Сварочное оборудование Сварог TIG 500 P DSP AC/DC (J1210) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















22
серия TIG
стоянным током. Двойная импульсная сварка может быть получена в импульсном режиме TIG, и
переменная полярность импульсной сварки, в режиме TIG переменным током. Чтобы получить
сложную форму волны сварки TIG, необходимо выбрать соответствующий режим работы TIG или
повторно программировать режим работы TIG согласно приложению, «ИНСТРУКЦИЯ ПО ПРОГРАМ-
МИРОВАНИЮ В РЕЖИМЕ TIG СВАРКИ» Если взять волну постоянного тока сложной формы им-
пульсной, сварки, например, добавляя импульсный ток с более высокой частотой к пику импульса
тока с более низкой частотой, то могут быть удовлетворены некоторые специальные сварочные
требования. Волна сложной формы постоянного импульсного тока сварки, может быть получена,
путём выбора режима работы 18/19 или запрограммирована в импульсном сварочном режиме.
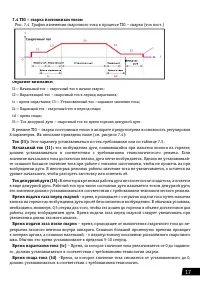
Типичная форма волны сложной формы постоянного импульсного тока сварки (режим работы
18), покажет что Ib и Ip поддерживают основной текущий и пиковый ток в импульсном сварочном
режиме, соответственно значение идентификатора будет равно току экспериментальной дуги
Это можно рассмотреть как вторичный основной ток. Стенды T2 в течение периода вторичного
импульса (LF), и здесь в этом примере T2 составляют 200 мс. В режиме работы 19, период вторич-
ного импульса (LF) может быть изменен в любой момент, корректируя наклонное время.
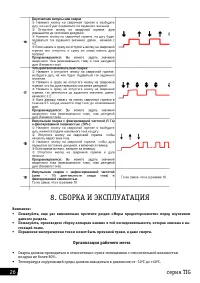
При чтении таблицы с описание режимов управления TIG - сварки, обратите внимание, что:
• При высокочастотном бесконтактном возбуждении дуги и при контактном возбуждении,
вне зависимости от выбранного режима сварки, после успешного возбуждения дуги сначала
подается ток, начального значения, и только позже включается режим управления сваркой.
• Выход из некоторых режимов сварки осуществляется нажатием кнопки на сварочной
горелке. После выхода из режима сварки надо отпустить кнопку на сварочной горелке.
Таким же образом, - то есть нажатием кнопки на сварочной горелке, можно войти в другой
режим сварки.
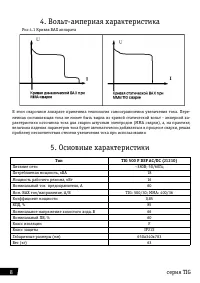
• Кривые тока для всех режимов сварки изображены исходя из предположения, что аппарат
работает в режиме TIG – сварки постоянным током, если же аппарат работает в режиме им-
пульсной TIG- сварки, то кривая тока представляет собой меандр.
• Обычно, наиболее широко используемыми режимами TIG – сварки являются 2х-тактные 2х
и 4х-шаговые режимы, которые в точности совпадают с режимами № 2 и 4 данного аппарата,
соответственно.
• Будьте внимательнее при использовании программируемых режимов, -это достаточно
сложно.
Содержание
- 3 ЗАЯВЛЕНИЕ О СООТВЕТСТВИИ ПРОДУКЦИИ СТАНДАРТАМ ЕС; ных данным руководством.
- 4 серия TIG; Техника безопасности; Дым и газ могут быть вредны для здоровья.
- 5 Горячая заготовка может стать причиной серьезных ожогов.; зону сварки до консультации с врачом.; Движущиеся части оборудования могут нанести серьезные травмы.; таких как вентилятор.; обращайтесь за помощью к профессионалам.
- 7 Электрическая схема; Рис 3.1 Электрическая схема
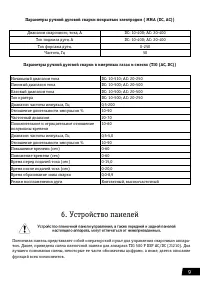
- 8 Основные характеристики; Тип
- 9 Устройство панелей
- 10 —Зона выбора режима сварки; Рис 6.1 Панель управления аппарата
- 11 Рис 6.2 Схема зоны установки параметров сварки ММА
- 12 —Зона установки параметров TIG-сварки; Рис 6.3 Схема зоны установки параметров TIG-сварки
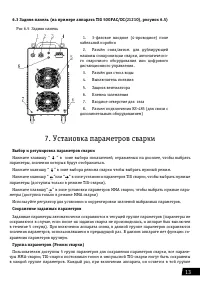
- 13 Установка параметров сварки; Выбор и регулировка параметров сварки; параметры, значения которых будут отображаться.; Сохранение заданных параметров; Рис 6.5 Задняя панель
- 15 Называется также, иногда «возбуждение дуги; Возбуждение дуги током с высоким значением:; Называется также «горячий старт». Задайте; Регулировка критического напряжения:; После входа в режим регулировки напряжения
- 16 Выход из режима регулировки:; Выход осуществляется путем нажатия клавиши выбора пара-; Таблица 7.2 Рекомендуемые параметры сварки электродом (ММА); Рекомендуемое значение
- 17 TIG – сварка постоянным током; ток возбуждения дуги, появляющийся при нажатии кнопки на горелке,; Время подачи газа перед сваркой; - время, проходящее с открытия подачи газа путем нажатия; Время подачи газа после сварки; – время, проходящее от выключения сварочного тока до пе-
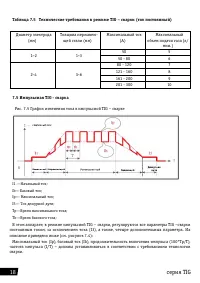
- 18 Диаметр электрода; Рис. 7.5 График изменения тока в импульсной TIG – сварке
- 19 Точечная TIG – сварка
- 21 Импульсная TIG-сварка переменным током сложной волной
- 26 СБОРКА И ЭКСПЛУАТАЦИЯ; Организация рабочего места
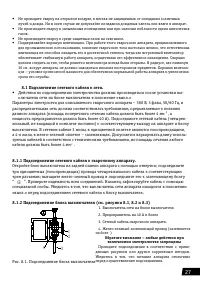
- 27 ключателя сети на блоке выключателя в положение «выкл.»; Обратите внимание – любые действия при
- 29 Работа в режиме ММА – сварки электродами с покрытием
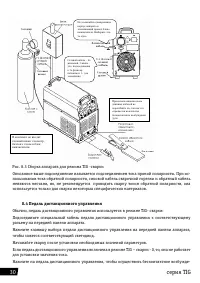
- 30 Педаль дистанционного управления
- 32 ние потока, установкой дополнительных фильтров.
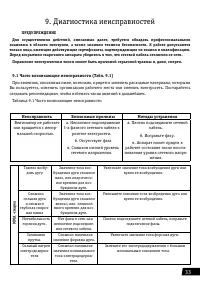
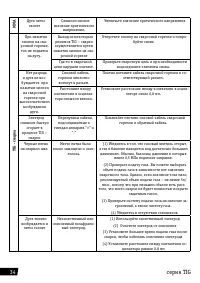
- 33 Диагностика неисправностей; ПРЕДУПРЕЖДЕНИЕ; Неисправность
- 34 MMA
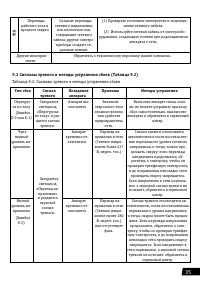
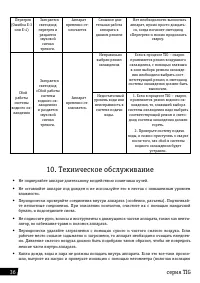
- 35 TIG; Таблица 9.2. Сигналы тревоги и методы устранения сбоев
- 36 Техническое обслуживание; лятор, во избежание травм и поломок аппарата.
- 37 изолируйте это место или замените кабель.; Взрыв деталей аппарата может быть причиной травм.; ваться или привести к взрыву других компонентов аппарата.; Статическое электричество может повредить электронную плату.; тронными платами и их компонентами.
- 38 ПРИЛОЖЕНИЕ: ИНСТРУКЦИЯ ПО ПРОГРАММИРОВАНИЮ В РЕЖИМЕ TIG СВАРКИ.; разделе приведены описания режимов, с заданием времени.
- 39 Основные шаги для создания серии кодов рабочего режима:; выделите много отдельных шагов.; Советы по созданию серии кодов рабочего режима.
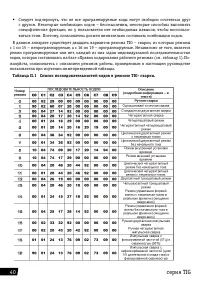
- 40 Таблица П.1 Список последовательностей кодов в режиме TIG- сварки.
- 41 Таблица П.2 Функции кодов в режиме TIG- сварки; КОД; Если X
- 42 Определение команды X:; клавиши выбора параметров, отображаемых на дисплее.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)




