
Сварочное оборудование BlueWeld Starmig 210 Dual Synergic - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.






- 28 -
графическую индикацию сварного шва, сделав его более выпуклым, плоским
или вогнутым.
Выпуклая форма.
Означает, что теплоприток низкий, поэтому сварка
получается “холодной”, пенетрация является низкой; поэтому поверните ручку по
часовой стрелке, увеличить теплоприток, обеспечив более интенсивное
плавление во время сварки.
Вогнутая форма.
Означает, что теплоприток высокий, поэтому сварка
получается слишком “горячей”, пенетрация является чрезмерной; поэтому
поверните ручку против часовой стрелки, чтобы обеспечить менее интенсивное
плавление.
7.2 Работа в РУЧНОМ режиме
Пользователь может настроить все параметры сварки.
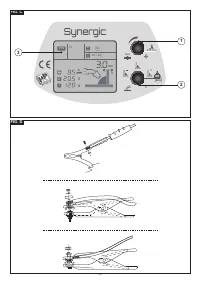
7.2.1 Жидкокристаллический дисплей в РУЧНОМ режиме (рис. G)
1- РУЧНОЙ рабочий режим
;
2- Значения во время сварки:
скорость подачи проволоки;
напряжение сварки;
сварочный ток.
7.2.2 Настройка параметров
В ручном режиме, скорость подачи проволоки и напряжение сварки регулируются
отдельно. Ручка (рис. C-1) регулирует скорость проволоки, ручка (рис. C-2)
регулирует напряжение сварки (что определяет мощность сварки и влияет на
форму сварного шва). Сварочный ток отображается на дисплее (рис. G-2) только
во время сварки.
8. КОНТРОЛЬ КНОПКИ ГОРЕЛКИ
8.1 Режим контроля кнопки горелки
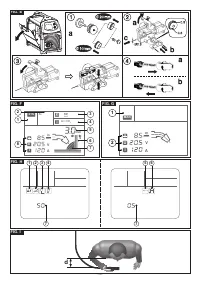
Можно установить 3 различных режима контроля кнопки горелки, которые можно
использовать как в синергетическом, так и ручном режиме работы:
Режим точечной сварки (рис. H-5)
Позволяет осуществлять точечную сварку MIG/MAG с контролем длительности
сварки (регулировка: OFF выключен; 0.1÷5 сек. активный).
Режим 2T (рис. H6)
Сварка начинается при нажатии кнопки горелки и завершается, когда кнопка
отпускается.
Режим 4T (рис. H6)
Сварка начинается при нажатии и отпускании кнопки горелки и завершается
только тогда, когда кнопка горелки повторно нажимается и отпускается. Этот
режим предназначен для длительных сварок.
8.2 Настройка режима контроля кнопки горелки
Чтобы открыть меню регулировки параметров, нажмите ручку (рис. C-2) и
удерживайте ее нажатой, по крайней мере, 3 секунду, после чего отпустите:
a) регулировка длительности точечной сварки (рис. H-2 мигает)
- поверните ручку (рис. C-2), чтобы выбрать желаемую длительность или
выберите “OFF” (ВЫКЛ), чтобы блокировать функцию; подтвердите, нажав
и отпустив ручку.
Если длительность точечной сварки установлена на значение в диапазоне
0.1-5 с, нельзя выбрать режим “2T/4T”; в этом случае нажатие ручки приведет
к выходу из меню.
b) выбор 2T или 4T (рис. H-3 мигает)
Режим 2T или 4T можно выбрать только в том случае, если длительность
точечной сварки установлена на “OFF” (ВЫКЛ). Поверните ручку и выберите
необходимый режим, подтвердите нажатием ручки, чтобы выйти из меню.
9. РАСШИРЕННЫЕ НАСТРОЙКИ
9.1 Регулируемые расширенные параметры
Как в синергетическом, так и в ручном режиме можно настроить следующие
параметры сварки:
Кривая начала движения проволоки (рис. H-1)
Позволяет установить кривую начала движения проволоки, чтобы избежать
ее начального скопления на сварном шве. Регулировка от 30 до 100 (начало
движения в % от номинальной скорости).
Реактивное сопротивление (рис. H-2)
Позволяет настроить динамику сварки в зависимости от используемого
материала и газа.
Регулировка от 0 (низкое реактивное сопротивление аппарата) до 5 (высокое
реактивное сопротивление аппарата).
Отжиг проволоки при остановке сварки (burn back) (рис. H-3)
Позволяет отрегулировать время отжига проволоки при остановке сварки,
оптимизируя ее конечное обрезание и упрощая возобновление сварки.
Регулировка от 0 до 200 (сотые доли секунды).
Подача газа после сварки (Post gas) (рис. H-4)
Позволяет отрегулировать время подачи защитного газа в конце сварки
(регулировка 0÷5 секунд). Эта регулировка обеспечивает защиту сварки и
остывание горелки.
9.2 Настройка расширенных параметров
Чтобы открыть меню регулировки расширенных параметров, одновременно
нажмите ручки (рис. C-1) и (рис. C-2) и удерживайте их нажатыми, по крайней
мере, 1 секунду, после чего отпустите. Каждый параметр можно установить
на требуемое значение, поворачивая/нажимая ручку (рис. C-2) (значение
отображается на (рис.H-7)) до выхода из меню.
10. УСТАНОВКА ЗНАЧЕНИЙ ПО УМОЛЧАНИЮ
Настройки сварочного аппарата можно установить на заводские настройки, для
этого во время включения необходимо удерживать нажатыми две ручки (рис.C-1)
и (рис.C-2).
11. СИГНАЛЫ ТРЕВОГИ
Возобновление работы осуществляется автоматически при устранении причины
возникновения сигнала тревоги.
На дисплее могут появится следующие сообщения о сигналах тревоги:
-
Сработала термозащита сварочного аппарата. Работа прервана, пока
аппарат не остынет до допустимой температуры.
- ALL 001: срабатывание защиты от избыточного/недостаточного напряжения.
Проверьте напряжение электропитания
- ALL 002: срабатывание защиты от короткого замыкания между горелкой и
массой. Убедитесь, что в сварочной цепи нет коротких замыканий.
- ALL 003: срабатывание защиты от перегрузки по току сварочной цепи.
Убедитесь, что скорость подачи и/или напряжение сварки не слишком высокие.
При выключении сварочного аппарата на несколько секунд может
появиться сообщение ALL 001.
12. ТЕХ ОБСЛУЖИВАНИЕ
ВНИМАНИЕ!
ПЕРЕД
ПРОВЕДЕНИЕМ
ОПЕРАЦИЙ
ТЕХОБСЛУЖИВАНИЯ ПРОВЕРИТЬ, ЧТО СВАРОЧНЫЙ АППАРАТ ОТКЛЮЧЕН
И ОТСОЕДИНЕН ОТ СЕТИ ПИТАНИЯ.
12.1 ПЛАНОВОЕ ТЕХОБСЛУЖИВАНИЕ
ОПЕРАЦИИ
ПЛАНОВОГО
ТЕХОБСЛУЖИВАНИЯ
ВЫПОЛНЯЮТСЯ
ОПЕРАТОРОМ.
12.1.1 Горелка
- Не оставляйте горелку или её кабель на горячих предметах, это может привести
к расплавлению изоляции и сделает горелку и кабель непригодными к работе.
- Регулярно проверяйте крепление труб и патрубков подачи газа.
- При каждой смене катушки со сварочной проволокой продувайте сухим сжатым
воздухом под давлением не более (макс. 5бар) шланг подачи проволоки и
проверяйте его состояние.
- Ежедневно проверяйте состояние и правильность монтажа деталей конечной
части горелки: сопла, контактной трубки и газового диффузора.
12.1.2 Подача проволоки
- Проверить степень износа роликов, протягивающих проволоку. Периодически
удалять металлическую пыль, откладывающуюся в зоне протягивания (ролики
и направляющая проволоки на входе и выходе).
12.2 ВНЕПЛАНОВОЕ ТЕХОБСЛУЖИВАНИЕ
ВНЕПЛАНОВОЕ ТЕХОБСЛУЖИВАНИЕ ДОЛЖНО ОСУЩЕСТВЛЯТЬСЯ ТОЛЬКО
ОПЫТНЫМ ИЛИ КВАЛИФИЦИРОВАННЫМ В ЭЛЕКТРОМЕХАНИЧЕСКОЙ
ОБЛАСТИ ПЕРСОНАЛОМ СОГЛАСНО ПОЛОЖЕНИЯМ ТЕХНИЧЕСКОЙ
НОРМЫ IEC/EN 60974-4.
ВНИМАНИЕ! НИКОГДА НЕ СНИМАЙТЕ ПАНЕЛЬ И НЕ ПРОВОДИТЕ
НИКАКИХ РАБОТ ВНУТРИ КОРПУСА АППАРАТА, НЕ ОТСОЕДИНИВ
ПРЕДВАРИТЕЛЬНО ВИЛКУ ОТ ЭЛЕКТРИЧЕСКОЙ СЕТИ.
Выполнение проверок под напряжением может привести к серьезным
электротравмам, так как возможен непосредственный контакт с
токоведущими частями аппарата и/или повреждениям вследствие контакта
с частями в движении.
- Регулярно осматривайте внутреннюю часть аппарата, в зависимости от частоты
использования и запыленности рабочего места. Удаляйте накопившуюся
на трансформаторе, сопротивлении и выпрямителе пыль при помощи струи
сухого сжатого воздуха с низким давлением (макс. 10бар).
- Не направлять струю сжатого воздуха на электрические платы; произвести их
очистку очень мягкой щеткой или специальными растворителями.
- Проверить при очистке, что электрические соединения хорошо закручены и на
кабелепроводке отсутствуют повреждения изоляции.
- После окончания операции техобслуживания верните панели аппарата на
место и хорошо закрутите все крепежные винты.
- Никогда не проводите сварку при открытой машине.
- После выполнения техобслуживания или ремонта подсоедините обратно
соединения и кабели так, как они были подсоединены изначально, следя
за тем, чтобы они не соприкасались с подвижными частями или частями,
температура которых может значительно повыситься. Закрепите все провода
стяжками, вернув их в первоначальный вид, следя за тем, чтобы соединения
первичной обмотки высокого напряжения были бы должным образом отделены
от соединений вторичной обмотки низкого напряжения.
Для закрытия металлоконструкции установите обратно все гайки и винты.
13. ПОИСК НЕИСПРАВНОСТЕЙ
В случаях неудовлетворительной работы аппарата, перед ПРОВЕДЕНИЕМ
СИСТЕМАТИЧЕСКОЙ ПРОВЕРКИ И обращением в сервисный центр, проверьте
следующее:
- Убедиться, что основной выключатель включен и горит соответствующая
лампа. Если это не так, то напряжение сети не доходит до аппарата, поэтому
проверьте линию питания (кабель, вилку и/или розетку, предохранитель и т. д.).
- Проверьте, не включился ли сигнал тревоги из-за срабатывания термозащиты,
защиты от избыточного или недостаточного напряжения или защиты от
короткого замыкания.
- Для отдельных режимов сварки необходимо соблюдать номинальный
временной режим, т. е. делать перерывы в работе для охлаждения аппарата.
В случаях срабатывания термозащиты подождите, пока аппарат не остынет
естественным образом, и проверьте состояние вентилятора.
- Проверить напряжение линии: если значение слишком высокое или слишком
низкое, сварочный аппарат остается заблокированным.
- Убедиться, что на выходе аппарата нет короткого замыкания, в случае его
наличия, устраните его.
- Проверить качество и правильность соединений сварочного контура, в
особенности зажим кабеля массы должен быть соединен с деталью, без
наложения изолирующего материала (например, красок).
- Защитный газ должен быть правильно подобран по типу и процентному
специальных упаковках или контейнерах.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)






