Сварочное оборудование Сварог TECH ARC 205 B (Z203) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





















63
TECH ARC 205 B
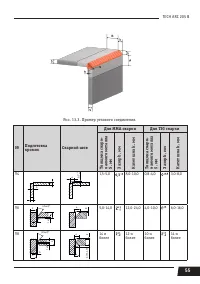
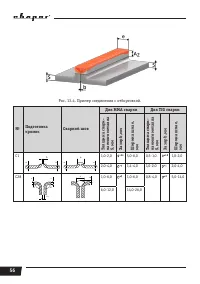
15.2. ПРОВЕРКА СОЕДИНЕНИЯ С ПОМОЩЬЮ МАКРОШЛИФОВ
Металлографическому исследованию подвергаются стыковые, тавровые и угловые соеди-
нения для выявления возможных внутренних дефектов, а также для установления глубины
проплавления и структуры металла шва.
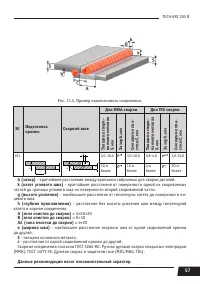
Шлифование производят последовательно наждачной бумагой различного сорта: сначала
с более крупным зерном абразива, а затем – с более мелким.
Остающиеся после шлифования на поверхности образца частицы абразивного материала
удаляют обдуванием воздухом или промывкой водой.
При шлифовании очень мягких металлов вырываемые из наждачной бумаги абразивные
частицы и металлические опилки могут легко вдавливаться в поверхность мягких металлов,
поэтому наждачную бумагу предварительно смачивают в керосине или натирают парафи-
ном. Последнее применяют, например, при изготовлении микрошлифов из алюминия
Полировальный круг должен быть влажным, а нажатие образца на круг – незначительным.
Скорость вращения круга диаметром 250 мм должна быть 400 – 600 об./мин.
Полирование считается законченным, когда поверхность образца приобретает зеркальный
блеск и не видны риски или царапины.
Состав для травления:
наиболее распространенный реактив Гейна, содержащий (на 1000
мл воды) 53 г хлористого аммония NH4Cl и 85 г хлористой меди CuCl2.
Методика испытания: образец погружают в раствор
. В результате обменной реакции
поверхность покрывается слоем меди. На участках, обогащенных углеродом, закаленных или
имеющих дефекты (поры, раковины, трещины и т.п.), медь выделяется менее интенсивно и
не защищает поверхность от травления хлористым аммонием. Эти участки окрашиваются в
темный цвет.
Состав для травления алюминия:
наиболее распространен состав, содержащий 10% ед-
кого натрия при температуре +45\-15 °С.
Содержание
- 5 пользованием оборудования.; ОБРАТИТЬ ВНИМАНИЕ! Особенности, требующие повышенного внимания; в соответствии с принципами безопасности и надежности.; ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ; и ТР ТС 010/2011 «О безопасности машин и оборудования».
- 7 необходимого качества.; Параметры для ММА сварки:; • индикация силы тока
- 8 подзарядки батарей или аккумуляторов, запуска двигателей.; МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
- 9 МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ С ГАЗОВЫМИ БАЛЛОНАМИ
- 11 ВНИМАНИЕ! Несмотря на защиту корпуса аппарата от попадания влаги,
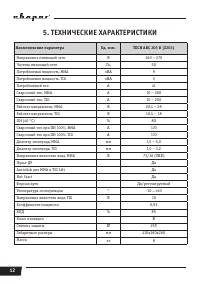
- 12 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
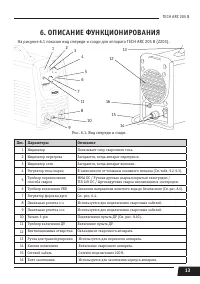
- 13 ОПИСАНИЕ ФУНКЦИОНИРОВАНИЯ
- 15 рекомендуется применять при сварке покрытыми электродами на ма-
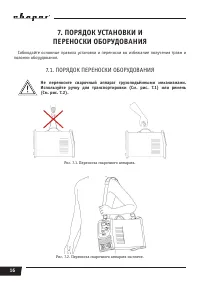
- 16 поломки оборудования.; Не переносите сварочный аппарат грузоподъёмными механизмами.
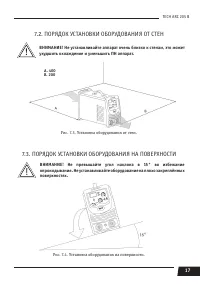
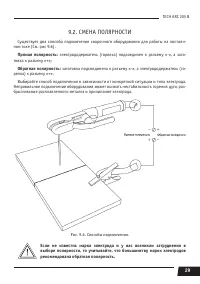
- 17 ПОРЯДОК УСТАНОВКИ ОБОРУДОВАНИЯ ОТ СТЕН; ухудшить охлаждение и уменьшить ПН аппарат.; ПОРЯДОК УСТАНОВКИ ОБОРУДОВАНИЯ НА ПОВЕРХНОСТИ; ВНИМАНИЕ! Не превышайте угол наклона в 15° во избежание
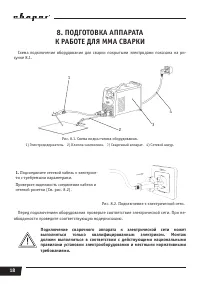
- 18 обходимости проведите соответствующую модернизацию.; Подключение сварочного аппарата к электрической сети может
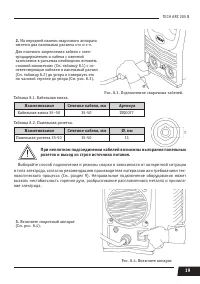
- 19 Наименование; розеток и выход из строя источника питания.
- 23 ПАМЯТКА ПЕРЕД НАЧАЛОМ РАБОТЫ ДЛЯ ММА СВАРКИ
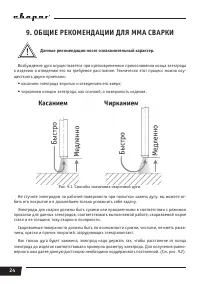
- 24 ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ ММА СВАРКИ; Данные рекомендации носят ознакомительный характер.; • касанием электрода впритык и отведением его вверх
- 27 дуги вплоть до частых кратковременных замыканий.
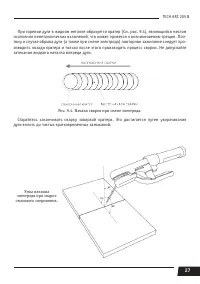
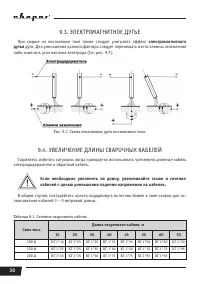
- 30 При сварке на постоянном токе также следует учитывать эффект; электромагнитного; электрододержателя и обратный кабель.; Если необходимо увеличить их длину, увеличивайте также и сечения; пользования кабелей 3 – 5 метровой длины.
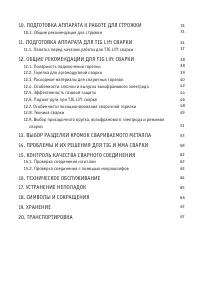
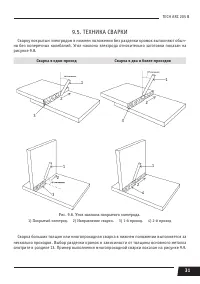
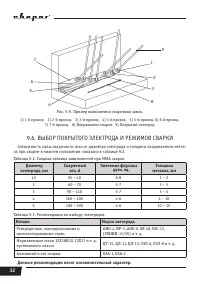
- 32 ВЫБОР ПОКРЫТОГО ЭЛЕКТРОДА И РЕЖИМОВ СВАРКИ; ла при сварке в нижнем положении показана в таблице 9.2.
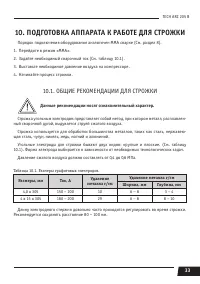
- 33 ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ СТРОЖКИ; Выставьте необходимое давление воздуха на компрессоре.; ный сварочной дугой, выдувается струей сжатого воздуха.
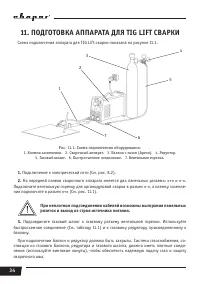
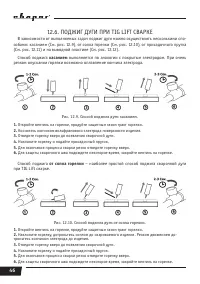
- 34 ПОДГОТОВКА АППАРАТА ДЛЯ TIG LIFT СВАРКИ
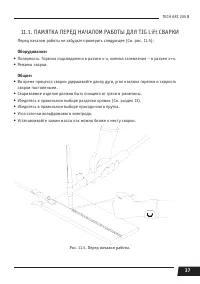
- 37 ПАМЯТКА ПЕРЕД НАЧАЛОМ РАБОТЫ ДЛЯ TIG Lift СВАРКИ
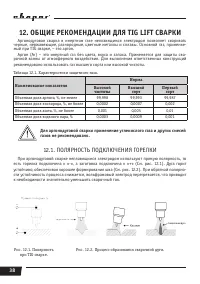
- 38 ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ TIG LIFT СВАРКИ; газов не рекомендовано.
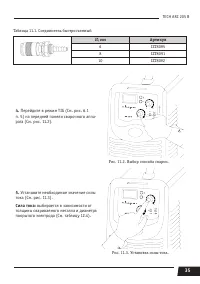
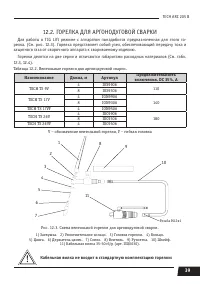
- 39 Кабельная вилка не входит в стандартную комплектацию горелки:
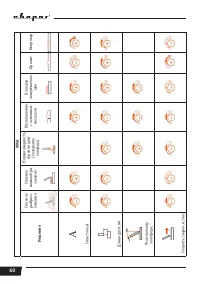
- 40 РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРОЧНЫХ ГОРЕЛОК; получить шов необходимого качества.; В таблице представлены наиболее часто используемые позиции.
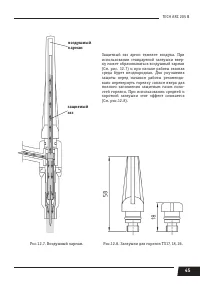
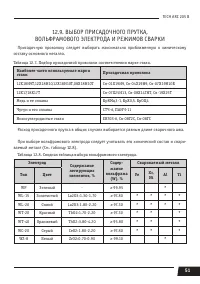
- 42 ВОЛЬФРАМОВОГО ЭЛЕКТРОДА
- 44 мм
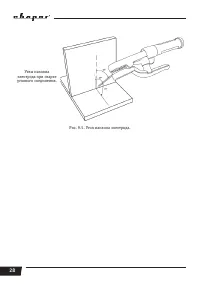
- 46 Способ поджига; касанием; выполняется по аналогии с покрытым электродом. При очень; от сопла горелки; – наиболее простой способ поджига сварочной дуги
- 47 Способ поджига; от присадочного прутка; используется, если предъявляются повышенные
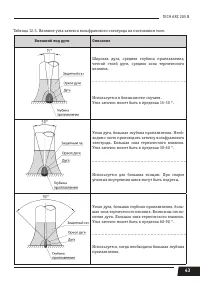
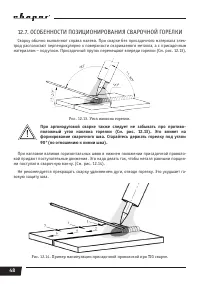
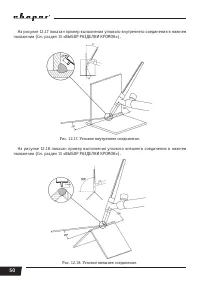
- 48 ОСОБЕННОСТИ ПОЗИЦИОНИРОВАНИЯ СВАРОЧНОЙ ГОРЕЛКИ; При аргонодуговой сварке также следует не забывать про противо-
- 51 ВОЛЬФРАМОВОГО ЭЛЕКТРОДА И РЕЖИМОВ СВАРКИ; составу основного металла.
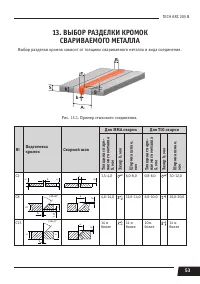
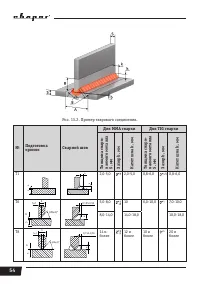
- 53 Подготовка
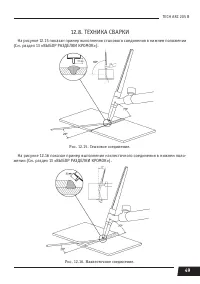
- 62 КОНТРОЛЬ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ; собами, не прибегая к лабораторным испытаниям.
- 63 ПРОВЕРКА СОЕДИНЕНИЯ С ПОМОЩЬЮ МАКРОШЛИФОВ; Состав для травления:
- 64 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; сти. Специалисты должны иметь допуски к проведению таких работ.
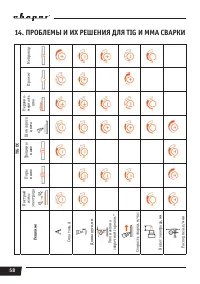
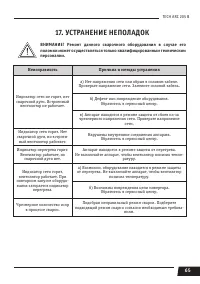
- 65 УСТРАНЕНИЕ НЕПОЛАДОК; ВНИМАНИЕ! Ремонт данного сварочного оборудования в случае его; Неисправность
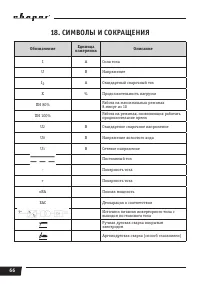
- 66 СИМВОЛЫ И СОКРАЩЕНИЯ; Обозначение
- 67 правилами перевозок, действующими на каждом виде транспорта.; «Меры безопасности» данного руководства.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)




