
Плазморезы Telwin 41 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.
























































































WICHTIG!
um den Druck auf den Wert zu regeln, der unter den TECHNISCHEN
Der maximale Eingangsdruck von 8 bar darf nicht überschritten werden.
DATEN DES BRENNERS ausgewiesen ist.
Druckluft, die erhebliche Mengen an Feuchtigkeit oder Öl enthält, kann
- Wenn der gewünschte Wert (bar) auf dem Manometer ablesbar ist,
zu frühzeitigem Verschleiß der Verbrauchsteile führen oder den Brenner
den Regler wieder eindrücken, um ihn gegen Bedienung zu sperren.
schädigen. Sollten Zweifel zur Qualität der verfügbaren Druckluft
- Den Luftaustritt selbsttätig enden lassen, damit das Kondensat
bestehen, empfiehlt sich der Einsatz eines Drucklufttrockners, der dem
abgeführt wird, das sich möglicherweise im Brenner angesammelt
Eingangsfilter vorgeschaltet wird. Die Druckluftleitung ist über einen
hat.
Schlauch mit der Maschine zu verbinden. Montieren Sie eines der
Wichtig:
mitgelieferten Verbindungsstücke auf den Eingangsluftfilter, der sich auf
- Kontaktschnitt (Brennerdüse berührt das Werkstück): Anwendbar bei
der Maschinenrückseite befindet.
einem Strom von max. 40 bis 50 A (höhere Stromwerte würden die
Einheit aus Düse, Elektrode und Düsenhalter augenblicklich
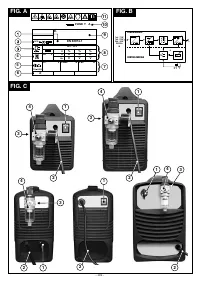
Anschluss des Kabels für die Rückleitung des Schneidstroms.
zerstören).
Das Kabel für die Rückleitung des Schneidstroms zum Werkstück oder
- Distanzschnitt (mit in den Brenner eingebautem Abstandhalter ABB.
dem metallischen Auflagetisch ist unter Beachtung der folgenden
I): Anwendbar bei Stromstärken über 35 A;
Vorkehrungen anzuschließen:
- Elektrode und Düse mit Überlänge: Anwendbar, falls vorhanden.
- Überprüfen Sie, ob ein einwandfreier elektrischer Kontakt hergestellt
wird, insbesondere wenn Bleche mit isolierenden, oxidierten oder
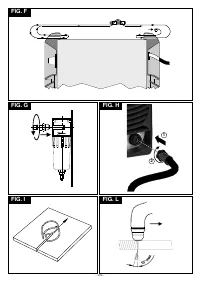
Schneidvorgang (ABB. L).
ähnlich beeinträchtigenden Belägen geschnitten werden.
- Die Brennerdüse dem Werkstückrand annähern (auf etwa 2 mm),
- Die Masse ist möglichst nahe dem Schneidbereich anzuschließen.
dann den Brenner knopf drücken. Nach etwa 1 Sekunde
- Die Zweckentfremdung von Metallstrukturen, die nicht zum Werkstück
(Luftvorströmung) zündet der Pilotlichtbogen.
gehören, als Schneidstrom-Rückleiter kann die Sicherheit gefährden
- Wenn der Abstand angemessen ist, geht der Pilotlichtbogen
und zu mangelhaften Ergebnissen führen.
a u g e n bl i ck l i c h a u f d a s We r k s t ü ck ü b e r u n d b i l d e t d e n
- Die Masse darf nicht an dem Teil des Werkstücks angeschlossen
Schneidlichtbogen.
werden, der zu entfernen ist.
- Den Brenner - gleichmäßig vorrückend - auf der Werkstückoberfläche
entlang der idealen Schneidlinie bewegen.
Anschluss des Plasmaschneidbrenners (ABB. H) (falls vorhanden).
- Die Schneidgeschwindigkeit an die Werkstückdicke und die
Den Anschlussstift des Brenners ist so in den Zentralsteckanschluss auf
vorgegebene Stromstärke anpassen. Prüfen Sie, ob der von der
der Fronttafel der Maschine einzufügen, dass der Polschlüssel richtig
unteren Werkstückfläche abgehende Lichtbogen entgegen der
sitzt. Den Feststellring im Uhrzeigersinn festdrehen, um den verlustfreien
Vorschubrichtung einen Neigungswinkel von 5 - 10° zur Senkrechten
Luft- und Stromdurchgang sicherzustellen.
annimmt.
Bei einigen Modellen ist der Brenner bei der Lieferung bereits an die
- Bei einem zu großen Abstand zwischen Brenner und Werkstück oder
Stromquelle angeschlossen.
w e n n k e i n W e r k s t ü c k m e h r v o r h a n d e n i s t ( E n d e d e s
Schneidvorgangs), wird der Lichtbogen sofort unterbrochen.
WICHTIG!
- Die Unterbrechung des Lichtbogens (Schneid- oder Pilotbogen) kann
Vor Beginn der Schneidearbeiten muss durch Untersuchen des
auch jederzeit durch Loslassen des Brennerknopfes erreicht werden.
Brennerkopfes geprüft werden, ob die Verbrauchsteile richtig montiert
sind. Siehe dazu die Ausführungen im Kapitel "BRENNERWARTUNG".
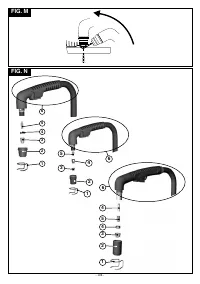
Lochen (ABB. M)
Wenn diese Bearbeitung ansteht oder Starts in der Werkstückmitte
6. PLASMASCHNEIDEN: VERFAHRENSBESCHREIBUNG
erforderlich sind, muss mit geneigtem Brenner gezündet und der
Der Plasmalichtbogen und das Anwendungsprinzip beim
Brenner fortlaufend in die senkrechte Lage bewegt werden.
Plasmaschneideverfahren.
- Durch diese Vorgehensweise wird ver mieden, dass durch
Plasma ist ein Gas, das durch Erhitzen auf äußerst hohe Temperaturen
Rückschläge des Lichtbogens oder geschmolzener Teilchen die
gebracht und durch Ionisierung elektrisch leitend wird. Diese
Düsenöffnung zerstört und ihre Funktionsfähigkeit rasch verringer t
Schneidetechnik bedient sich des Plasmas, um den elektrischen
wird.
Lichtbogen auf das metallische Werkstück zu übertragen, das von der
- Lochungen von Werkstücken mit einer Dicke von bis zu 25% des für
Wärme geschmolzen und getrennt wird. Der Brenner arbeitet mit
den Gebrauch vo rgesehenen Höchstwer tes können direkt
Druckluft, die sowohl für das Plasmagas, als auch für das Kühl- und
vorgenommen werden.
Schutzgas aus einer einzigen Speisequelle stammt.
HF-Zündung
7. WARTUNG
Diese Art der Zündung wird typischerweise bei Modellen mit
---------------------------------------------------------------------------------------------
Stromstärken von über 50 A verwendet.
D e r Z y k l u s b e g i n n w i r d v o n e i n e m h o c h f r e q u e n t e n
Hochspannungslichtbogen eingeleitet ("HF"), der einen Pilotlichtbogen
ACHTUNG! VOR BEGINN DER WARTUNGSARBEITEN IST
zwischen Elektrode (Minuspol) und Brennerdüse (Pluspol) zündet.
SICHERZUSTELLEN, DASS DIE PLASMASCHNEIDEANLAGE
Nähert man den Brenner an das Werkstück an, das mit dem Pluspol (+)
AUSGESCHALTET UND VOM STROMNETZ GETRENNT IST.
der Stromquelle verbunden ist, wird der Pilotlichtbogen übertragen und
---------------------------------------------------------------------------------------------
schlägt einen Plasmabogen zwischen Elektrode (-) und Werkstück
(Schneidlichtbogen). Pilotlichtbogen und HF werden ausgeschaltet,
PLANMÄSSIGE WARTUNG
sobald sich der Plasmabogen zwischen Elektrode und Werkstück
D I E P L A N M Ä S S I G E N W A R T U N G E N K Ö N N E N V O M
gebildet hat.
MASCHINENBEDIENER AUSGEFÜHRT WERDEN.
Die Haltedauer des Pilotlichtbogens ist werkseitig auf 2 Sekunden
voreingestellt. Geht er nicht innerhalb dieser Dauer über, wird der
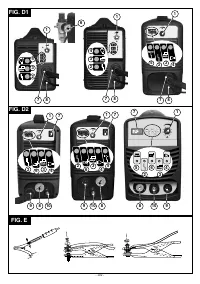
BRENNER (ABB. N)
Schneidzyklus automatisch gesperrt und nur die Kühlluftzufuhr aufrecht
Regelmäßig, in Abhängigkeit von der Gebrauchsintensität oder beim
erhalten.
Auftreten von Schneidfehlern, muss der Verschleißzustand der vom
Um den Zyklus wieder aufzunehmen, muss der Brennerknopf
Plasmabogen erfassten Brennerteile überprüft werden.
losgelassen und erneut gedrückt werden.
1- Abstandhalter.
Kurzschlusszündung
Austauschen, wenn er so stark verformt oder von Schlacken bedeckt
Diese Art der Zündung ist typisch für Modelle mit Stromstärken unter
ist, dass die Brennerposition (Distanz und Rechtwinkligkeit)
50A.
unmöglich gehalten werden kann.
Der Zyklusbeginn wird durch die Bewegung der Elektrode innerhalb der
2- Düsenhalter.
Brennerdüse eingeleitet. Dabei wird ein Pilotlichtbogen zwischen
Drehen Sie ihn von Hand vom Brennerkopf ab. Er ist sorgfältig zu
Elektrode (Minuspol) und Düse (Pluspol) gezündet.
reinigen und bei Schäden zu ersetzen (Brandspuren, Verformungen
Nähert man den Brenner dem Werkstück an, das mit dem Pluspol (+) der
oder Risse). Prüfen Sie, ob das obere Metallteil intakt ist (Sicherheits-
Stromquelle verbunden ist, wird der Pilotlichtbogen übertragen und
Aktuator des Brenners).
schlägt einen Plasmabogen zwischen Elektrode (-) und Werkstück
3- Düse.
(Schneidlichtbogen).
Prüfen Sie die Öffnung für den Durchgang des Plasmalichtbogens
Der Pilotlichtbogen erlischt, sobald sich der Plasmabogen zwischen
sowie die Innen- und Außenflächen auf Verschleiß. Ist das Loch weiter
Elektrode und Werkstück gebildet hat.
als auf den ursprünglichen Durchmesser geweitet oder verformt,
Die Haltedauer des Pilotlichtbogens wird werkseitig auf 2 Sekunden
muss die Düse ausgetauscht werden. Wenn die Oberflächen stark
voreingestellt. Geht er nicht innerhalb dieser Dauer über, wird der Zyklus
oxidiert sind, müssen sie mit hochfeinem Schleifpapier gereinigt
automatisch gesperrt und nur die Kühlluftzufuhr aufrecht erhalten.
werden.
Um den Zyklus wieder aufzunehmen, muss der Brennerknopf
4- Luftverteilring.
losgelassen und erneut gedrückt werden.
Prüfen Sie, ob Brandspuren oder Risse vorhanden sind oder ob die
Luftführungsöffnungen zugesetzt sind. Bei Schäden sofort ersetzen.
Vorbereitende Schritte.
5- Elektrode.
Vor Beginn der Schneidarbeiten muss durch Untersuchen des
Die Elektrode muss ersetzt werden, wenn der Schweißkrater, der sich
Brennerkopfes überprüft werden, ob die Verbrauchsteile richtig montiert
auf der abgebenden Oberfläche bildet, etwa 1,5 mm tief ist (ABB. O).
sind. Die Vorgehensweise ist im Abschnitt "BRENNERWARTUNG"
erläuter t.
6- Aggregat aus Brenner, Griff und Kabel.
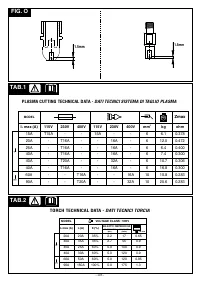
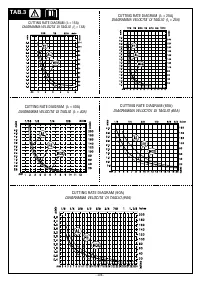
- Die Stromquelle einschalten und den Schneidstrom (ABB. C-1) an die
Normalerweise bedürfen diese Komponenten keiner aufwendigen
Dicke und die Art des zu trennenden Metallwerkstoffes anpassen. In
Wartung, sondern müssen nur regelmäßig inspiziert und sorgfältig
TAB. 3 ist die Schneidgeschwindigkeit in Abhängigkeit von der Dicke
ohne Lösungsmittel jedweder Art gereinigt werden. Wenn an der
für die Werkstoffe Aluminium, Eisen und Stahl aufgeführt.
Isolierung Schäden wie Brüche, Risse oder Brandspuren festgestellt
- Den Brennerknopf drücken und loslassen, um Druckluft ausströmen
werden, oder wenn elektrische Leiter gelockert sind, kann der
B r e n n e r n i c h t w e i t e r v e r w e n d e t w e r d e n , w e i l d i e
zu lassen (
³
30 Sekunden Luftnachströmung).
Sicherheitsanforderungen nicht erfüllt sind.
- Während dieser Phase den Luftdruck so einstellen, dass auf dem
In diesem Fall kann die Reparatur (außerplanmäßige Wartung) nicht
Manometer je nach verwendetem Brenner der gewünschte Wert in
vor Or t ausgeführ t werden, sonder n ist einer autorisier ten
“bar” erscheint (TAB. 2).
Kundendienststelle zu übertragen, die in der Lage ist, nach der
- Den Druckluftknopf betätigen, damit Luft aus dem Brenner austritt.
Instandsetzung spezielle Abschlusstests vorzunehmen.
- Den Regler bedienen: Zum Entsperren nach oben ziehen und drehen,
- 18 -
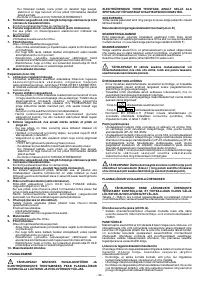
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)



