
Сварочное оборудование BlueWeld Starmig 210 Dual Synergic - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.






- 27 -
(Flicker), сварочный аппарат рекомендуется подсоединять только к таким
точкам сети питания, импеданс которых ниже Zmax = 0.25 Ом.
- Сварочный аппарат не соответствует требованиям стандарта IEC/EN 61000-3-
12.
При подсоединении сварочного аппарата к бытовой электросети, монтажник
или пользователь обязан убедиться, что к ней можно подсоединять сварочные
аппараты (в случае необходимости свяжитесь с представителем компании,
заведующей распределительной сетью).
5.2.1 Вилка и розетка
Подсоедините вилку кабеля питания к розетке сети питания, защищенной
предохранителями или автоматическим выключателем; соответствующий
заземляющий контакт должен быть соединен с заземляющим проводом (желто-
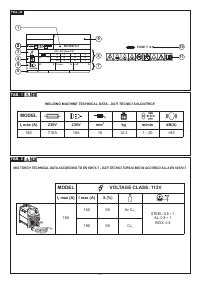
зеленый провод) сети питания. В таблице 1
(ТАБ. 1)
указаны рекомендуемые
значения в амперах линейных предохранителей замедленного действия,
выбранные согласно максимальному номинальному току, который способен
подавать сварочный аппарат, а также номинальному напряжению питания.
ВНИМАНИЕ! Несоблюдение приведенных выше правил снижает
эффективность системы безопасности, предусмотренной производителем
(класс I), создавая при этом серьезную угрозу для людей (например,
электрошок) и имущества (например, пожар).
5.3 СОЕДИНЕНИЯ СВАРОЧНОЙ ЦЕПИ
ВНИМАНИЕ! ПЕРЕД ВЫПОЛНЕНИЕМ ОПИСАННЫХ НИЖЕ
СОЕДИНЕНИЙ УБЕДИТЕСЬ В ТОМ, ЧТО СВАРОЧНЫЙ АППАРАТ ВЫКЛЮЧЕН
И ОТСОЕДИНЕН ОТ СЕТИ ПИТАНИЯ.
В таблице 1
(ТАБ. 1)
указаны рекомендуемые значения поперечного сечения
сварочных кабелей (в мм2) в зависимости от максимального тока, подаваемого
сварочным аппаратом.
5.3.1 Соединение с газовым баллоном (если используется)
- Газовый баллон, устанавливаемый на опорную поверхность тележки: макс.
30 кг.
- Прикрутите редуктор давления(*) к газовому баллону, используя специальный
переходник, включенный в комплектацию, в случае использования аргона или
смеси аргона/CO
2
.
- Подсоедините входную трубку газа к редуктору и затяните стяжку.
- Перед тем как открыть клапан баллона, ослабьте регулирующее кольцо
редуктора давления.
(*) Деталь, приобретаемая отдельно, если она не включена в комплектацию
изделия.
5.3.2 Подсоединение возвратного кабеля сварочного тока
Кабель подсоединяется к свариваемой детали или к металлическому стенду, на
котором расположена деталь, как можно ближе к месту сварки.
5.3.3 Горелка
Подготовьте ее к загрузке проволоки, снимите форсунку и контактную трубку,
чтобы упростить вставку проволоки.
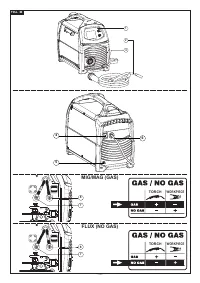
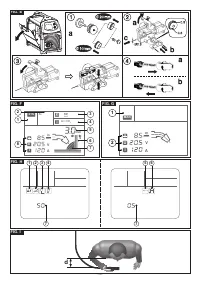
5.3.4 Изменение полярности
Рис. B
- Откройте дверцу отделения катушки.
- Сварка MIG/MAG (газ):
- Подсоедините кабель горелки к красной клемме (+).
- Подсоедините обратный кабель зажима к черной клемме (-).
- Сварка FLUX (без газа):
- Подсоедините кабель горелки к черной клемме (-).
- Подсоедините обратный кабель зажима к красной клемме (+).
- Закройте дверцу отделения катушки.
5.3.5 Рекомендации:
- До упора вкрутите соединители сварочных кабелей в быстродействующие
зажимы (если имеются), чтобы обеспечить безупречный электрический контакт,
в противном случае контакты перегреются, что приведет к их быстрому износу
и потери эффективности.
- Используйте как можно более короткие сварочные кабели.
- Не используйте металлические конструкции, которые не являются частью
обрабатываемой детали, вместо кабеля возврата сварочного тока, это может
создать угрозу безопасности и привести к неудовлетворительным результатам
сварки.
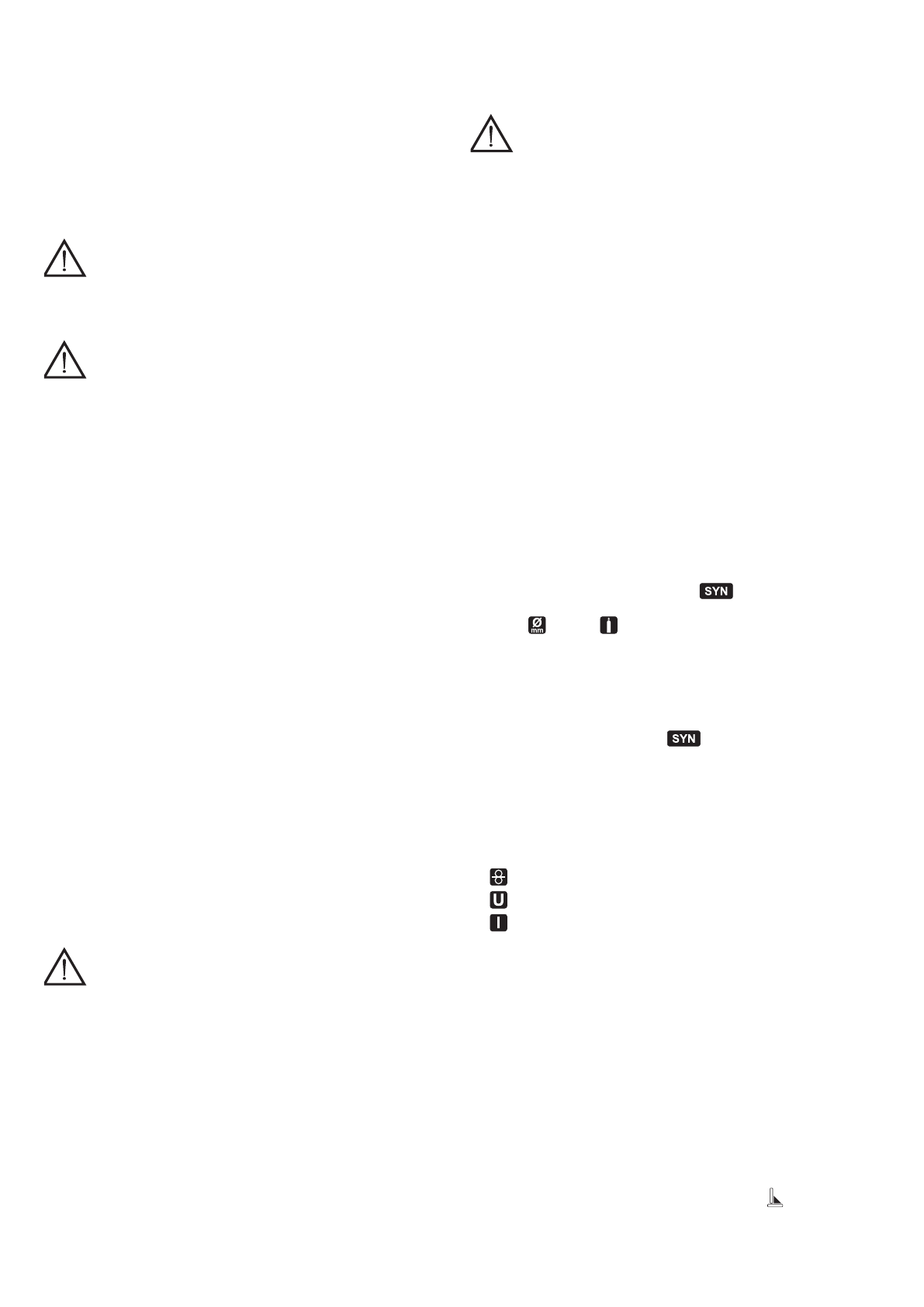
5.4 УСТАНОВКА КАТУШКИ С ПРОВОЛОКОЙ (Рис. E)
ВНИМАНИЕ! ПЕРЕД ТЕМ, КАК НАЧИНАТЬ ОПЕРАЦИИ ПО ЗАПРАВКЕ
ПРОВОЛОКИ, ПРОВЕРИТЬ, ЧТО СВАРОЧНЫЙ АППАРАТ ВЫКЛЮЧЕН И
ОТСОЕДИНЕН ОТ СЕТИ ПИТАНИЯ.
УБЕДИТЕСЬ, ЧТО РОЛИКИ ДЛЯ ПОДАЧИ ПРОВОЛОКИ, НАПРАВЛЯЮЩИЙ
ШЛАНГ И НАКОНЕЧНИК СВАРОЧНОГО ПИСТОЛЕТА СООТВЕТСТВУЮТ ТИПУ И
ДИАМЕТРУ ИСПОЛЬЗУЕМОЙ ПРОВОЛОКИ И ПРАВИЛЬНО ПРИСОЕДИНЕНЫ.
НА ЭТАПАХ ЗАПРАВКИ ПРОВОЛОКИ НЕ ПОЛЬЗОВАТЬСЯ ЗАЩИТНЫМИ
ПЕРЧАТКАМИ.
- Открыть разматыватель.
- Наденьте катушку с проволокой на шпиндель, проверьте, что стержень
протаскивания шпинделя правильно установлен в соответствующем отверстии.
(
1a
).
- Поднимите верхний нажимной ролик (и) и отведите его(их) от нижнего ролика
(ов) (
2a
).
- Проверить, что ролики/ролик протягивания подходит к типу используемой
проволоки
(2b)
.
- Возьмите свободный конец сварочной проволоки на катушке и обрежьте
погнутую часть проволоки так, чтобы на торцевой и боковой частях проволоки
не было заусенцев. Поверните катушку в направлении против часовой стрелки
и вставьте конец проволоки в направляющую трубку, протолкните его на
глубину примерно 50 - 100 мм в направляющее отверстие сварочного рукава
(
2c
).
- Опустите на место верхний нажимной ролик, и регулятором величины давления
установите среднюю величину давления прижимного ролика. Убедитесь, что
проволока находится в специальной борозде нижнего ролика (
3
).
- Снять сопло и контактную трубку (
4a
).
- Вставьте вилку сварочного аппарата в розетку питания, включите сварочный
аппарат, нажмите на кнопку горелки или на кнопку движения проволоки на
панели управления (если имеются), подождите, пока проволока не пройдет
по всему направляющему шлангу и ее конец не покажется на 10 - 15 см из
передней части горелки и отпустите кнопку.
Внимание! В течении данной операции проволока находится под
напряжением и испытывает механические нагрузки, поэтому в случае
несоблюдения техники безопасности, может привести к электрическому
шоку, ранениям и привести к зажиганию нежелательных электрических дуг:
- Не направляйте горелку в сторону тела.
- Не подносите горелку близко к газовому баллону.
- Заново монтировать на горелку контактную трубку и сопло (
4b
).
- Настройте механизм подачи проволоки так, чтобы проволока подавалась
плавно и без рывков. Отрегулируйте давление роликов и тормозящее усилие
шпинделя на катушку так, чтобы усилие было минимальным, но проволока
не проскальзывала в борозде и при прекращении подачи не образовывалась
петля из проволоки под воздействием инерции катушки.
- Обрежьте выступающий конец проволоки из наконечника так, чтобы осталось
10-15 мм.
- Закрыть отделение для разматывателя.
6. СВАРКА: ОПИСАНИЕ РАБОЧЕЙ ПРОЦЕДУРЫ
6.1 SHORT ARC (КОРОТКАЯ ДУГА)
Плавление проволоки и отделение капель происходит за счет последовательных
коротких замыканий конца проволоки и плавильной ванны (до 200 раз в секунду).
Длина выступающей части проволоки (stick-out) обычно составляет от 5 до 12 мм.
Углеродистая и малолегированная сталь
- Диаметр используемой проволоки:
0.6 - 0.8 - 1.0 мм
- Используемый газ:
CO
2
или смесь Ar/CO
2
Нержавеющая сталь
- Диаметр используемой проволоки:
0.8 - 1.0 мм
- Используемый газ:
смесь Ar/O
2
или Ar/CO
2
(1-2%)
Алюминий и CuSi/CuAl
- Диаметр используемой проволоки:
0.8 - 1.0 мм
- Используемый газ:
Ar
Проволока с наполнителем
- Диаметр используемой проволоки:
0.8 - 0.9 - 1.2 мм
- Используемый газ:
Отсутствует
6.2 ЗАЩИТНЫЙ ГАЗ
Расход защитного газа должен составлять 8-14 л/мин.
7. РАБОЧИЙ РЕЖИМ
7.1 Работа в СИНЕРГЕТИЧЕСКОМ режиме
После того как пользователь настроит такие параметры как материал, диаметр
проволоки
, тип газа
, сварочный аппарат автоматически устанавливает
оптимальные рабочие условия на основании различных сохраненных
синергетических кривых. Для того чтобы начать сварку, пользователю достаточно
указать толщину материала (технология OneTouch).
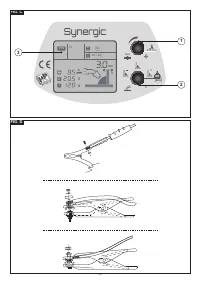
7.1.1 Жидкокристаллический дисплей в СИНЕРГЕТИЧЕСКОМ режиме (рис.
F)
ПРИМЕЧАНИЕ Все отображаемые и выбираемые значения зависят от типа
выбранной сварки.
1- Работа в синергетическом режиме
;
2- Свариваемый материал. Предлагаемые типы: Fe (сталь), Ss (нержавеющая
сталь), Al (алюминий), CuSi/CuAl (оцинкованные листы - сварка-пайка), Flux
(проволока с наполнителем - сварка NO GAS);
3- Диаметр используемой проволоки. Предлагаемые значения: 0.6 - 0.8 - 0.9 - 1
- 1.2 мм;
4- Рекомендуемый защитный газ. Предлагаемые типы: Ar/CO
2
, CO
2
, Ar, Ar/O
2
;
5- Толщина свариваемого материала. Предлагаются значения от 0 до 5 мм;
6- Графический индикатор толщины материала;
7- Графический индикатор формы сварного шва;
8- Значения во время сварки:
скорость подачи проволоки;
напряжение сварки;
сварочный ток.
7.1.2 Настройка параметров
Чтобы открыть меню регулировки параметров, нажмите ручку (рис. C-2) и
удерживайте ее нажатой, по крайней мере, 1 секунду, после чего отпустите:
а) выбор материала (рис. F-2, материал мигает)
- поверните ручку (рис. C-2), чтобы выбрать необходимый материал и
подтвердите, нажав и отпустив ручку;
б) выбор диаметра проволоки (рис. F-3, диаметр проволоки мигает)
- поверните ручку (рис. C-2), чтобы выбрать необходимый диаметр проволоки
и подтвердите, нажав и отпустив ручку;
а) выбор газа (рис. F-4, тип газа мигает)
- поверните ручку (рис. C-2) или непосредственно выберите предлагаемый
газ и подтвердите, нажав и отпустив ручку; это позволит выйти из меню
настройки параметров и вывести на дисплей установленные значения.
После того как с помощью ручки (рис. C-1) будет выбрана толщина материала
(рис. F-5), можно приступить к сварке.
7.1.3 Регулировка формы сварного шва
Регулировка формы сварного шва осуществляется с помощью ручки (рис. C-2),
которая регулирует длину дуги и, таким образом, определяет больший или
меньший теплоприток во время сварки.
Шкала регулировки находится в диапазоне -9 ÷ 0 ÷ +9; в большинстве случаев,
когда ручка находится в промежуточном положении (0,
), обеспечиваются
оптимальные базовые установки (значение отображается в левой части
жидкокристаллического дисплея графическим символом сварного шва и
пропадает через предустановленное время).
При помощи ручки (рис. C-2) можно изменить отображаемую на дисплее
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)









