет
в
чистоте
.
•
Узкий
округлый
сварочный
шов
Образуется
при
слишком
быстром
продвижении
сварочного
пистолета
или
неправильном
потоке
газа
.
•
Широкий
сварочный
шов
Образуется
при
медленном
продвижении
сварочного
пистолета
.
•
Обгорание
проволоки
Происходит
при
соскальзывании
подаваемой
проволоки
,
повреждении
контакта
,
плохом
качестве
проволоки
,
при
слишком
близком
прижимании
сопла
к
обрабатываемому
изделию
или
слишком
высоком
напряжении
.
•
Маленькая
глубина
провара
Причиной
может
быть
слишком
быстрое
продвижение
сварочного
пистолета
,
низкое
напряжение
,
неправильный
сварочный
ток
,
неправильная
полярность
.
•
Проваривание
обрабатываемого
изделия
Причиной
может
быть
медленное
передвижение
сварочного
пистолета
,
слишком
высокий
сварочный
ток
или
неправильная
подача
проволоки
.
•
Пористый
сварочный
шов
и
образование
большого
количества
брызг
Причиной
может
быть
недостаточный
поток
газа
,
грязь
на
обрабатываемой
заготовке
или
когда
сопло
находится
далеко
от
обрабатываемого
изделия
.
Обратите
внимание
на
то
,
что
поток
газа
должен
быть
не
менее
7 –
8
литров
в
минуту
,
а
сварочный
ток
соответствовать
типу
используемой
проволоки
.
Рекомендуем
использовать
редуктор
.
По
манометру
Вы
можете
определить
величину
в
литрах
.
•
Нестабильная
сварочная
дуга
Причиной
может
быть
недостаточный
сварочный
ток
,
неправильная
подача
проволоки
,
недостаточное
количество
защитного
газа
.
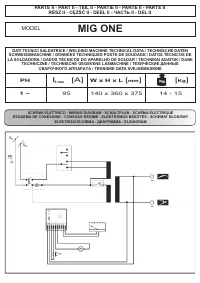
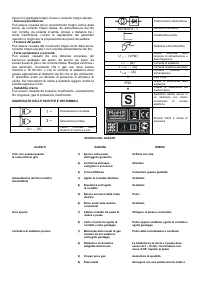
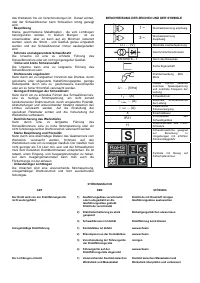
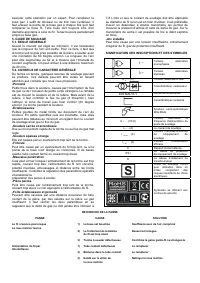
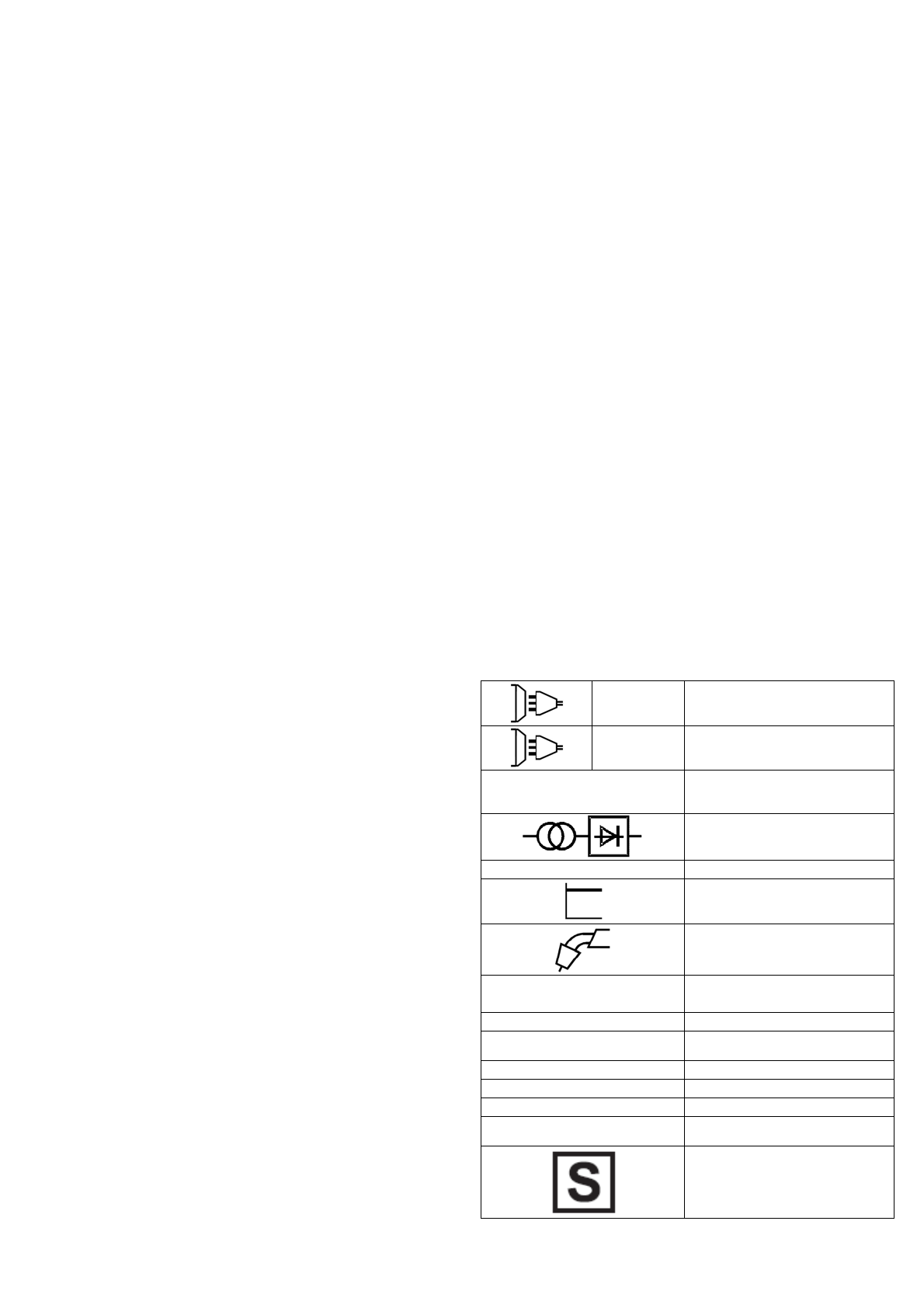
ОПИСАНИЕ
ЗНАКОВ
И
СИМВОЛОВ
1 ~
Однофазная
сеть
переменного
тока
3 ~
Трехфазная
сеть
переменного
тока
U
0
… (V)
Этот
символ
означает
первичное
напр
-
яжение
при
холостом
ходе
Трансформатор
-
выпрямитель
EN 60974-1
Европейская
норма
Постоянные
характеристики
Сварка
MIG-MAG
U
1
… (V/Hz)
Номинальные
характеристики
напряжения
и
частоты
I
2
… (A)
Сварочный
ток
I
1 max
(A)
Максимальный
потребляемый
ток
I
1 eff
… (A)
Эффективный
ток
X
Цикл
работы
IP21
Класс
защиты
H
Класс
изоляции
трансформатора
Символ
,
означающий
возможность
использования
аппарата
в
условиях
повышенной
опасности
поражения
электрическим
током

