Сварочное оборудование Сварог TIG 500 P DSP AC/DC (J1210) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















41
Таблица П.2 Функции кодов в режиме TIG- сварки
КОД
ВЫПОЛНЯЕМЫЕ ДЕЙСТВИЯ
КОД
ВЫПОЛНЯЕМЫЕ ДЕЙСТВИЯ
0X
Оператор немедленного исполнения:
Выполнить команду Х немедленно
5X
Оператор перехода при манипуляциях с
кнопкой на сварочной горелке: Ждет при-
менения кнопки на сварочной горелке.
Гасит дугу в случае тройного или четвер-
ного действия; переходит к следующему
шагу, в случае одинарного или двойного
действия.
X=0: Переход к следующему шагу
X
≠
0: Переход к шагу X (X=0-9)
1X
Оператор, выполняемый при манипуля-
циях с кнопкой на сварочной горелке:
Ждет манипуляции с кнопкой на сва-
рочной горелке и выполняет команду
Х при нажатии кнопки на сварочной
горелке.
6X
Оператор - таймер:
Ждет заданное время, не действует в
случае простой или двойной манипуляции
в течение этого времени, гасит дугу при
тройной или четверной манипуляции. При
отсутствии манипуляций с кнопкой на
сварочной горелке по истечении заданного
времени выполняет команду X.
2X
Оператор, выполняемый при манипуля-
циях с кнопкой на сварочной горелке:
Ждет манипуляции над кнопкой на
сварочной горелке и выполняет команду
X при отпускании кнопки на сварочной
горелке.
7X
Оператор – таймер перехода:
Ждет заданное время, переходит к следу-
ющему шагу в случае простой или двойной
манипуляции в течение этого времени,
гасит дугу при тройной или четверной ма-
нипуляции. При отсутствии манипуляций с
кнопкой на сварочной горелке:
Если, X=0 – переход к следующему шагу;
Если X
≠
0 – переходит к шагу X (X=0-9)
3X
Оператор, выполняемый при манипуля-
циях с кнопкой на сварочной горелке:
Ждет манипуляции с кнопкой на сва-
рочной горелке. При простой манипу-
ляции - выполняет команду X, в других
случаях - гасит дугу.
8X
Оператор перехода в зависимости от по-
ложения кнопки на сварочной горелке
X=0: Немедленно переходит к следующе-
му шагу
X
≠
0: Переходит к шагу X если кнопка на
сварочной горелке нажата, в противном
случае, переходит к шагу - (X=0-9)
4X
Оператор, выполняемый при манипуля-
циях с кнопкой на сварочной горелке:
Ждет манипуляции скнопкой на сва-
рочной горелке. Не действует в случае
простой манипуляции, при двойной
манипуляции выполняет команду X, при
тройной или четверной манипуляции
гасит дугу.
9X
Оператор немедленного перехода:
Если Х=0, то переходит к следующему
шагу;
Если X
≠
0, то переходит к шагу - X
(X=0-9)
Содержание
- 3 ЗАЯВЛЕНИЕ О СООТВЕТСТВИИ ПРОДУКЦИИ СТАНДАРТАМ ЕС; ных данным руководством.
- 4 серия TIG; Техника безопасности; Дым и газ могут быть вредны для здоровья.
- 5 Горячая заготовка может стать причиной серьезных ожогов.; зону сварки до консультации с врачом.; Движущиеся части оборудования могут нанести серьезные травмы.; таких как вентилятор.; обращайтесь за помощью к профессионалам.
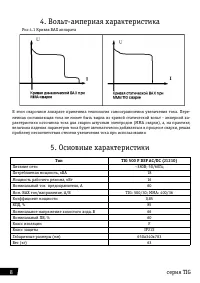
- 7 Электрическая схема; Рис 3.1 Электрическая схема
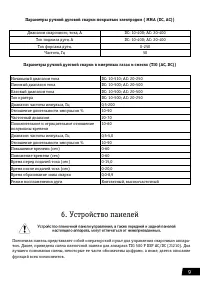
- 8 Основные характеристики; Тип
- 9 Устройство панелей
- 10 —Зона выбора режима сварки; Рис 6.1 Панель управления аппарата
- 11 Рис 6.2 Схема зоны установки параметров сварки ММА
- 12 —Зона установки параметров TIG-сварки; Рис 6.3 Схема зоны установки параметров TIG-сварки
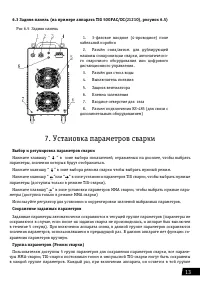
- 13 Установка параметров сварки; Выбор и регулировка параметров сварки; параметры, значения которых будут отображаться.; Сохранение заданных параметров; Рис 6.5 Задняя панель
- 15 Называется также, иногда «возбуждение дуги; Возбуждение дуги током с высоким значением:; Называется также «горячий старт». Задайте; Регулировка критического напряжения:; После входа в режим регулировки напряжения
- 16 Выход из режима регулировки:; Выход осуществляется путем нажатия клавиши выбора пара-; Таблица 7.2 Рекомендуемые параметры сварки электродом (ММА); Рекомендуемое значение
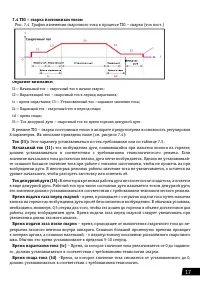
- 17 TIG – сварка постоянным током; ток возбуждения дуги, появляющийся при нажатии кнопки на горелке,; Время подачи газа перед сваркой; - время, проходящее с открытия подачи газа путем нажатия; Время подачи газа после сварки; – время, проходящее от выключения сварочного тока до пе-
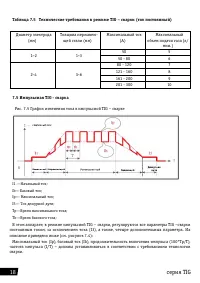
- 18 Диаметр электрода; Рис. 7.5 График изменения тока в импульсной TIG – сварке
- 19 Точечная TIG – сварка
- 21 Импульсная TIG-сварка переменным током сложной волной
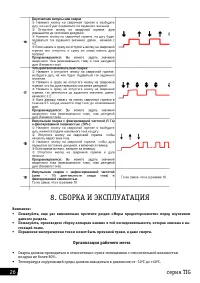
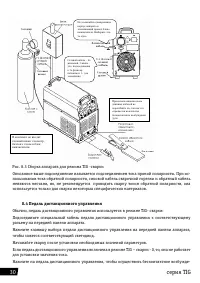
- 26 СБОРКА И ЭКСПЛУАТАЦИЯ; Организация рабочего места
- 27 ключателя сети на блоке выключателя в положение «выкл.»; Обратите внимание – любые действия при
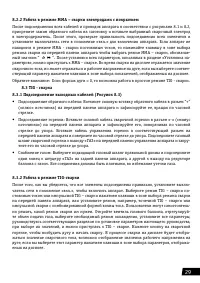
- 29 Работа в режиме ММА – сварки электродами с покрытием
- 30 Педаль дистанционного управления
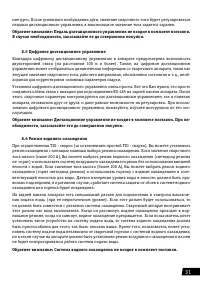
- 32 ние потока, установкой дополнительных фильтров.
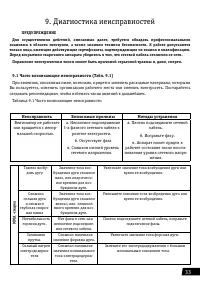
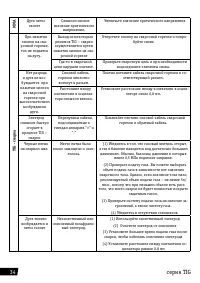
- 33 Диагностика неисправностей; ПРЕДУПРЕЖДЕНИЕ; Неисправность
- 34 MMA
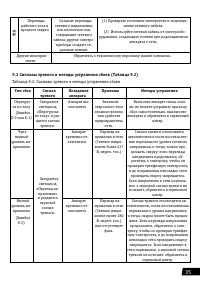
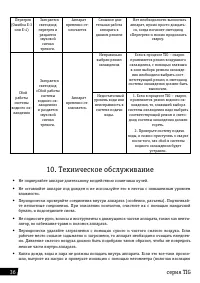
- 35 TIG; Таблица 9.2. Сигналы тревоги и методы устранения сбоев
- 36 Техническое обслуживание; лятор, во избежание травм и поломок аппарата.
- 37 изолируйте это место или замените кабель.; Взрыв деталей аппарата может быть причиной травм.; ваться или привести к взрыву других компонентов аппарата.; Статическое электричество может повредить электронную плату.; тронными платами и их компонентами.
- 38 ПРИЛОЖЕНИЕ: ИНСТРУКЦИЯ ПО ПРОГРАММИРОВАНИЮ В РЕЖИМЕ TIG СВАРКИ.; разделе приведены описания режимов, с заданием времени.
- 39 Основные шаги для создания серии кодов рабочего режима:; выделите много отдельных шагов.; Советы по созданию серии кодов рабочего режима.
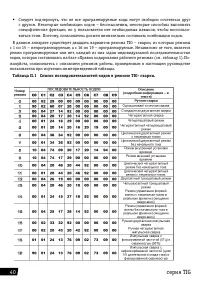
- 40 Таблица П.1 Список последовательностей кодов в режиме TIG- сварки.
- 41 Таблица П.2 Функции кодов в режиме TIG- сварки; КОД; Если X
- 42 Определение команды X:; клавиши выбора параметров, отображаемых на дисплее.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)




