
Генераторы Robin-Subaru EB 6.5/400-W220R - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.






9. Сварка
9.1. Процесс электродуговой сварки
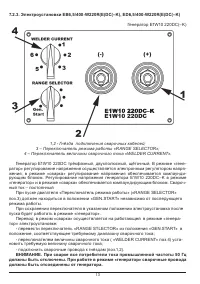
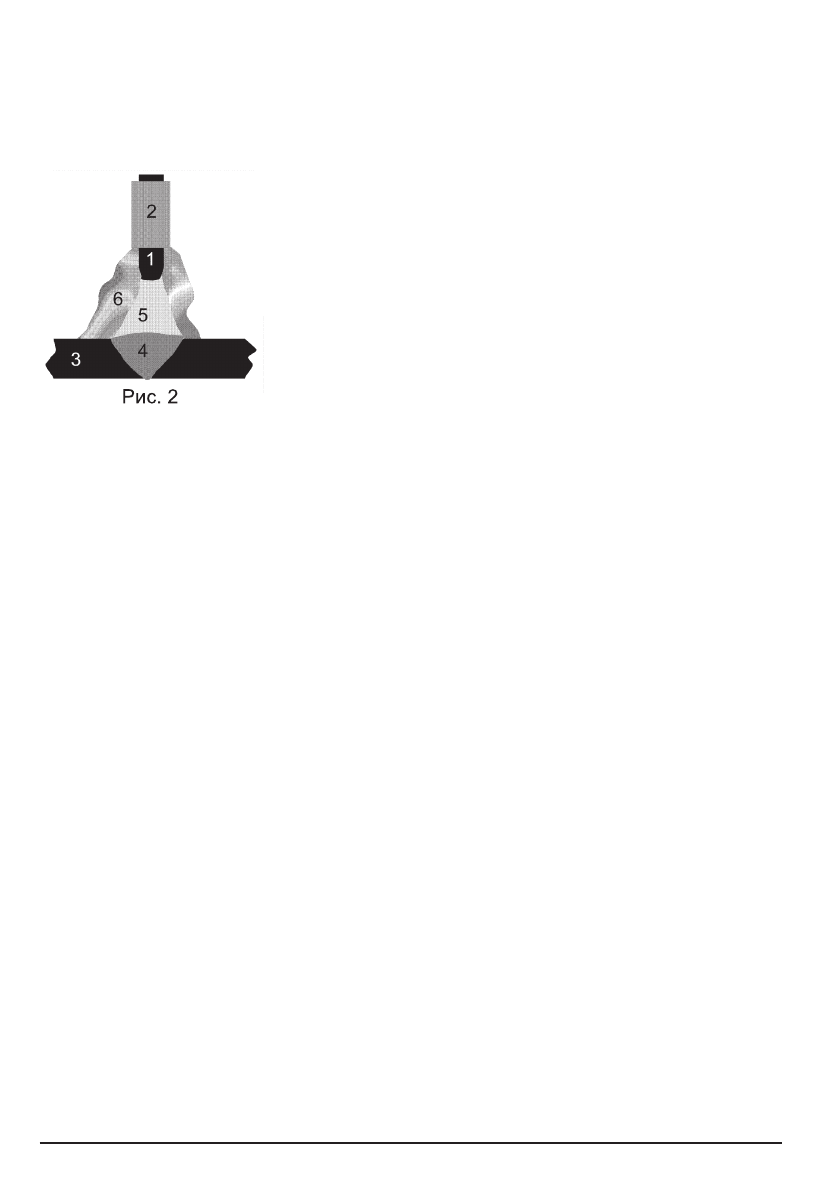
Процесс электродуговой сварки заключается в переносе расплавляемого элект-
рической дугой металла электрода на соединяемые детали. На рис. 2 схематически
представлена картина сварочного процесса.
1 – плавящийся электрод;
2 – покрытие электрода («обмазка»);
3 – основной металл;
4 – сварной шов;
5 –область дуги;
6 – область защитных газов.
На рисунке показан вариант, когда плавящийся элект-
род 1, с покрытием средней толщины 2, подключен к от-
рицательной клемме сварочного генератора, т.е. является
катодом, а свариваемое изделие (основной металл) под-
соединено к положительной клемме, т.е. является анодом.
Этот тип подключения называется прямым. Обратная по-
лярность подключения: основной материал – катод (-), а электрод – анод (+) – приме-
няется при сварке тонких или легкоплавких материалов; нержавеющих, легированных
и высокоуглеродистых сталей и т.п.
При обратной полярности нагрев основного материала меньше, т.к. катодное пят-
но меньше по размерам, а его температура (~2400ºС) меньше температуры анода
(~2600ºС). Следовательно, основной материал меньше деформируется. На упаковке
электродов указывается рекомендуемая полярность постоянного тока: прямая, об-
ратная или любая.
Сварка может также производиться на переменном токе. Однако в этом случае
можно сваривать только стальные материалы.
На упаковке электродов указывается, предназначены ли они для сварки постоянным,
либо переменным током.
Плавление электрода и основного металла происходит в области дуги (5). Эта
область находится внутри области защитных газов, затрудняющих проникновение в
сварочный шов кислорода и азота из атмосферы. Область защитных газов формиру-
ется из паров «обмазки» электрода. Расплавленный металл стекает с электрода не
непрерывно, а отдельными каплями. Следствием этого является характерная «че-
шуйчатая» структура поверхности сварного шва. По мере продвижения электрода
шов остывает и на нем образуется слой шлака из сконденсировавшихся защитных
газов. По завершении сварки шлак сбивается со шва обрубочным молотком. Если же
сварка производится за несколько проходов, то шлак необходимо полностью удалять
между проходами.
Вокруг шва могут появляться капли металла. Эти капли большей частью можно
удалить жесткой металлической щеткой, а остальные обрубочным молотком или зу-
билом.
На качество сварного шва влияют как подготовка свариваемых деталей, так и вы-
бор электродов и режим сварки.
Свариваемые детали должны быть очищены от окалины, грязи, краски и т.п.
Для получения стыкового шва толщиной до 10-12 мм обычно производится V-образ-
ная подготовка краев свариваемых деталей (см. таблицу 3), а при большей толщине
– X-образная с повторным проходом с противоположной стороны, или U-образная
подготовка без повторного прохода с противоположной стороны.
Содержание
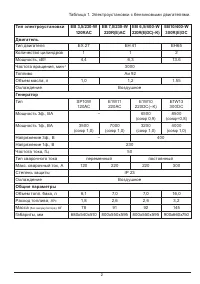
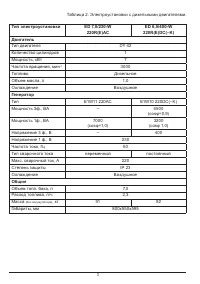
- 3 Назначение электроустановки; промышленной частоты и проведения сварочных работ запрещается.; Технические данные
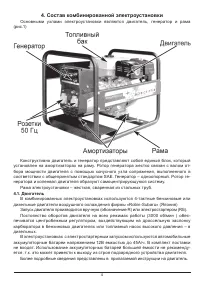
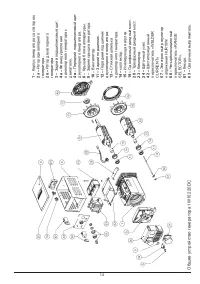
- 6 Состав комбинированной электроустановки
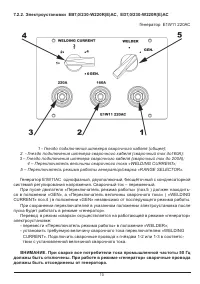
- 7 все типы электродов, используемые при ручной дуговой сварки.; «WELD»(сварка). Остальные потребители должны быть отключены от гене; Правила и меры безопасности; требования следующих документов:
- 8 При любых работах электроустановка должна быть заземлена.
- 9 Конструктивной особенностью генераторов двойного назначе
- 10 При сварке все потребители тока промышленной частоты 50 Гц
- 22 Работа комбинированной электроустановки; Режим «генератор»; превышать мощности генератора.; и проведения сварочных работ запрещается.
- 26 а дизельного – закрыть топливный кран.








как намагнитить бензогенератор ed 6,5/400-w220r