Сварочное оборудование Сварог TIG 500 P DSP AC/DC (J1210) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















31
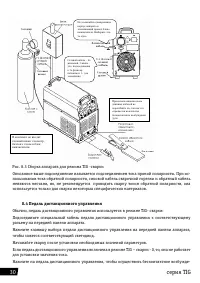
ние дуги. После успешного возбуждения дуги, значение сварочного тока будет регулироваться
педалью дистанционного управления, а максимальное значение тока задается заранее.
Обратите внимание: Педаль дистанционного управления не входит в комплект поставки.
В случае необходимости, заказывайте ее до совершения покупки.
8.5 Цифровое дистанционное управление
Благодаря цифровому дистанционному управлению в аппарате предусмотрена возможность
двухсторонней связи (на расстоянии 100 м и более). Также, на цифровом дистанционном
управлении может отображаться динамическая информация со сварочного аппарата, такая как
текущее значение сварочного тока, рабочего напряжения, обозначения состояния и т.д., необ-
ходимая для корректировки основных параметров сварки.
Установка цифрового дистанционного управления очень проста. Все что Вам нужно, это просто
соединить кабель связи с выходом для подсоединения RS-485 на задней панели аппарата. После
этого, сварочные параметры контролируются как дистанционным управлением, так и панелью
аппарата, независимо друг от друга, и дают равные возможности их регулировки. При исполь-
зовании цифрового дистанционного управления, пожалуйста, изучите инструкцию по его экс-
плуатации.
Обратите внимание: Дистанционное управление не входит в комплект поставки. При не-
обходимости, заказывайте его до совершения покупки.
8.6 Режим водяного охлаждения
При осуществлении TIG - сварки (за исключением простой TIG - сварки), Вы можете установить
режим охлаждения с помощью клавиши выбора режима охлаждения. Если значение сварочного
тока низкое (ниже 200 A), Вы можете выбрать режим водяного охлаждения (светодиод режима
не горит) и использовать систему воздушного охлаждения горелки без использования внешней
емкости с водой. Если значение тока высоко (более 200 A), Вы можете выбрать режим водного
охлаждения (горит светодиод режима) и использовать горелку с водным охлаждением и соот-
ветствующей емкостью для воды. Датчик измерения уровня воды в емкости должен быть пра-
вильно подсоединен, в противном случае, сработает система защиты от сбоев в системе водного
охлаждения или горелка будет повреждена.
На задней панели аппарата есть специальный разъем для подключения и контроля выключе-
ния подачи воды, (при ее недостаточном уровне). Если этот разъем будет использоваться, то
он должен быть совместим с разъемом системы охлаждения. Сварочный аппарат воспринимает
этот разъем как вход выключателя. Когда он разомкнут, водное охлаждение проходит в нор-
мальном режиме, когда он замкнут, водное охлаждение прекращается. Если пользователь хочет
установить такое устройство на систему подачи воды, то система водного охлаждения должна
быть приспособлена для этого, как было описано выше. Кроме того, пользователь может уста-
новить систему подачи воды независимо от сварочной горелки с системой водного охлаждения,
но в таком случае на аппарате должен быть установлен режим воздушного охлаждения и на нем
не будет контролироваться работа системы подачи воды.
Обратите внимание: Система водного охлаждения не входит в комплект поставки.
Содержание
- 3 ЗАЯВЛЕНИЕ О СООТВЕТСТВИИ ПРОДУКЦИИ СТАНДАРТАМ ЕС; ных данным руководством.
- 4 серия TIG; Техника безопасности; Дым и газ могут быть вредны для здоровья.
- 5 Горячая заготовка может стать причиной серьезных ожогов.; зону сварки до консультации с врачом.; Движущиеся части оборудования могут нанести серьезные травмы.; таких как вентилятор.; обращайтесь за помощью к профессионалам.
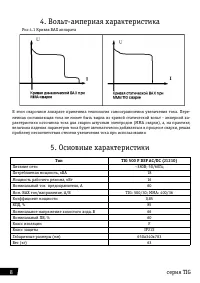
- 7 Электрическая схема; Рис 3.1 Электрическая схема
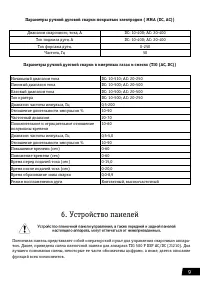
- 8 Основные характеристики; Тип
- 9 Устройство панелей
- 10 —Зона выбора режима сварки; Рис 6.1 Панель управления аппарата
- 11 Рис 6.2 Схема зоны установки параметров сварки ММА
- 12 —Зона установки параметров TIG-сварки; Рис 6.3 Схема зоны установки параметров TIG-сварки
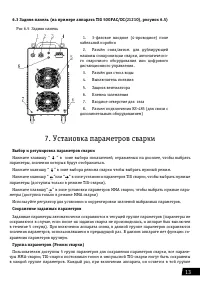
- 13 Установка параметров сварки; Выбор и регулировка параметров сварки; параметры, значения которых будут отображаться.; Сохранение заданных параметров; Рис 6.5 Задняя панель
- 15 Называется также, иногда «возбуждение дуги; Возбуждение дуги током с высоким значением:; Называется также «горячий старт». Задайте; Регулировка критического напряжения:; После входа в режим регулировки напряжения
- 16 Выход из режима регулировки:; Выход осуществляется путем нажатия клавиши выбора пара-; Таблица 7.2 Рекомендуемые параметры сварки электродом (ММА); Рекомендуемое значение
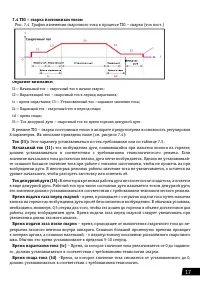
- 17 TIG – сварка постоянным током; ток возбуждения дуги, появляющийся при нажатии кнопки на горелке,; Время подачи газа перед сваркой; - время, проходящее с открытия подачи газа путем нажатия; Время подачи газа после сварки; – время, проходящее от выключения сварочного тока до пе-
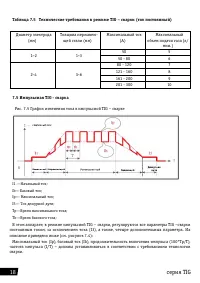
- 18 Диаметр электрода; Рис. 7.5 График изменения тока в импульсной TIG – сварке
- 19 Точечная TIG – сварка
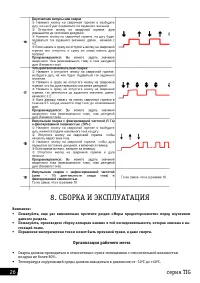
- 21 Импульсная TIG-сварка переменным током сложной волной
- 26 СБОРКА И ЭКСПЛУАТАЦИЯ; Организация рабочего места
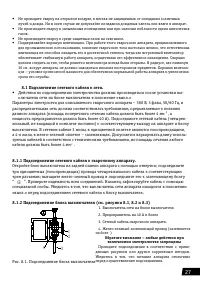
- 27 ключателя сети на блоке выключателя в положение «выкл.»; Обратите внимание – любые действия при
- 29 Работа в режиме ММА – сварки электродами с покрытием
- 30 Педаль дистанционного управления
- 32 ние потока, установкой дополнительных фильтров.
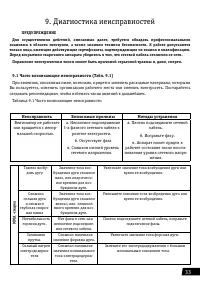
- 33 Диагностика неисправностей; ПРЕДУПРЕЖДЕНИЕ; Неисправность
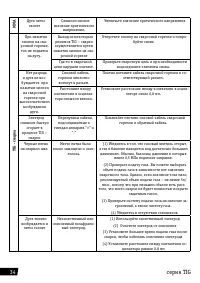
- 34 MMA
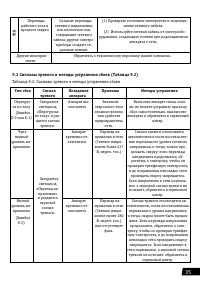
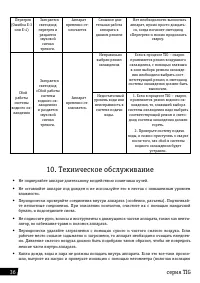
- 35 TIG; Таблица 9.2. Сигналы тревоги и методы устранения сбоев
- 36 Техническое обслуживание; лятор, во избежание травм и поломок аппарата.
- 37 изолируйте это место или замените кабель.; Взрыв деталей аппарата может быть причиной травм.; ваться или привести к взрыву других компонентов аппарата.; Статическое электричество может повредить электронную плату.; тронными платами и их компонентами.
- 38 ПРИЛОЖЕНИЕ: ИНСТРУКЦИЯ ПО ПРОГРАММИРОВАНИЮ В РЕЖИМЕ TIG СВАРКИ.; разделе приведены описания режимов, с заданием времени.
- 39 Основные шаги для создания серии кодов рабочего режима:; выделите много отдельных шагов.; Советы по созданию серии кодов рабочего режима.
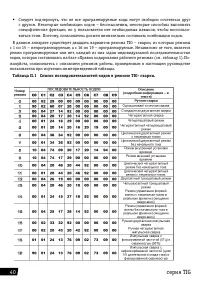
- 40 Таблица П.1 Список последовательностей кодов в режиме TIG- сварки.
- 41 Таблица П.2 Функции кодов в режиме TIG- сварки; КОД; Если X
- 42 Определение команды X:; клавиши выбора параметров, отображаемых на дисплее.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)




