
Сварочное оборудование BlueWeld Starmig 210 Dual Synergic - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.







- 26 -
- НАПРЯЖЕНИЕ МЕЖДУ ДЕРЖАТЕЛЯМИ ЭЛЕКТРОДОВ ИЛИ ГОРЕЛКАМИ:
работая с несколькими сварочными аппаратами на одной детали или
на соединенных электрически деталях возможна генерация опасной
суммы “холостого” напряжения между двумя различными держателями
электродов или горелками, до значения, могущего в два раза превысить
допустимый предел.
Квалифицированному специалисту необходимо поручить приборное
измерение для выявления рисков и выбора подходящих средств защиты
согласно разделу 7.9. стандарта ”EN 60974-9: Оборудование для дуговой
сварки. Часть 9: Установка и использование”.
ÎСТАТОЧНЫЙ РИСК
- ОПРОКИДЫВАНИЕ: расположить сварочный аппарат на горизонтальной
поверхности несущей способности, соответствующей массе; в противном
случае (напр., пол под наклоном, неровный и т. д..) существует опасность
опрокидывания.
- ПРИМЕНЕНИЕ НЕ ПО НАЗНАЧЕНИЮ: опасно применять сварочный
аппарат для любых работ, отличающихся от предусмотренных (напр.
Размораживание труб водопроводной сети).
- ПЕРЕМЕЩЕНИЕ СВАРОЧНОГО АППАРАТА: всегда закрепляйте газовый
баллон при помощи подходящих принадлежностей, чтобы избежать его
случайного падения (если он используется).
- Запрещено подвешивать сварочный аппарат за ручку.
Защиты и подвижные части кожуха сварочного аппарата и устройства
подачи проволоки должны находиться в требуемом положении, перед тем,
как подсоединять сварочный аппарат к сети питания.
ВНИМАНИЕ! Любое ручное вмешательство на частях в движении
устройства подачи проволоки, например:
- Замена роликов и/или направляющих проволоки;
- Введение проволоки в ролики;
- Установка катушки с проволокой;
- Очистка роликов, шестеренок и зоны находящейся под;
- Смазка шестеренок.
НЕОБХОДИМО ВЫПОЛНЯТЬ ПРИ ОТКЛЮЧЕННОМ И ОТСОЕДИНЕННОМ ОТ
СЕТИ ПИТАНИЯ СВАРОЧНОМ АППАРАТЕ.
2. ВВЕДЕНИЕ И ОБЩЕЕ ОПИСАНИЕ
Этот сварочный аппарат является источником тока для дуговой сварки,
предназначенный специально для сварки MAG углеродистой стали или
малолегированной стали в среде защитного газа CO
2
или смеси аргона/CO
2
,
используя цельную электродную проволоку или проволоку с наполнителем
(трубчатую).
Он подходит также для сварки MIG нержавеющей стали в среде защитного газа
аргон + 1-2% кислорода, алюминия и CuSi
3
, CuAl
8
(пайка) в среде защитного
газа аргон, используя электродную проволоку, состав которой подходит для
свариваемой детали.
Можно также использовать проволоку с наполнителем, предназначенную для
использования без защитного газа Flux, установив полярность горелки согласно
указаниям изготовителя проволоки.
Работа в СИНЕРГЕТИЧЕСКОМ режиме обеспечивает быструю и простую
настройку параметров сварки, всегда гарантируя улучшенную управляемость
дуги и качества сварки (технология OneTouch).
Аппарат в особенности подходит для работы с легкими конструкциями и для
проведения кузовных работ, для сварки оцинкованных листов, листов с высоким
пределом текучести, листов из нержавеющей стали и алюминия.
2.1 ГЛАВНЫЕ ХАРАКТЕРИСТИКИ
- Синергетический (автоматический) или ручной режим функционирования;
- 17 подготовленных синергетических кривых;
- Отображение на жидкокристаллическом дисплее скорости проволоки,
напряжения и тока сварки;
- Выбор режима работы 2T, 4T, spot (точечная сварка);
- Регулировка: кривая начала движения проволоки, реактивное сопротивление,
время отжига проволоки в конце сварки (burn-back), подача газа после сварки
(post gas);
- Изменение полярности для сварки В СРЕДЕ ГАЗА MIG-MAG/BRAZING или БЕЗ
ГАЗА/FLUX;
- Термостатическая защита;
- Защита от случайных коротких замыканий из-за соприкосновения горелки и
массы;
- Защита от неправильного напряжения питания (слишком высокое или низкое
напряжение питания);
2.2 ПРИНАДЛЕЖНОСТИ, ВХОДЯЩИЕ В СТАНДАРТНУЮ КОМПЛЕКТАЦИЮ
- горелка;
- кабель возврата тока с зажимом массы;
2.3 ОТДЕЛЬНО ЗАКАЗЫВАЕМЫЕ ПРИНАДЛЕЖНОСТИ
- Переходник для баллона с аргоном;
- Тележка;
- Самозатемняющаяся маска;
- Комплект для сварки MIG/MAG.
3. ТЕХНИЧЕСКИЕ ДАННЫЕ
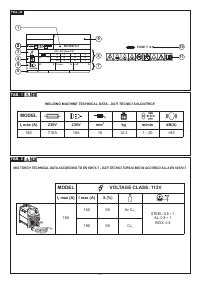
3.1 ТАБЛИчКА ДАННЫХ
Технические данные, характеризующие работу и пользование аппаратом,
приведены на специальной табличке, их разъяснение дается ниже:
Рис. А
1-
Соответствует Европейским нормам безопасности и требованиям к
конструкции дуговых сварочных аппаратов.
2-
Внутренняя структурная схема сварочного аппарата.
3-
Символ предусмотренного типа сварки.
4-
Символ
S
: указывает, что можно выполнять сварку в помещении с повышенным
риском электрического шока (например, рядом с металлическими массами).
5-
Символ питающей сети:
Однофазное переменное напряжение.
Трехфазное переменное напряжение.
6-
Степень защиты корпуса.
7-
Параметры электрической сети питания:
-
U
1
:
переменное напряжение и частота питающей сети аппарата
(максимальный допуск ± 10 %).
-
I
1 макс
:
максимальный ток, потребляемый от сети.
-
I
1 еff
:
эффективный ток, потребляемый от сети.
8-
Параметры сварочного контура:
-
U
o
:
максимальное напряжение без нагрузки (открытый контур сварки).
-
I
2
/U
2
:
ток и напряжение, соответствующие нормализованным производимые
аппаратом во время сварки.
-
Х
:
коэффициент прерывистости работы. Показывает время, в течении
которого аппарат может обеспечить указанный в этой же колонке ток.
Коэффициент указывается в % к основному 10 - минутному циклу.
(например, 60 % равняется 6 минутам работы с последующим 4-х минутным
перерывом, и т. Д.).
-
A/V-A/V
:
указывает диапазон регулировки тока сварки (минимальный/
максимальный) при соответствующем напряжении дуги.
9-
Серийный номер. Идентификация машины (необходим при обращении
за технической помощью, запасными частями, проверке оригинальности
изделия).
10-
:
Величина плавких предохранителей замедленного действия,
предусматриваемых для защиты линии.
11-
Символы, соответствующие правилам безопасности, чье значение приведено
в главе 1 “Общая техника безопасности для дуговой сварки”.
Примечание: Пример идентификационной таблички является указательным для
объяснения значения символов и цифр: точные значения технических данных
вашего аппарата приведены на его табличке.
3.2 ПРОЧИЕ ТЕХНИЧЕСКИЕ ДАННЫЕ:
- СВАРОЧНЫЙ АППАРАТ: см. таблицу 1 (ТАБ. 1)
- ГОРЕЛКА: см. таблицу 2 (ТАБ. 2)
Вес сварочного аппарата указан в таблице 1 (ТАБ. 1).
4. ОПИСАНИЕ СВАРОЧНОГО АППАРАТА
4.1 УСТРОЙСТВА УПРАВЛЕНИЯ, РЕГУЛИРОВКИ И СОЕДИНЕНИЯ
СВАРОЧНОГО АППАРАТА.
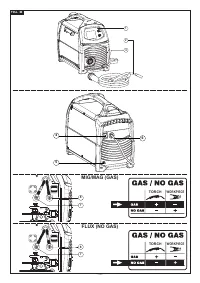
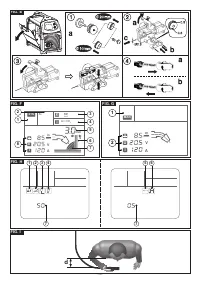
4.1.1 СВАРОЧНЫЙ АППАРАТ (рис. B)
Передняя сторона:
1- Панель управления (см. описание).
2- Сварочный кабель и горелка.
3- Кабель и клемма возврата тока на массу.
Задняя сторона:
4- Главный выключатель ON/OFF.
5- Соединитель трубки защитного газа.
6- Кабель питания.
Отделение катушки:
7- Положительная клемма (+).
8- Отрицательная клемма (-).
Примечание. Изменение полярности для сварки FLUX (без газа).
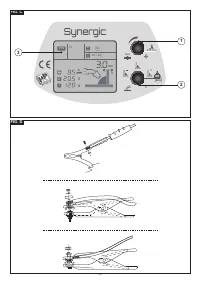
4.1.2 ПАНЕЛЬ УПРАВЛЕНИЯ СВАРОЧНЫМ АППАРАТОМ (рис. С)
1- Регулировка мощности сварки (синергетический режим работы) или скорости
подачи проволоки (ручной режим работы). Нажатие на ручку позволяет
выбрать работу в СИНЕРГЕТИЧЕСКОМ или РУЧНОМ режиме;
2- Регулировка длины дуги (синергетический режим работы) или напряжения
сварки (ручной режим работы). Нажатие на ручку позволяет попасть в
различные меню настройки сварочного аппарата;
3- Жидкокристаллический дисплей.
5. УСТАНОВКА
ВНИМАНИЕ! ВО ВРЕМЯ УСТАНОВКИ И ОСУЩЕСТВЛЕНИЯ
ЭЛЕКТРИЧЕСКИХ СОЕДИНЕНИЙ СВАРОЧНОГО АППАРАТА, ОН ДОЛЖЕН
БЫТЬ ПОЛНОСТЬЮ ВЫКЛЮЧЕН И ОТКЛЮЧЕН ОТ ЭЛЕКТРОСЕТИ.
ЭЛЕКТРИЧЕСКИЕ СОЕДИНЕНИЯ РАЗРЕШАЕТСЯ ОСУЩЕСТВЛЯТЬ ТОЛЬКО
ОПЫТНЫМ ИЛИ КВАЛИФИЦИРОВАННЫМ РАБОТНИКАМ.
Сборка обратного кабеля-зажима
Рис. D
5.1 РАЗМЕЩЕНИЕ СВАРОЧНОГО АППАРАТА
При выборе места установки сварочного аппарата следите, чтобы у входных и
выходных отверстий охлаждающего воздуха не было препятствий; убедитесь,
что в аппарат не всасываются электропроводящие частицы, едкие испарения,
влага и т.д.
Вокруг сварочного аппарата необходимо оставить свободное пространство
шириной, по крайней мере, 250 мм.
ВНИМАНИЕ! Устанавливайте сварочный аппарат на ровной
поверхности, грузоподъемность которой соответствует весу аппарата,
чтобы избежать опрокидывания и смещения аппарата, что может привести
к возникновению опасных ситуаций.
5.2 ПОДСОЕДИНЕНИЕ К СЕТИ
- Перед выполнением любых электрических соединений убедитесь, что данные
на табличке сварочного аппарата соответствуют напряжению и частоте сети,
имеющейся в месте установки.
- Сварочный аппарат разрешается подключать только к системе питания с
заземленным нейтральным проводом.
- Для обеспечения защиты от непрямого контакта, используйте
дифференциальные выключатели следующего типа:
- Тип A (
) для однофазного оборудования.
- Чтобы обеспечить соответствие требованиям стандарта EN 61000-3-11
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)







