Сварочное оборудование Сварог TIG 500 P DSP AC/DC (J1210) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.



















33
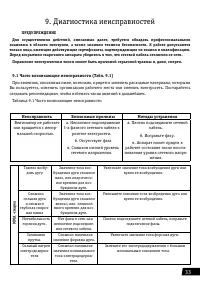
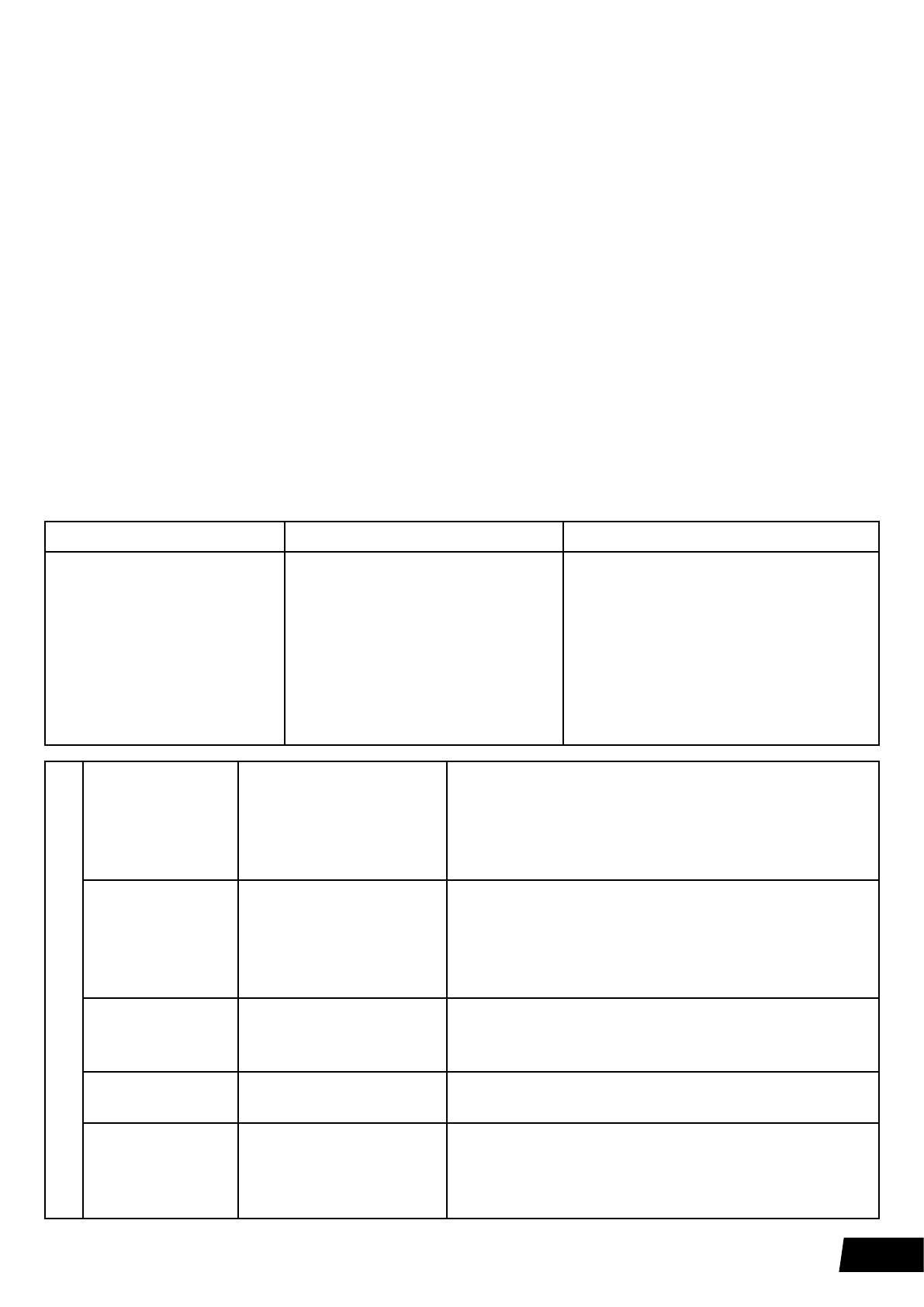
9. Диагностика неисправностей
ПРЕДУПРЕЖДЕНИЕ
Для осуществления действий, описанных далее, требуется обладать профессиональными
знаниями в области электрики, а также знанием техники безопасности. К работе допускаются
только лица, имеющие действующие сертификаты, подтверждающие их знания и квалификацию.
Перед вскрытием сварочного аппарата убедитесь в том, что сетевой кабель отключен от сети.
Поражение электрическим током может быть причиной серьезной травмы и, даже, смерти.
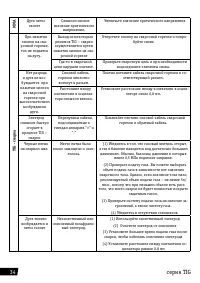
9.1 Часто возникающие неисправности (Табл. 9.1)
При явлениях, описанных ниже, возможно, придется заменить расходные материалы, которыми
Вы пользуетесь, изменить организацию рабочего места или сменить электросеть. Постарайтесь
следовать рекомендациям, чтобы избежать таких явлений в дальнейшем.
Таблица 9.1 Часто возникающие неисправности
Неисправность
Возможные причины
Методы устранения
Вентилятор не работает
или вращается с ненор-
мальной скоростью.
а. Неплотное подсоединение
3-х фазного сетевого кабеля к
розетке электросети.
б. Отсутствует фаза
в. Слишком низкий уровень
сетевого напряжения.
а. Плотно подсоедините сетевой
кабель.
б. Исправьте фазу.
в. Аппарат может придти в
рабочее состояние после восста-
новления уровня сетевого напря-
жения.
MMA -сварка
Тяжело возбу-
дить дугу
Значение тока воз-
буждения дуги слишком
мало, или недостаточ-
ное времени для воз-
буждения дуги.
Увеличьте значение тока возбуждения дуги или
время ее возбуждения.
Слишком
сильная дуга
и слишком
глубокая свароч-
ная ванна
Значение тока воз-
буждения дуги слишком
велико, или слишком
много времени для воз-
буждения дуги.
Уменьшите значение тока возбуждения дуги или
время ее возбуждения.
Нестабильность
горения дуги.
Нет фазы в сети или
неплотное подсоедине-
ние сетевого кабеля.
Плотно подсоедините сетевой кабель, исправьте
подключение фазы.
Залипание
прутка.
Слишком маленькое
значение форсажа дуги.
Увеличьте значение тока форсажа дуги.
Сильный нагрев
электрододержа-
теля
Слишком маленькое
значение номинального
тока электрододержа-
теля.
Замените его электрододержателем с большим
номинальным значением тока.
Содержание
- 3 ЗАЯВЛЕНИЕ О СООТВЕТСТВИИ ПРОДУКЦИИ СТАНДАРТАМ ЕС; ных данным руководством.
- 4 серия TIG; Техника безопасности; Дым и газ могут быть вредны для здоровья.
- 5 Горячая заготовка может стать причиной серьезных ожогов.; зону сварки до консультации с врачом.; Движущиеся части оборудования могут нанести серьезные травмы.; таких как вентилятор.; обращайтесь за помощью к профессионалам.
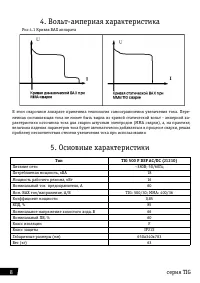
- 7 Электрическая схема; Рис 3.1 Электрическая схема
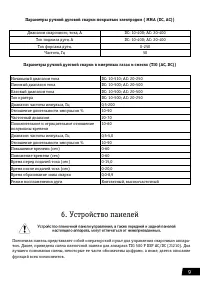
- 8 Основные характеристики; Тип
- 9 Устройство панелей
- 10 —Зона выбора режима сварки; Рис 6.1 Панель управления аппарата
- 11 Рис 6.2 Схема зоны установки параметров сварки ММА
- 12 —Зона установки параметров TIG-сварки; Рис 6.3 Схема зоны установки параметров TIG-сварки
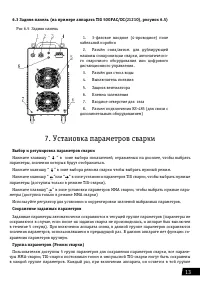
- 13 Установка параметров сварки; Выбор и регулировка параметров сварки; параметры, значения которых будут отображаться.; Сохранение заданных параметров; Рис 6.5 Задняя панель
- 15 Называется также, иногда «возбуждение дуги; Возбуждение дуги током с высоким значением:; Называется также «горячий старт». Задайте; Регулировка критического напряжения:; После входа в режим регулировки напряжения
- 16 Выход из режима регулировки:; Выход осуществляется путем нажатия клавиши выбора пара-; Таблица 7.2 Рекомендуемые параметры сварки электродом (ММА); Рекомендуемое значение
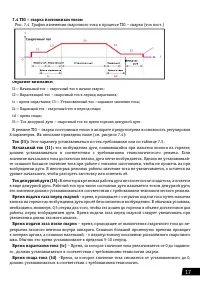
- 17 TIG – сварка постоянным током; ток возбуждения дуги, появляющийся при нажатии кнопки на горелке,; Время подачи газа перед сваркой; - время, проходящее с открытия подачи газа путем нажатия; Время подачи газа после сварки; – время, проходящее от выключения сварочного тока до пе-
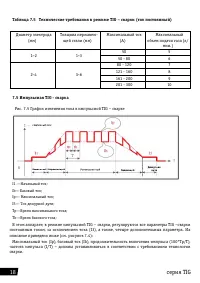
- 18 Диаметр электрода; Рис. 7.5 График изменения тока в импульсной TIG – сварке
- 19 Точечная TIG – сварка
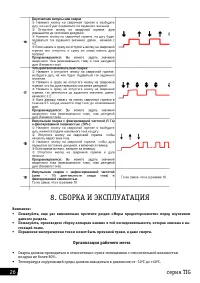
- 21 Импульсная TIG-сварка переменным током сложной волной
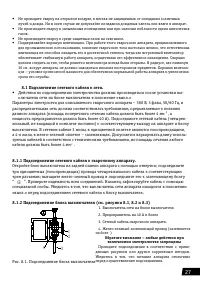
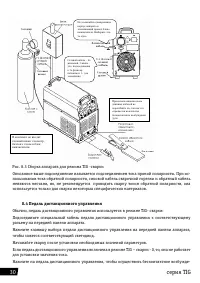
- 26 СБОРКА И ЭКСПЛУАТАЦИЯ; Организация рабочего места
- 27 ключателя сети на блоке выключателя в положение «выкл.»; Обратите внимание – любые действия при
- 29 Работа в режиме ММА – сварки электродами с покрытием
- 30 Педаль дистанционного управления
- 32 ние потока, установкой дополнительных фильтров.
- 33 Диагностика неисправностей; ПРЕДУПРЕЖДЕНИЕ; Неисправность
- 34 MMA
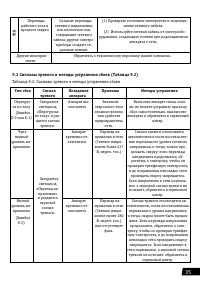
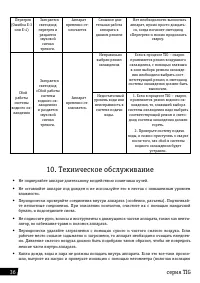
- 35 TIG; Таблица 9.2. Сигналы тревоги и методы устранения сбоев
- 36 Техническое обслуживание; лятор, во избежание травм и поломок аппарата.
- 37 изолируйте это место или замените кабель.; Взрыв деталей аппарата может быть причиной травм.; ваться или привести к взрыву других компонентов аппарата.; Статическое электричество может повредить электронную плату.; тронными платами и их компонентами.
- 38 ПРИЛОЖЕНИЕ: ИНСТРУКЦИЯ ПО ПРОГРАММИРОВАНИЮ В РЕЖИМЕ TIG СВАРКИ.; разделе приведены описания режимов, с заданием времени.
- 39 Основные шаги для создания серии кодов рабочего режима:; выделите много отдельных шагов.; Советы по созданию серии кодов рабочего режима.
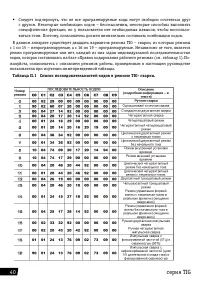
- 40 Таблица П.1 Список последовательностей кодов в режиме TIG- сварки.
- 41 Таблица П.2 Функции кодов в режиме TIG- сварки; КОД; Если X
- 42 Определение команды X:; клавиши выбора параметров, отображаемых на дисплее.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)




