Пилы торцовочные VERTO 52G206 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





























































63
•
Проверяваме дали режещият диск е разположен
перпендикулярно спрямо работната маса (
rys. E
).
При извършването на измерванията с ледва да се провери
дали измервателният уред не се допира до зъба на режещия
диск, понеже предвид на дебелината на нак ладката от
металокерамични твърди сплави измерването може да бъде
неточно.
При положение, че имереният ъг ъл не е 90
0
, то необходима е
регулировка, която се извършва по с ледния начин :
•
Разх лабваме фиксиращата гайка и завъртаме регулиращия
винт (
a
) (
черт. F
) надясно или наляво за да увеличим или
намалим ъг ъла на нак лонение на режещия диск (
5
).
•
След постигането на пепендикулярното положение на
режещия диск спрямо работната маса оставяме главата да се
върне в горно положение.
•
Придържайки регулиращия винт (
a
) затягаме фиксиращата
гайка.
•
Сваляме главата надолу и отново проверяваме дали
настроеният ъг ъл отговаря на показанията на скалата на
нак лонението на главата (
b
) (
черт. F
).
Подбна регулировка трябва да се извърши при ъг ъл 45
0
на
нак лоняване на главата при рязането със скосяване използвайки
регулиращия винт (
d
) (
черт. G
) разположен на противоположната
страна на рамото.
НАС Т РОЙК А НА РА БОТНАТА МАС А ЗА РЯ ЗАНЕ ПОД ЪГ ЪЛ
Въртящото рамо (глава) позволява да се реже материала под
произволен ъг ъл в диапазона от положение перпендикулярно
на 45
0
наляво или надясно.
•
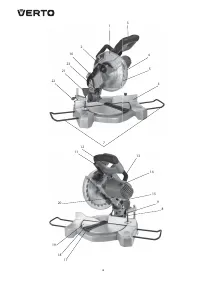
Издърпваме болта на блокировката на главата (
15
)
освобож даващ рамото, позволявайки на рамото постепенно
да се вдигне до горно положение.
•
Разх лабваме въртока на блокировката на работната маса (
8
).
•
Завъртаме рамото наляво или надясно докато постигнем
желания ъг ъл на ъгловата скала (
17
) на работната маса (
19
).
•
Освобож даваме бу тона на блокировката (
3
).
•
Блокираме завъртайки въртока на блокировката на работната
маса (
8
).
Настройването на доволен ъг ъл може да бъде точно регулирано
посредством ъгловата скала с точност до едиун градус. Въпреки,
че скалата е достат ъчно прецизна при болшинстовото от
извършваните работи, то препоръчва се проверката на ъг ъла на
рязане с помощта на ъгломер или на друг уред за измерване на
ъгли.
НАС Т РОЙК А НА РА МОТО (ГЛАВАТА) ЗА РЯ ЗАНЕ С ЪС
СКОС ЯВАНЕ
Рамото може да бъде нак лонявано наляво под произволен ъг ъл
в диапазона от 0
0
до 45
0
– за рязане със скосяване (
черт. I
).
•
Издърпваме болта за блокировка на главата (
15
) освобож даващ
рамото и позволяваме рамото постепенно да се вдигне до
горното положение.
•
Разх лабваме въртока на блокировката на главата (
9
).
•
Навеж даме рамото наляво под желания ъг ъл, който може да
бъде отчетен с помощта на ъгловата скала (
b
) използвайки
индикатора (
c
) (
rys. F
).
•
Затягаме въртока на блокировката на главата (
9
).
Ако съществува необходимост от регулировка на двата
ъгъла (в двете плоскости - хоризонтална и вертикална), с цел
комбинирано рязане, то винаги с ледва първо да се настрои
ъгъла за рязане със скосяване.
Н АС Т Р О Й К А Н А Л А З Е Р Н И Я Л ЪЧ
Преди да пристъпим към каквито и да било дейности по
регулировката на триона, с ледва да се убедим дали той е
изк лючен от мрежата.
При настройката на лазерния лъч не се разрешава гледането
на лазерния лъч или на огредалното му отражение.
Лазерната система трябва да бъде изк лючвана при
положение, че не е използвана.
Лазерната система генерира сноп лазерна светлина показваща
линия върху материала, по която ще преминава рязането с
режещия диск. Настройката на лазерния лъч е регулирана
фабрично по време на производствения процес. Въпреки това
при извършването на прецизни работи настройката с ледва да
бъде проверена преди прист ъпване към рязането.
Поставяме въртящата маса (
19
) в положение, при което
индикаторът на ъг ъла на въртене съвпада с 0
0
на скалата (
17
),
а индикаторът на ъг ъла на нак лона на главата съвпада с 0
0
на
скалата на ъг ъла на нак лона на главата.
•
Закрепваме към масата (
19
) ненужно парче материал.
•
Извършваме частичното рязане.
•
Освобож даваме рамото и оставяме ненужния материал
прикрепен към масата.
•
Настройваме пусковия бу тон на лазера (
24
) в положение
„вк лючено” „
I
” (
черт. H
).
•
Генерираният лазерен лъч трябва да бъде успореден на
прореза от рязането.
•
При положение, че лъчът не е успореден с ледва да разх лабим
крепежния болт „
d
” на лазерния модул и да въртим модула
докато се постигне успоредно положение на снопа (
черт. J
).
•
Завинтваме крепежния болт на лазерния модул.
Прахът образуващ се при рязането може да задържи
лазерния лъч , затова е необходимо генератора периодично
да се почиства.
В К Л ЮЧ В А Н Е Н А Т Р И О Н А
Преди натискането на пусковия бутон с ледва да проверим
дали трионът е правилно монтиран и регулиран съгласно
указанията посочени в настоящата инструкция. Трионът
може да бъде вк лючен само при положение, че режещият
диск е отдалечен от предвидения за обработка материал.
Трионът е предназначен за десноръки лица.
•
Натискаме пусковия бу тон (
12
).
•
Да се даде възможност трионът да достигне пълна скорост на
оборотите.
•
Натискаме лоста (
11
) освобож даващ кожуха на диска.
•
Убеж даваме се, че ръцете ни се намират далеч от режещия
диск.
•
Навеж даме рамото към обработвания материал.
•
Извършваме рязането.
И З К Л ЮЧ В А Н Е Н А Т Р И О Н А
•
Освобож даваме пусковия бу тон (
12
) и изчакваме докато
режещият диск окончателно престане да се върти.
•
Повдигаме рамото на триона отдръпвайки го от обработвания
материал.
Помнете, че с лед изк лючването на триона неговите
подвижни елементи известно време продължават да
се въртят. Не бива да се спира режещия диск на триона
оказвайки върху него страничен натиск.
У К А З А Н И Я ОТ Н О С Н О П РА В И Л Н ОТО И З П ОЛ З В А Н Е Н А
Т Р И О Н А
Правилното закрепяване на облаботвания материал
осигурява пълен контрол върху работата на инструмента,
позволяващ да се избегне опасността от телесни
увреждания. Не се разрешава придържането на малки
парчета от материала с ръка!
•
Убеж даваме се, че режещият диск е в добро техническо
състояние. Ефективност та на триона и качеството на рязането
са пряко зависими от техническото състояние на режещия
диск.
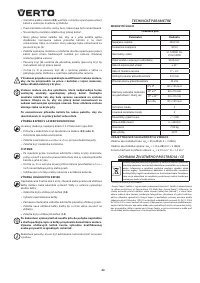
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)
