Фрезеры VERTO 52G710 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.


































7
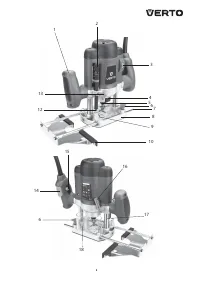
USTAWIENIE WIELKOŚCI ZAGŁĘBIENIA FREZU W MATERIALE
OBRABIANYM
Odłączyć elektronarzędzie od zasilania.
•
Umieścić frezarkę na równej powierzchni.
•
Odblokować dźwignię blokady prowadnicy korpusu (
16
).
•
Pokonując opór sprężyn opuścić korpus frezarki, aż do zetknięcia się
frezu z powierzchnią, na której została umieszczona.
•
Zablokować w tym położeniu za pomocą dźwigni blokady prowadnicy
korpusu (
16
).
•
Poluzować pokrętło blokady ogranicznika głębokości (
13
).
•
Opuścić listwę ogranicznika głębokości (
12
) do zetknięcia się z jedną z
powierzchni skokowego ogranicznika głębokości frezowania (
9
).
•
Unieść listwę ogranicznika głębokości (
12
) na wysokość
odpowiadającą pożądanemu zagłębieniu frezu w materiał obrabiany
i zablokować dokręcając pokrętło blokady ogranicznika głębokości
(
13
).
Przy ustalaniu wysokości położenia listwy ogranicznika głębokości (
12
)
pomocną jest podziałka znajdująca się na korpusie frezarki. Dokładne
ustawienie głębokości frezowania można uzyskać pokręcając pokrętłem
precyzyjnej regulacji listwy ogranicznika głębokości (
2
). Jeden obrót
pokrętła odpowiada przesunięciu listwy ogranicznika głębokości (
12
) w
kierunku pionowym o 1 mm.
Frezarka posiada skokowy ogranicznik głębokości frezowania (
9
), który
umożliwia przesuwanie (zgłębianie się frezu) w materiał w siedmiu
równo oddalonych od siebie pozycjach (każdy skok wynosi około 3mm)
(
rys. C
).
RUCH PIONOWY KORPUSU FREZARKI
•
Umieścić frezarkę na równej powierzchni.
•
Odblokować dźwignię blokady prowadnicy korpusu (
16
) (
rys. D
).
•
Uchwycić obiema rękami rękojeści i nacisnąć w dół pokonując opór
sprężyn.
•
Zwolnić nacisk, sprężyny samoczynnie spowodują powrót korpusu
frezarki do pozycji wyjściowej (górnej).
MONTAŻ PROWADNICY RÓWNOLEGŁEJ
Prowadnica równoległa stosowana jest do uzyskania równej odległości
od krawędzi odniesienia.
•
Za pomocą dwóch śrub połączyć pręty prowadnicy równoległej (
7
) z
prowadnicą równoległą (
10
) (
rys. E
).
•
Poluzować pokrętła blokady prętów prowadnicy równoległej (
6
)
umieszczone na stopie frezarki.
•
Wsunąć pręty prowadnicy równoległej (
7
) w otwory i ustawić
pożądaną odległość.
•
Zamocować prowadnicę równoległą (
10
) dokręcając pokrętła blokady
prętów prowadnicy równoległej (
6
).
PRACA / USTAWIENIA
WŁĄCZANIE / WYŁĄCZANIE
Napięcie sieci musi odpowiadać wielkości napięcia podanego na
tabliczce znamionowej frezarki.
Frezarka wyposażona jest w przycisk blokady włącznika, zabezpieczający
przed przypadkowym uruchomieniem.
Włączanie
•
Wcisnąć przycisk blokady włącznika (
15
).
•
Wcisnąć i przytrzymać włącznik (
14
).
Wyłączanie
•
Zwolnić nacisk na przycisk włącznika (
14
).
REGULACJA PRĘDKOŚCI OBROTOWEJ WRZECIONA
Na korpusie frezarki znajduje się pokrętło regulacji prędkości obrotowej
wrzeciona (
3
). Prędkość obrotową wrzeciona dobiera się w zależności
od potrzeb (zależnie od zastosowanego frezu, twardości obrabianego
materiału, rodzaju pracy itp.). Zakres regulacji prędkości obrotowej
wrzeciona od 1 do 7 (
rys. F
).
FREZOWANIE
Podczas pracy frezarka musi być trzymana oburęcznie!
•
Zamontować odpowiedni frez (patrz instrukcja powyżej).
•
Ustawić stopę (
8
) na materiale, który ma być obrabiany (w tym
momencie frez nie może stykać się z materiałem).
•
Ustawić głębokość frezowania.
•
Włączyć frezarkę włącznikiem (
14
) i odczekać, aż wrzeciono osiągnie
ustawioną prędkość obrotową na luzie.
•
Rozpocząć obróbkę, przesuwając stopę frezarki po powierzchni
obrabianego materiału w pożądanym kierunku.
•
Frezarkę należy przesuwać równomiernym ruchem ciągłym, cały czas
dociskając jej stopę do powierzchni materiału, aż do zakończenia
frezowania.
Zbyt szybki posuw frezarki podczas frezowania powoduje niską
jakość obróbki i może być przyczyną uszkodzenia frezu lub
silnika. Zbyt wolny posuw frezarki także może spowodować
obniżenie jakości obróbki, wskutek nadmiernego nagrzewania
materiału. Odpowiednia prędkość przesuwu zależy od wielkości
zastosowanego frezu, rodzaju obrabianego materiału oraz
głębokości skrawania. Zaleca się przeprowadzenie prób wstępnych
frezowania materiału odpadowego przed ostatecznym podjęciem
zamierzonej pracy. Przy obróbce krawędzi materiał obrabiany
powinien znajdować się z lewej strony osi frezu (patrząc w kierunku
przesuwu frezarki).
Jeśli stosowana jest prowadnica do obróbki prostoliniowej lub
okrawania należy upewnić się, czy akcesoria pomocnicze są
właściwie zamocowane.
MONTAŻ PROWADNICY DO PROFILI
Zastosowanie prowadnicy do profili umożliwia precyzyjne wycinanie
wewnętrznych i zewnętrznych profili.
•
Zdemontować końcówkę wylotową pyłu (
18
) (odkręcając śruby
mocujące).
•
Umieścić prowadnicę do profili w gnieździe stopy frezarki.
•
Zamontować końcówkę wylotową pyłu (
18
) i dokręcić oba elementy
za pomocą śrub mocujących (
rys. G
).
Zastosowanie prowadnicy do profili ogranicza zastosowanie
wielkości frezów.
KIERUNEK FREZOWANIA
Aby uniknąć nierównych krawędzi i osiągnąć najlepszy rezultat należy
frezować w kierunku przeciwnym do ruchu wskazówek zegara dla
zewnętrznych krawędzi i w kierunku ruchu wskazówek zegara dla
wewnętrznych krawędzi (
rys. H
).
ZASTOSOWANIE ELEMENTU DO CIĘCIA PO OKRĘGU
•
Wyjąć prowadnicę do ciecia równoległego (
10
) wraz z prętami
prowadnicy równoległej (
7
) z stopy frezarki.
•
Zdemontować jeden pręt prowadnicy równoległej (
7
) i zamocować
do niego element do cięcia po okręgu.
•
Zamocować pręt prowadnicy równoległej (
7
) (wraz z elementem do
cięcia po okręgu) do stopy (
8
) za pomocą pokręteł blokady prętów
prowadnicy równoległej (
6
) (
rys. I
).
Aby określić promień frezowania należy zmierzyć odległość od środka
znacznika do zewnętrznej krawędzi frezu.
OBSŁUGA I KONSERWACJA
Przed przystąpieniem do jakichkolwiek czynności związanych
z instalowaniem, regulacją, naprawą, lub obsługą należy wyjąć
wtyczkę przewodu zasilającego z gniazdka sieciowego.
•
Do czyszczenia nie należy stosować wody lub innych cieczy.
•
Frezarkę czyści się za pomocą szczotki.
•
Zużyty frez należy natychmiast wymienić.
•
Regularnie należy czyścić szczeliny wentylacyjne, aby nie dopuścić do
przegrzania silnika frezarki.
•
Stosować okresowe przerwy w pracy.
WYMIANA SZCZOTEK WĘGLOWYCH
Zużyte (krótsze niż 5 mm), spalone lub pęknięte szczotki węglowe
silnika należy natychmiast wymienić. Zawsze dokonuje się
jednocześnie wymiany obu szczotek.
Czynność wymiany szczotek węglowych należy powierzyć wyłącznie
osobie wykwalifikowanej wykorzystując części oryginalne.
Wszelkiego rodzaju usterki powinny być usuwane przez autoryzowany
serwis producenta.
PARAMETRY TECHNICZNE
DANE ZNAMIONOWE
Frezarka górnowrzecionowa
Parametr
Wartość
Napięcie zasilania
230 V AC
Częstotliwość zasilania
50 Hz
Moc znamionowa
1200 W
Zakres prędkości obrotowej na biegu
jałowym
11500 – 30000 min
-1
Średnica tulei zaciskowych
Ø 6; 8 mm
Klasa ochronności
II
Masa 3,3
kg
Rok produkcji
2018
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)
