Сварочное оборудование Awelco MIG ONE - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.














RUSSIAN
ОБЩЕЕ
ОПИСАНИЕ
Компактный
сварочный
аппарат
MIG
для
использования
с
порошковой
электродной
поволокой
без
применения
защитного
газа
.
ДЛЯ
ДОСТИЖЕНИЯ
ОПТИМАЛЬНОГО
РЕЗУЛЬТАТА
ВО
ВРЕМЯ
РАБОТЫ
РЕКОМЕНДУЕМ
ИСПОЛЬЗОВАТЬ
СПРЕЙ
PROMIG JET.
ИСПОЛЬЗОВАНИЕ
СПРЕЯ
СПОСОБСТВУЕТ
БОЛЕЕ
ПРОЧНОМУ
СВАРОЧНОМУ
ШВУ
И
СНИЖАЕТ
КОЛИЧЕСТВО
БРЫЗГ
ВО
ВРЕМЯ
РАБОТЫ
.
1.
УСТАНОВКА
1.1.
ЭЛЕКТРИЧЕСКОЕ
СОЕДИНЕНИЕ
Сварочный
аппарат
оснащен
оригинальным
кабелем
.
Настоятельно
рекомендуем
не
использовать
удлинитель
.
Если
все
же
возникает
необходимость
использовать
более
длинный
кабель
,
то
используйте
удлинители
с
соответствующим
сечением
провода
.
Убедитесь
,
что
напряжение
сети
соответствует
напряжению
питания
аппарата
,
а
также
в
достаточном
заземлении
.
Напряжение
питания
Необходимое
напряжение
– 230
Вольт
, 50/60
Гц
.
1.2.
ЗАЗЕМЛЕНИЕ
Ваш
сварочный
аппарат
оснащен
заземленным
проводом
,
соединенным
с
зажимом
.
Убедитесь
в
непосредственном
контакте
заземленного
зажима
со
свариваемой
деталью
.
Недостаточный
контакт
может
отрицательно
повлиять
на
результат
сварки
.
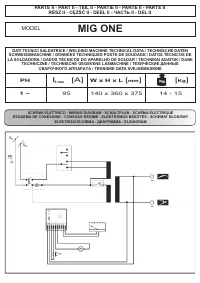
2.
ТЕХНИЧЕСКАЯ
ИНФОРМАЦИЯ
Сварочный
аппарат
оснащен
выключателем
ON-OFF (1),
светодиодом
рабочего
состояния
(7),
а
также
2-
х
режимным
переключателем
тока
(2).
С
помощью
кнопки
,
расположенной
на
передней
панели
аппарата
(3),
Вы
можете
регулировать
скорость
подачи
проволоки
.
Для
образования
стабильной
дуги
эта
кнопка
должна
использоваться
вместе
с
переключателем
напряжения
.
Вы
можете
определить
скорость
подачи
проволоки
с
помощью
соответствующего
индикатора
м
/
мин
(4),
расположенного
на
передней
панели
аппарата
.
Сварочные
аппараты
защищены
от
перегрева
с
помощью
термостата
(5).
О
его
срабатывании
свидетельствует
индикатор
желтого
цвета
.
Когда
температура
опустится
до
уровня
,
при
котором
можно
продолжить
сварку
,
индикатор
автоматически
погаснет
.
Электронная
плата
,
контролирующая
скорость
подачи
проволоки
,
защищена
от
скачков
напряжения
с
помощью
плавкого
предохранителя
,
расположенного
на
плате
(6).
При
перегорании
предохранителя
зажжется
светодиод
,
свидетельствующий
о
неисправности
аппарата
и
расположенный
на
передней
панели
.
Для
того
чтобы
заменить
предохранитель
,
выключите
аппарат
из
сети
,
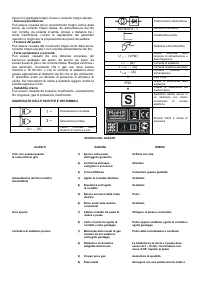
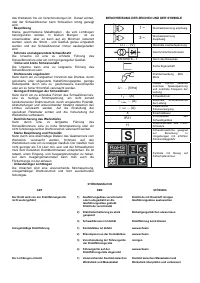
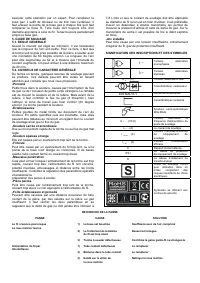
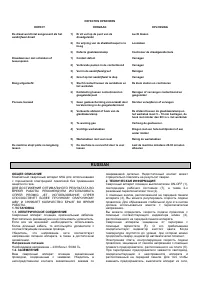
DEFECTEN OPSROREN
DEFECT
De draad wordt niet aangevoerd als het
aandrijfwiel draait
Draadaanvoer met schokken of
tussenpozen
Boog uitgedoofd
Poreuze lasnaad
De machine stopt plots na langdurig
lassen
OORZAAK
1) Er zit vuil op de punt van de
draadgeleider
2) De wrijving van de afwikkelhaspel is te
hoog
3) Defecte
glasblazerslamp
1) Contact
defect
2) Verbrande punten in de contactmond
3) Vuil in de aandrijfwielgroef
4) Groef op het aandrijfwiel te diep
1) Slecht contact tussen de aardeklem en
het werkstuk
2) Kortsluiting tussen contactmond en
gasgeleiderpunt
1) Geen
gasbescherming
veroorzaakt
door
korstvorming in de gasgeleidermond
2) Verkeerde afstand of hoek van de
glasblazerslamp
3) Te
weining
gas
4) Vochtige
werkstukken
5) Werkstukken
met
veel
roest
1) De machine is oververhit door te veel
lassen
OPLOSSING
Lucht biazen
Losmaken
Controleer de draadgeleidernuls
Vervagen
Vervagen
Reinigen
Vervagen
De klem sluiten en controleren
Reinigen of vervangen contactmond en
gasgeleider
Korsten verwijderen of vervagen
De afstand tussen de glasblazerslamp en
het werkstuk moet 5 – 10 mm bedragen, de
hoek niet minder dan 60 t.o.v. het werkstuk
Verhoog de gastoevoer.
Drogen met een hete-luchtpistool of een
ander middel
Reinig de werkstukken
Laat de machine minstens 20-30 minuten
afkoelen

